


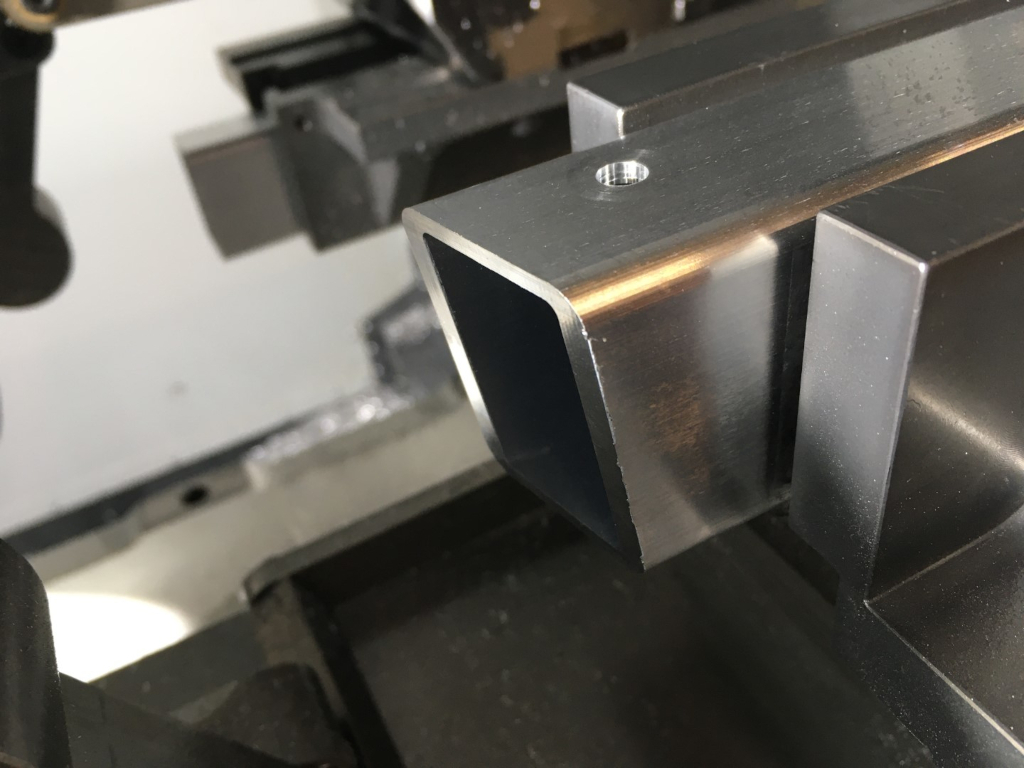
Beim Automobilzulieferer Constellium in Singen am Hohentwiel sind Profilträger aus stranggepressten Aluminium für das sogenannte Crash-Management-System einer Mittelklasse-Limousine zu fertigen. Neben dem Bearbeiten einiger Bohrungen und Nuten sind dabei die Enden an den Rechteck-Hohlprofilen unter 15° Winkel anzuarbeiten. Speziell letzteres erfordert aber erheblichen Aufwand.
Beim üblichen Fertigen auf 3-achsigen Bearbeitungszentren wären die Bauteile für den abschließenden Bearbeitungsschritt umzuspannen. Ein Aufspannen auf einem Schwenktisch wäre ebenso möglich. Alternativ könnte der Automobilzulieferer die Profile auf einem Bearbeitungszentrum fertigen, das mit einer vierten (Schwenk-)Achse ausgestattet ist.
Diese Varianten erweisen sich allerdings als sehr aufwendig. Umspannen verursacht lange Rüstzeiten und verzögert erheblich die Durchlaufzeiten. Das ist bei einer Fertigung in großen Serien nicht akzeptabel. Für die weiteren Möglichkeiten, die Profile zu bearbeiten, hätte der Automobilzulieferer in kostenintensive Vorrichtungen beziehungsweise sogar in ein zusätzliches Bearbeitungszentrum mit vierter NC-Achse investieren müssen.
Werkzeug erzeugt Geometrie
Werkzeugspezialisten der Johs. Boss GmbH & Co. KG entwickelten im Gespräch mit den Fertigungstechnikern in Singen wirtschaftlichen und einfachen Fertigungsprozess für die Endenbearbeitung. Seit vielen Jahren sind sie bereits für andere Bearbeitungen, speziell Gewinde, anerkannter und qualifizierter Partner des Automobilzulieferers. Sie konstruierten einen konischen Sonderfräser. Auf diesem sind die PKD-Schneiden unter dem für die Profilenden passenden Winkel angeordnet.
Mit diesem Fräswerkzeug bearbeiten die Automobilzulieferer in Singen und inzwischen auch in ihrer Serienfertigung in der Slovakei die Profile in einem kurzen Bearbeitungsprozess. Ohne umzurüsten oder in zusätzlichen NC-Achsen zu schwenken, fräst das Werkzeug lediglich in einer Linearbewegung über das Profilende.
Zusätzlicher Vorteil ist, dass nur ein Fräswerkzeug beide Enden der Profile bearbeitet. Das erübrigt Werkzeugwechsel und trägt somit zu minimalen Taktzeiten bei. Zudem gewährleistet das Werkzeug die Genauigkeit der Werkstückgeometrie, speziell des Winkels.
Auf Spannsituation abgestimmt
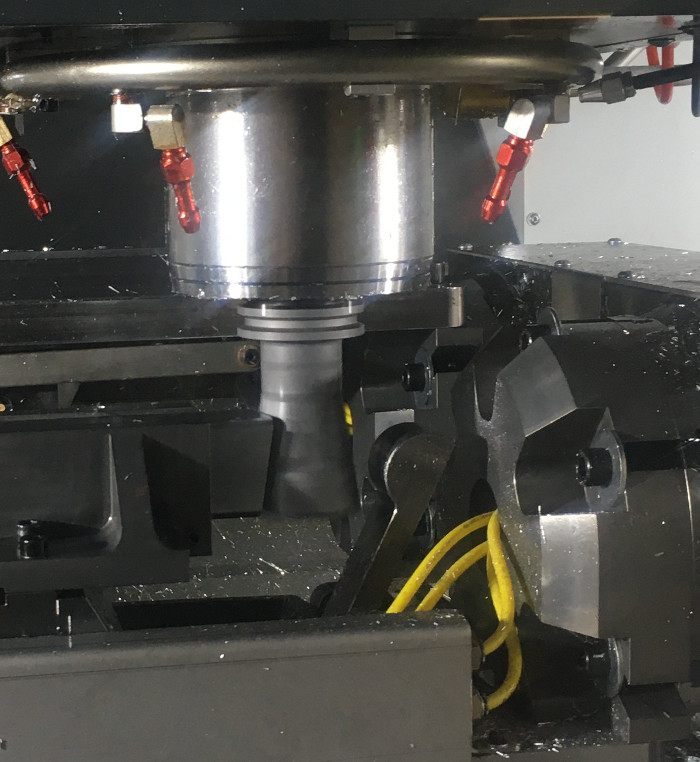
Die Experten von Joh. Boss konstruierten das Sonderwerkzeug entsprechend den geometrischen Bedingungen. So berücksichtigten sie eine spezielle Auskraglänge, um Kollisionen mit den Spannvorrichtungen zu vermeiden. Ebenso wählten sie den Werkzeugdurchmesser so, dass das konische Fräswerkzeug ohne Kollisionen zwischen den Spannbacken der Spannvorrichtung hindurch fräsen kann.
Angepasst an die Abmessungen der zu fräsenden Aluminiumprofile arbeiten die Automobilzulieferer mit zwei Ausführungen der Sonderwerkzeuge. Diese haben 60 und 40 mm Durchmesser. Sie fräsen bei 7200 beziehungsweise 10000 min-1 Drehzahl und 1000 mm/min Vorschubgeschwindigkeit. Mit diesem Werkzeugkonzept kann der Automobilzulieferer nunmehr wirtschaftlich bei gleichbleibender Genauigkeit die Profile in einem zügigen Ablauf in großen Serien bearbeiten.
Kontakt:


