


Konventionelle Bearbeitungsmethoden bieten für die Bearbeitung großer und langer Bohrungen keine befriedigenden Lösungen. Zwei grundsätzliche Schwierigkeiten machen die Produktion langsam und stehen der Prozesssicherheit entgegen: Zunächst bedingt die lange Auskragung der Werkzeuge in Verbindung mit einem großen Werkzeugkopf eine hohe Schwingungsneigung. Üblicherweise werden daher ein- oder zweischneidige Spindelwerkzeuge mit niedrigem Eigengewicht eingesetzt. Nachteilig sind die niedrigen Schnittgeschwindigkeiten, die zu langen Bearbeitungszeiten führen. Die zweite Schwierigkeit liegt im Rohteil selbst, das häufig eine große Inhomogenität des Materials und damit unterschiedliche Aufmaße aufweist. Eine Tatsache, die dem eingesetzten Werkzeug viel abverlangt.
Gefederte Führungsleisten ermöglichen ruhigen Lauf und hohe Schnittwerte
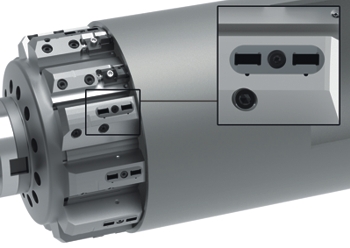 |
| Bild: Gefederte Führungsleisten sorgen für Stabilität und Sicherheit bei großen Bohrtiefen. |
Die neue Bearbeitungslösung erhöht die Prozesssicherheit und beschleunigt die Bearbeitung deutlich. Das modulare Werkzeugkonzept kombiniert die Tangential- mit der Führungsleistentechnologie. Der Werkzeugkopf kann mit bis zu acht Wendeschneidplatten bestückt werden. Für die Stabilität und Sicherheit der Bearbeitung sorgt eine Kombination aus konventionellen, fest eingelöteten und innovativen, gefederten Führungsleisten. In Abhängigkeit der tatsächlichen Schneidenanzahl ermittelt ein von MAPAL entwickeltes Berechnungsprogramm die Richtung der resultierenden Schnittkraft. Rechts und links der Kraftrichtung werden die beiden fest gelöteten Führungsleisten angebracht. Gegenüberliegend mit einem Überstand zur Wendeschneidplatte angebracht sind die gefederten Führungsleisten positioniert. Sie unterstützen die Schnittkraftresultierende und gewährleisten, dass die festen Führungsleisten optimal am Material der Bohrung anliegen, um das Werkzeug optimal abzustützen. Ein ruhiger Lauf und hohe Schnittwerte sind das Resultat.
Modulare Verlängerungen für große Bohrtiefen
Modular ankoppelbare Verlängerungen ermöglichen, dass auch bei beschränkten Verfahrwegen fast beliebige Bohrtiefen realisiert werden können. Die HSK-Schnittstelle steht für die absolute Genauigkeit der Verbindung. Um eine Verlängerung zu montieren, muss das Werkzeug im Übrigen nicht komplett aus der Bohrung ausgefahren werden, sondern kann mithilfe einer Werkzeugstütze in der Bohrung verbleiben. Eine optimale Zylinderform der Bohrung ist dadurch gewährleistet, und die maximal mögliche Bohrtiefe eigentlich nur durch die Abmessungen des Arbeitsraums begrenzt.
Erfolgreich in der Praxis
In einer konkreten Applikation erstreckte sich die Zerspanung über mehrere Tage. Für den anschließenden Honprozess musste nochmals ein Arbeitstag eingeplant werden. Mit der Werkzeuglösung von MAPAL erreicht der Kunde ein in Durchmesser und Oberflächengüten perfektes und prozesssicher bearbeitbares Werkstück. Die Zerspanung erfolgt in vier bis sechs Stunden, das anschließende Honen in zwei bis drei Stunden.
Kontakt:


