


Durch kürzere Produktzyklen geht der Trend bei der Bearbeitung von Bauteilen mit komplexen Innenkonturen und Hinterstichen weg von Rundtakt- oder Sondermaschinen hin zur flexiblen Fertigung auf Bearbeitungszentren. Durch die Verlagerung wird man den Forderungen nach Komplettbearbeitung, wachsender Prozesssicherheit, steigenden Qualitätsanforderungen und nach schnellen Reaktionen auf neue Bauteilvarianten gerecht.
Mit Hilfe der MAPAL TOOLTRONIC® wird es möglich, in Kombination mit einem MAPAL Aussteuerwerkzeug, insbesondere Dreh- bzw. Spindeloperationen von kubischen Bauteilen geregelt auf einem Bearbeitungszentrum zu realisieren. Aufwendige Umspannungen und zusätzliche Operationen auf Drehmaschinen sind nicht mehr nötig. Herkömmliche Fräsoperationen auf einem Bearbeitungszentrum werden mittels der TOOLTRONIC® durch die Vorteile der Drehoperationen ergänzt. Zusätzlich können, durch den Einsatz von wenigen mechanischen Komponenten, einer einfachen Programmierung und hohen Drehzahlen, auch Konturen von kleinen Bauteilen bearbeitet werden.
Die TOOLTRONIC® ist dabei konsequent als ein in sich geschlossenes Antriebsmodul entwickelt worden. Durch die induktive Energie- und bidirektionale Datenübertragung stellt die TOOLTRONIC® eine vollwertige, in die übergeordnete Maschinensteuerung eingebundene NC-Achse dar. Dadurch kann die volle Funktionalität moderner CNC-Steuerungen, wie Interpolation verschiedener Achsen und die Verschleiß- und Schneidenradiuskorrektur, in Verbindung mit der TOOLTRONIC® genutzt werden. Die bidirektionale Datenübertragung erlaubt darüber hinaus das Senden und Empfangen von beliebigen Sensordaten aus der TOOLTRONIC® an die Maschinensteuerung und eröffnet damit neue Bearbeitungs- und Regelungskonzepte.
Unter den Gesichtspunkten Durchlaufzeit, Qualität, Drehzahl, Flexibilität und Wartungsaufwand ist die MAPAL TOOLTRONIC® ideal für die Bearbeitung auf Bearbeitungszentren und Sondermaschinen.
 Bearbeitung von Ventilgehäusen
Bearbeitung von Ventilgehäusen
Die komplette Konturbearbeitung des Ventilgehäuses mit der MAPAL TOOLTRONIC® unterstreicht die genannten Vorteile. Durch die Umstellung der Fertigung auf ein Bearbeitungszentrum werden Ergebnisse erzielt, identisch den Ergebnissen auf Sondermaschinen. Die Komplettbearbeitung des Ventilgehäuses aus AlSi12 erfolgt im Durchmesserbereich von 9 bis 22 mm. Die Forderung nach der Toleranz H7 erreicht die TOOLTRONIC® dabei in Kombination mit einem exzentrischen Aussteuerwerkzeug sicher.
Um den kompletten Bearbeitungsbereich abzudecken wird das Ventilgehäuse einmal geschwenkt und somit von zwei Seiten bearbeitet.
Die Durchmesser 9 und 11 mm werden mit einer Drehzahl von n = 4.000 U/min, einer Schnittgeschwindigkeit von vc = 150 m/min bei einem Vorschub von f = 0,06 mm/U bearbeitet. Bei den größeren Durchmessern 19 und 22 mm werden die Schnittdaten einfach auf die Drehzahl n = 6.000 U/min und die Schnittgeschwindigkeit auf vc = 380 m/min angepasst. Der Vorschub bleibt über den kompletten zu bearbeitenden Durchmesserbereich dabei jeweils konstant. Die Schnitttiefe ap beträgt dabei 0,1 mm.
Die entscheidenden Vorteile für den Einsatz der MAPAL TOOLTRONIC® aus Sicht des Kunden sind die Zeiteinsparungen durch den Wegfall des Umspannens auf eine Drehmaschine, die ausgezeichnete Bearbeitungsqualität und die hohe Fertigungsflexibilität. Zusätzlich hat sich die MAPAL TOOLTRONIC® im Dreischichtbetrieb durch die hohe Prozesssicherheit und den geringen Wartungsaufwand bewährt.
Bild 01: MAPAL TOOLTRONIC® auf BAZ ermöglicht Komplettbearbeitung mit hoher Prozesssicherheit.
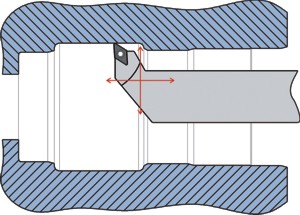
Bild 02: Konturbeispiel Einstechen und Drehen.
Kontakt


