


Mit den Drehwerkzeugen DF@turn mit wechselbaren CBN-Schneidplatten von der MAS GmbH in Leonberg erhalten vor allem Automobilzulieferer universelle Drehwerkzeuge, um Lagersitze an Wellen und Zahnrädern wesentlich wirtschaftlicher und bei minimiertem Logistikaufwand drallfrei hartzudrehen. Auf einem stabilen Werkzeughalter befinden sich ein, optional auch mehrere, Plattensitze. Sie nehmen die universellen Schneidplatten auf.
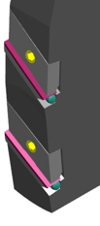 |
| DF@tunr von MAS |
Geklemmt wird mit jeweils einem über der Schneidplatte angeordneten Klemmkeil. Die Schneidplatten sind um 30 bis 45° geneigt schräg angeordnet. So verwirklichen sie den punktförmigen Schneideneingriff beim Überstreichen des Werkstücks während der Rotationsbewegung. Ein Passstift stützt die Schneidplatte seitlich und hält sie in Position. Somit entfallen Störkonturen, der Schneideneingriff ist kollisionsfrei. In der Aufnahme im Grundkörper ist die zweite, unbenutzte Schneide durch den Klemmkeil gut geschützt gegen umherfliegende Späne. Das gewährleistet, dass sie nach einem Wenden der Schneidplatte uneingeschränkt genutzt werden kann.
Wesentlicher Vorteil der wechselbaren Schneidplatten ist, dass der CBN Schneidstoff auf einem stabilen Grundkörper als gleichmäßig dicke Platte über die gesamte Fläche aufgelegt ist. Als Vorteil gegenüber den bisherigen Ausführungen können die CBN-Platten als linke und rechte Schneide eingesetzt werden. Somit sind die mehrschneidigen Schneideinsätze wesentlich wirtschaftlicher.
Mit den kostengünstigen wechselbaren Schneidplatten können Fertigungsbetriebe unterschiedliche Werkstoffe mit jeweils angepassten CBN-Schneidstoffen ohne Wechsel des Werkzeuggrundkörpers bearbeiten. Zudem eignen sich die universellen CBN-Schneidplatten zum Schruppen und Schlichten gleichermaßen. Grundkörper stehen mit allen üblichen Aufnahmen zur Verfügung, wie PSK, VDI, HSK, Rund- und Quadratschaft.
Mit den Hartdreh-Werkzeugen DF@turn von MAS entspricht die Werkzeuglogistik und -bereitstellung beim Rotationsdrehen den üblichen Abläufen bei Standard-Drehwerkzeugen. Das senkt Kosten und erhöht die Zuverlässigkeit in der Werkzeugorganisation.
Beim Rotationsdrehen bearbeitet eine breite CBN-Schneide während einer zusätzlichen Rotationsbewegung die zu drehenden Innen- oder Außendurchmesser. Die Schneide ist um einen Winkel zwischen 30° und 45° gegen die Längsachse (X-Achse) geneigt. Somit greift jeder Punkt der Werkzeugschneide nur kurz, bestenfalls für wenige Umdrehungen, am Werkstück ein. Deshalb bearbeitet die Schneide axial fortschreitend jeweils nur einen Punkt des Werkstücks. Damit erzeugt sie eine drallfreie Oberfläche. Üblich ist die Schneide so breit wie der zu drehende Lager- oder Dichtungssitz. Längere Sitze können aber mit Hilfe eines der Rotation überlagerten axialen Vorschubs niedriger Vorschubgeschwindigkeit bearbeitet werden. Wegen der hohen Schnittgeschwindigkeiten von über 280 m/min wird die Wärme aus der Zerspanung fast vollständig mit den Spänen abgeführt. Das verhindert Verzug am bearbeiteten Bauteil. Rotationsdrehen erübrigt das bisher erforderliche Schleifen der gehärteten Sitze. So werden bisher zeit- und arbeitsaufwändige Verfahren – hart vordrehen, schleifen und eventuell bandfinishen des gehärteten Werkstücks – auf einer Maschine in einem Verfahren zusammengefasst. Unproduktive Zeiten und Aufwände zum Umspannen der Werkstücke entfallen. Vor allem bei Teilefamilien arbeiten Fertigungsbetriebe wesentlich flexibler und wirtschaftlicher. Beim Rotationsdrehen sind Genauigkeiten in der Rundheit und in der Geradheit kleiner 0,003 mm, im Rundlauf und der Parallelität kleiner 0,004 mm, Qualität IT 5/6 im Durchmesser sowie Oberflächengüten Ra < 0,02 µm beziehungsweise Rz < 1,00 µm realisierbar.
Info zum Rotationsdrehen
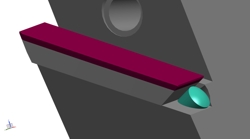
Die horizontal über
die gesamte Fläche aufgelegte, dicke CBN-Platte kann als linke und
rechte Schneidplatte schruppen und schlichten
Kontakt:


