


PKD-Schneidwerkzeuge sind heutzutage ein essenzieller Bestandteil für viele moderne industrielle Fertigungsverfahren. Sie eignen sich aufgrund ihrer Härte und Verschleißbeständigkeit besonders gut für die Zerspanung von Leichtmetallen, Faserverbundwerkstoffen, sprödharten Werkstoffen sowie Holz/Holzverbundwerkstoffen.
Dennoch stellt das Schärfen von PKD-Werkzeugen auch erfahrene Hersteller immer wieder vor große Herausforderungen. Vor allem wenn Werkzeuge nach der erosiven Bearbeitung noch an diversen Funktionsflächen geschliffen oder poliert werden müssen. Hierzu ist meist ein zusätzlicher Arbeitsschritt nachgelagert, der eine anspruchsvolle Prozessführung mit sich bringt.
Generator mit adaptiver Regelung
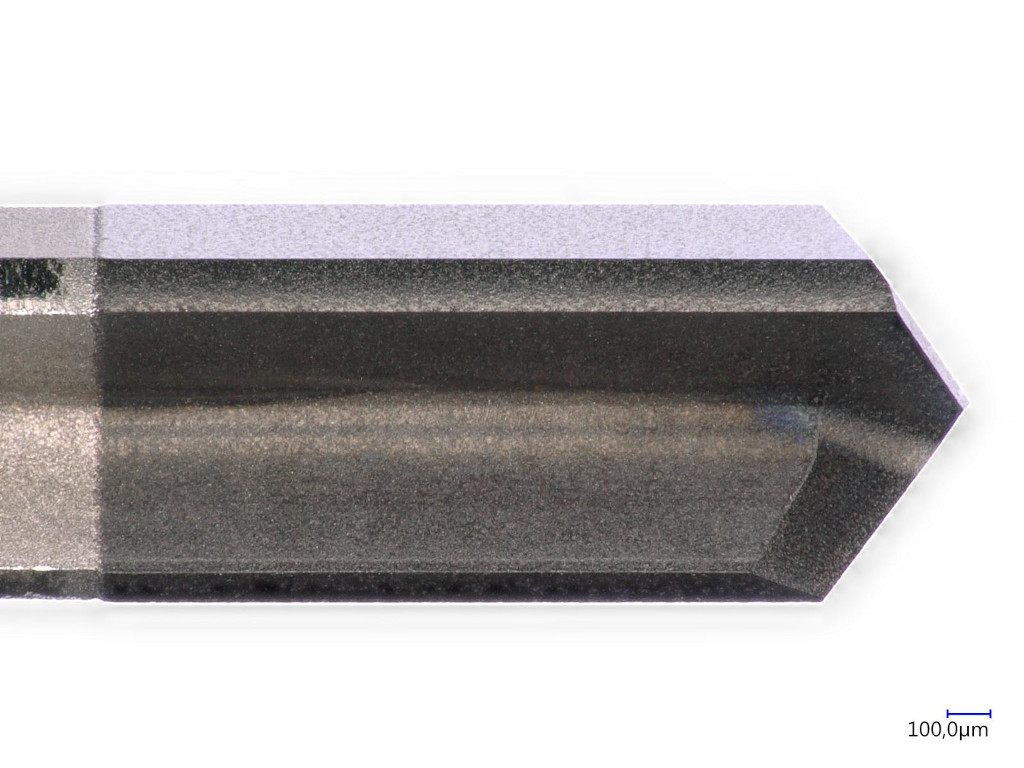
Dem Biberacher Schärfspezialist Vollmer ist es nun gelungen, diesen Erodierprozess mit seiner Schleif- und Erodiermaschine VHybrid 260 in einer Aufspannung signifikant zu verbessern. Mit dem neuen Performance Paket für den Vpulse EDM Generator ist es möglich, beim Erodieren mit der VHybrid 260 die Oberflächenqualität bei PKD-Werkzeugen bis auf eine Oberflächengüte von 0,05 μm/Ra (Mikrometer/Mittenrauwert) mannlos im Laderbetrieb prozesssicher zu fertigen.
Erreicht werden können die Werte aufgrund des Einsatzes einer adaptiven Regelungstechnik, die zusammen mit der Kinematik der VHybrid 260 und in Verbindung mit geringsten Entladungsenergien. Somit lassen sich feinste Oberflächen erzielen.
Die hierdurch erzielte Einsparung von kostenintensiven Folgeprozessen ermöglicht den Herstellern von PKD-Werkzeugen ein rentables Geschäft, da sie die Herstellungskosten pro Werkzeug senken und die Qualität und Haltbarkeit für den Endverbraucher erhöhen. Für die Zukunft können auch Vollkopf-PKD-Werkzeuge wirtschaftlich in kleinsten Durchmesserbereichen hergestellt werden.
VHybrid 260 auf der AMB mit von der Partie
Auf der Metallfachmesse AMB 2022 in Stuttgart konnten sich Interessierte am Vollmer Stand selbst ein Bild davon machen, wie PKD-Werkzeuge in einer Aufspannung mit der Schleif- und Erodiermaschine VHybrid 260 geschärft werden. Sichtbares Resultat sind spiegelnde Oberflächen, wie sie sonst nur mit aufwändiger und kostenintensiver Schleifbearbeitung möglich sind.
Durch die V@ boost Lösung lässt sich zukünftig das Erodieren als kompletter Fertigungsprozess in die Werkzeugherstellung integrieren. Wie gewohnt können Werkzeughersteller die Bearbeitung mit der VHybrid 260 mit sicherer Prozessführung in mannlosem Betrieb durchführen.


Schleifen und Erodieren zu jeweils 100 Prozent
Grundsätzlich lassen sich mit der VHybrid 260 sowohl Hartmetall- als auch PKD-Werkzeuge in einer Aufspannung zu je 100 Prozent schleifen beziehungsweise erodieren. Fundament der VHybrid 260 ist eine Mehr-Ebenen-Bearbeitung, die über zwei vertikal angeordnete Spindeln realisiert wird. Hier setzt Vollmer auf die bewährte Technologie seiner VGrind Schleifmaschinen-Baureihe. Bei der VHybrid 260 lässt sich die untere Spindel sowohl zum Schleifen als auch Erodieren nutzen, die obere Spindel ist ausschließlich für das Schleifen reserviert.
Standard- und Sonderwerkzeuge lassen sich flexibel schleifen und erodieren – egal ob die Rohlinge aus Hartmetall, PKD oder eingelöteten PKD-Platten bestehen. Dabei nimmt die Maschine Werkzeuge mit Durchmessern bis 150 Millimeter und Längen bis 360 Millimeter auf. Die mannlose Bearbeitung rund um die Uhr ermöglichen verschiedene Automatisierungslösungen: So kann beispielsweise das Kettenmagazin HC4 Plus bis zu 53 HSK-Werkzeuge aufnehmen. Zudem lassen sich bis zu acht Schleif- und Erodierscheiben inklusive Kühlmittelzufuhr vollautomatisiert wechseln.
„Mit unserer neuen V@ boost Lösung ermöglichen wir es Werkzeugherstellern, in den attraktiven Markt für PKD-Kleinwerkzeuge vorzudringen, zu dem Branchen wie Automobilbau, Medizintechnik oder Elektronik- und Luftfahrtindustrie gehören“, sagt Jürgen Hauger, Geschäftsführer der Vollmer Gruppe. „Darüber hinaus ist die jüngste Booster-Software nur ein erster Schritt auf dem Weg hin zu weiteren Prozessinnovationen für die VHybrid 260. Das nächste Ziel ist es, diese Oberflächengüte auch für PKD-Werkzeugen zu realisieren, deren Durchmesser weniger als 1,0 Millimeter betragen.“
Kontakt:


