


Das Hochvorschubdrehen ist die schnellste Form des Drehens. Um wirtschaftliche Prozesse zu erzielen, müssen spezielle Herausforderungen gemeistert werden. „Beim konventionellen Drehen kommen größtenteils Einstellwinkel zwischen 75 und 95 Grad zum Einsatz. Bei der Hochvorschub-Variante liegen die Winkel zwischen zehn und 20 Grad, um eine geringere Spandicke bei vergleichbaren hohen Vorschüben zu erhalten. Dies sorgt für eine reibungslose Spanabfuhr und hohe Prozesssicherheit“, beschreibt Jonas von Kahlden, Produktmanager bei ISCAR. Als Bearbeitungsstrategie schlägt er vor, bei hohem Vorschub mit geringer Zustellung zu fahren.
Stabile Werkstückspannung wichtig
Bei abnehmenden Einstellwinkeln erhöht sich die Passivkraft. Diese wirkt 90 Grad zur Drehachse und ist damit maßgeblich für Vibrationen bei labilen Bedingungen verantwortlich. „Bei Hochvorschubbearbeitungen muss die Werkstückspannung, also Werkstück und Werkzeug, so stabil wie möglich ausgelegt sein, dass keine Vibrationen auftreten“, erklärt Jonas von Kahlden. Um sichere Prozesse zu erzielen, sollten auch die Maschinen bestimmte Anforderungen erfüllen. Bei der Bearbeitung mit hohem Vorschub bis zu drei Millimeter pro Umdrehung entstehen enorme Schnittkräfte von bis zu 16.000 Newton.
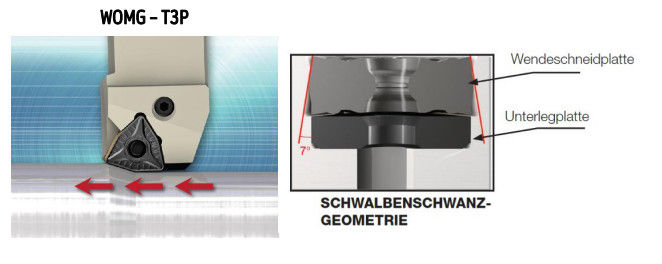
Für ein wirtschaftliches Hochvorschubdrehen bietet ISCAR die Produktreihe DOVE IQ TURN. Diese verfügt über einen Plattensitz mit Schwalbenschwanz-Geometrie in Kombination mit einem Kniehebelmechanismus. Das System fixiert die Platte sicher und verhindert, dass diese durch die Schnittkräfte angehoben wird. Herkömmliche Wendeschneidplatten verfügen über sogenannte Spannpratzen, um den hohen Kräften standzuhalten. Späne können sich darin jedoch verklemmen und eine reibungslose Bearbeitung beeinträchtigen. Die sichere Klemmung durch die Schwalbenschwanz-Geometrie machen solche Pratzen überflüssig: Der Span kann ungehindert abfließen.
Um das Entstehen von langen, störenden Spänen zu verhindern, verfügen Schneidplatten der DOVE IQ TURN-Reihe über einen speziellen Spanformer. Er verbessert die Spankontrolle zusätzlich. Die Werkzeuge besitzen eine positive Schneidengeometrie für optimale Schnittkräfte. Verstärkte Schneidkanten mit negativer Fase ermöglichen darüber hinaus lange Standzeiten.
ISCAR setzt DOVE IQ TURN bislang bei ISO-P-Stahl ein. Ziel ist es, das Werkzeug auch für ISO-M zu verwenden. Dieser Werkstoff erfreut sich steigender Beliebtheit. Allerdings ist er schwer zu zerspanen: Es entstehen hohe Temperaturen und die Belastung der Werkzeuge nimmt zu. Um eine wirtschaftliche ISO-M-Bearbeitung zu ermöglichen, entwickelt ISCAR derzeit neue, widerstandsfähige Beschichtungen.
Gewindestechen: Geschwindigkeit ist keine Hexerei
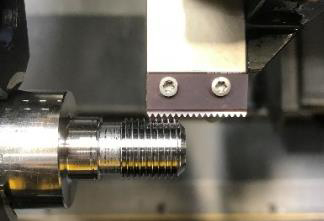
Eine weitere anspruchsvolle Bearbeitung, bei der Geschwindigkeit eine wichtige Rolle spielt, ist das Gewindestechen. Es ist das schnellste spanende Verfahren, um Gewinde herzustellen. „Dies geschieht über eine simultane radiale und axiale Zustellung. Die Platte nimmt dabei einen diagonalen Weg. So entsteht ein Gewinde innerhalb von einer Sekunde“, skizziert Jonas von Kahlden. Wegen der hohen Schnittkräfte müssen Werkzeug und Werkstück sehr stabil gespannt sein. Es lassen sich nur Bauteile bearbeiten, die einen Auslauf von drei bis sechs Mal dem entsprechenden Steigungswert haben.
ISCAR bietet für das Gewindestechen – eine effektive Kombination aus den Prozessen Stechen und Drehen – ausschließlich Sonderwerkzeuge an, die auf die speziellen Anwendungsfälle zugeschnitten sind. Basis dafür bilden die Reihe PENTA 27 oder Gewindefräsplatten. Mittels Gewindestechen lassen sich Taktzeitreduzierungen um bis zu 80 Prozent realisieren.
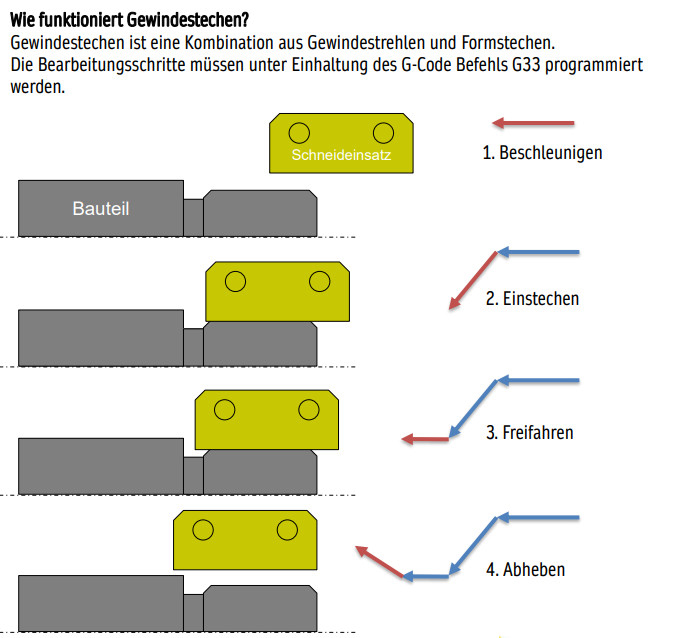
Die Schneide benötigt nur eine geringe Eingriffszeit, und Anwender erzielen mit diesem Verfahren hohe Standzeiten. Besondere Anforderungen sind an die Maschinenbediener gestellt. Diese müssen die Anlagen über einen speziellen G-Befehl nach DIN 6605 ISO (G33) programmieren. Dabei handelt es sich um einen Schneidzyklus, bei dem der Vorschub synchronisiert zur Spindel läuft und die Steigung des Gewindes angegeben wird. Wird nicht mit diesem Befehl programmiert, kommt es zu fehlerhaften Steigungen.
„Wir lernen ständig dazu“
Das Gewindestechen lässt sich branchenunabhängig einsetzen, ist als Sonderlösung bislang aber nicht weit verbreitet. Dies kann sich nach Einschätzung von ISCAR in Zukunft jedoch ändern. „Wir haben bei vielen Einsatzfällen sehr positive Feedbacks von den Anwendern erhalten“, sagt Jonas von Kahlden und verweist auf das große Know-how von ISCAR in diesem Bereich: „Wir lernen mit jeder Anwendung und mit jedem neuen Projekt dazu.“
Kontakt:


