


Bohren, Reiben, Stechen und Fräsen: Die Paul Horn GmbH in Tübingen bietet ein breites Portfolio an optimierten Werkzeugen für die wirtschaftliche Zerspanung des Leichtmetalls Aluminium (AI). Täglich kommen wir mit Aluminium (Al) in Berührung. In Verpackungen, im Auto, in der Elektronik oder im Maschinenbau. Nach Stahlwerkstoffen ist Aluminium das meist verwendete Metall. Es gibt kaum ein Gebiet der Technik und des Alltags, in dem Aluminiumlegierungen nicht zum Einsatz kommen.
In der zerspanenden Industrie zählen die Al-Legierungen zu den leicht zu bearbeitenden Werkstoffen. Dennoch ist es möglich, dass bei der Bearbeitung des weichen Metalls schnell ein „harter Brocken“ entsteht. Verklebungen, Aufbauschneiden und Spänestau bis zum Werkzeugbruch kommen vor. Mit den richtigen Werkzeugen, Schneidstoffen, Schnittdaten sowie der richtigen Menge und Art des Kühlschmierstoffes lassen sich Al-Legierungen prozesssicher zerspanen.
Über 60 Millionen Tonnen des Leichtmetalls produzieren die Aluminiumhütten weltweit pro Jahr. Die globale Nachfrage nach diesem Metall ist in den letzten Jahren stark angestiegen – nicht zuletzt aufgrund der dynamischen Entwicklung in Asien. China hat mit über 30 Millionen Tonnen jährlich die größte Produktionsleistung von Aluminium. Nach Sauerstoff und Silicium ist Aluminium mit einem Anteil von 8 Prozent das dritthäufigste Element der Erde. Es kommt jedoch nicht in reiner Form in der Erdkruste vor.
Gewonnen wird das Metall aus Verwitterungsprodukten von Kalk- und Silikatgesteinen – dem Bauxit. Der Rohstoff für die Aluminiumproduktion hat mit über 50 Prozent einen hohen Anteil an Aluminiumoxiden. Mit dem Bayer-Verfahren lässt sich aus dem Bauxit das reine Aluminiumoxid gewinnen. Dieses ist jedoch noch so fein, dass es sich annähernd wie eine Flüssigkeit verhält. Erst in der Schmelze aus dem Oxid und dem Mineral Kryolith zerlegt sich das Gemisch in flüssiges Aluminium und Sauerstoff. Dieses Verfahren nennt sich Schmelzflusselektrolyse.
Fachgerechte Abstimmung
Die Zugfestigkeit, Dehnung, Härte und Festigkeit von Al lässt sich durch Legierungselemente wie Silizium, Magnesium, Kupfer, Zink und Mangan beeinflussen. Der Werkstoff kann beim Zerspanen durch die Wärmeentwicklung weich werden, das Schneidwerkzeug verkleben und durch den gestörten Spänefluss auch zerstört werden. Wichtig ist deshalb die fachgerechte Abstimmung zwischen Werkstoff und Schnittparametern. Sie ist abhängig von der Al-Legierung, dem Schneidwerkzeug, dem Schneidstoff, der Vorschubgeschwindigkeit und Drehzahl sowie der Art und Menge des Kühlschmierstoffes.
Die wichtigsten Merkmale des Horn-Werkzeugprogramms an Standard- und Sonderwerkzeugen sind wegen der starken Adhäsionsneigung von Al spezielle Spanformgeometrien mit scharfen Schneiden, polierten Spanflächen sowie Beschichtungen mit sehr guten Gleiteigenschaften. Hartmetall-Schneidplatten zum Stechen erhalten zudem einen Umfangsschliff, um eine extrem scharfe Schneide zu gewährleisten. Für Al-Legierungen mit hohem Siliziumanteil sind die Schneidplatten PVD-beschichtet.
Zum Fräsen sind beschichtete und unbeschichtete Zirkularwerkzeuge und VHM-Fräser im Portfolio. Aufgrund des auf hohen Schnittdaten basierenden großen Spanvolumens kommen auch einschneidige Fräser mit großem Spanraum zum Einsatz. Für eine hohe Einsatzdauer oder komplexere Arbeiten stehen hochharte Schneidstoffe wie PKD und CVD-D mit gelaserten Schneidkanten und Spanformgeometrien zur Verfügung. MKD-bestückte Werkzeuge kommen beispielsweise für die Hochglanzbearbeitung von Spiegeln oder Al-Blasformen zum Einsatz.
Stechen mit polierten Spanflächen
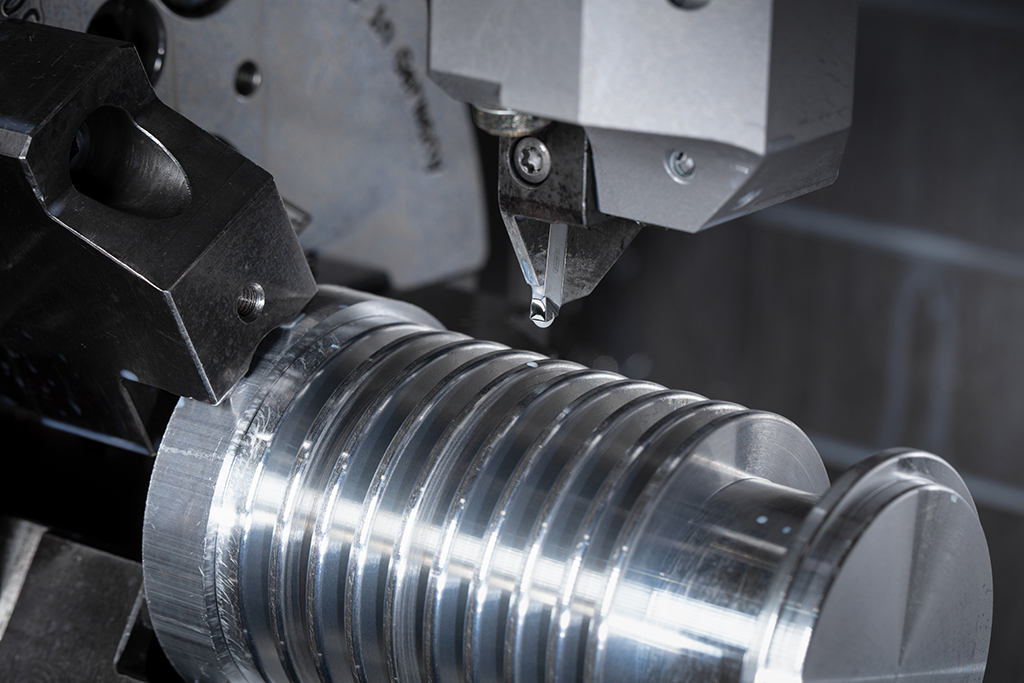
Ein Bearbeitungsbeispiel ist das Stechen von Kühlrippen eines Pumpengehäuses aus der Medizintechnik. Der eingesetzte Werkstoff war eine Aluminiumlegierung mit einem geringen Siliziumanteil, der aufgrund der langen Späne und der sich bildenden Aufbauschneiden nur schwer zu bearbeiten ist. Die Horn-Techniker setzten bei der Lösung der Aufgabe auf das Stechsystem S224 mit den Spanformgeometrien FY und WA. Zur Aufnahme der Schneidplatten kommen Grundhalter mit einer Spannkassette und innerer Kühlmittelversorgung durch den Spanfinger sowie durch die Unterstützung zum Einsatz.
Mit der FY-Geometrie werden die Kühlrippen und ein breiter Einstich geschruppt. Die Form der Geometrie bewirkt einen kontrollierten Bruch der Späne, und der Kühlmitteldruck verhindert das Aufschmelzen der Späne auf der Spanfläche. Die spezielle Aluminium-Stechgeometrie WA sorgt beim Schlichten der Einstiche für die hohe Oberflächengüte des Bauteils. Die polierte Spanformgeometrie wirkt gegen Aufbauschneidenbildung, erzeugt kleine Spiralspäne und sorgt dadurch für eine gute Spankontrolle und hohe Prozesssicherheit.
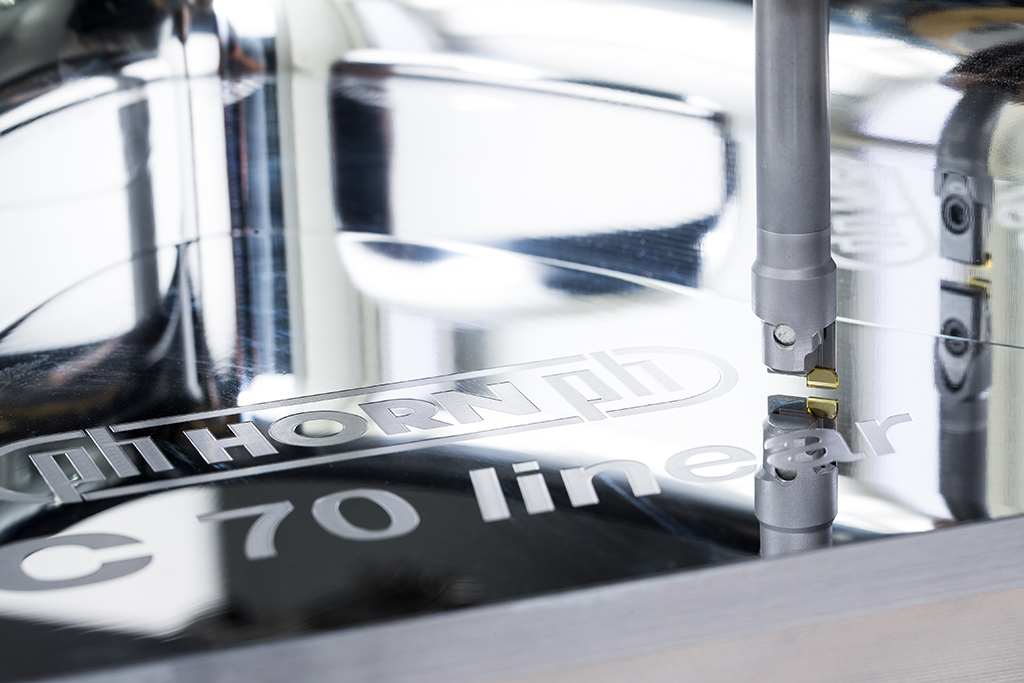
Zur Fertigung von höchsten Oberflächengüten an Werkstücken aus Aluminium- oder anderen Nichteisenlegierungen kommen Werkzeuge bestückt mit monokristallinen Diamanten zum Einsatz. Das Anwendungsspektrum der Hochglanzbearbeitung ist groß. Besonders im Werkzeug- und Formenbau spart das Verfahren Polierarbeiten ein und erhöht gleichzeitig die Qualität in Ebenheit und Oberflächengüte. So kommt das Verfahren dort zum Einsatz, wo sich die Oberfläche der Form in den zu fertigenden Teilen widerspiegelt.
Für die Bearbeitung eines Wandauslauf-Prototyps bekam ein Anwender den Auftrag, sich mit der Hochglanzzerspanung auseinanderzusetzen. Der Auftrag kam von einem Hersteller von Premiumarmaturen. Die klaren Geometrien und die planen Flächen des Prototypendesigns erfordern die Zerspanung mit MKD. Abweichungen in den Oberflächen und der Geometrie wären durch das spätere Verchromen sichtbar.
Wegen dieser Qualitätsanforderungen wurde das Polieren nach der spanenden Bearbeitung ausgeschlossen, da kleine Unregelmäßigkeiten in der Oberfläche die Lichtbrechung in der wenigen Mikrometer dicken Chromschicht immens beinträchtigen würden. Viel Zeit hatte der Anwender nicht, um die Lösung der Zerspanungsaufgabe zu finden. Die Schwierigkeit an der Zerspanung des aus Messing gegossenen Rohlings war die lange Auskraglänge von rund 200 mm. Horn löste die Aufgabe mit einer MKD-bestückten ISO-Schneidplatte. Die von den Konstrukteuren des Armaturenherstellers geforderte Rauheit (Rz ≤ 0,01 μm) konnte somit durch die strengen Qualitätskontrollen erreicht werden.

Wegen seiner glatten Oberfläche und der darauf geringen Adhäsionsneigung sowie der hohen Verschleißfestigkeit eignet sich polykristalliner Diamant (PKD) auch sehr gut für die Bearbeitung von Aluminiumlegierungen. Darüber hinaus ermöglichen die scharfen Schneidkanten eine hohe erreichbare Oberflächengüte. Neben Drehbearbeitungen kommt der Schneidstoff auch beim Bohren zum Einsatz. Durch die hohen erreichbaren Schnittparameter ermöglichen PKD-bestückte Bohrwerkzeuge eine verkürzte Prozesszeit und höhere Standzeiten im Vergleich zu Vollhartmetallbohrern. So kommen PKD-Bohrwerkzeuge häufig in Serienfertigung beispielsweise beim Bohren von Aluminiumfelgen zum Einsatz.
Kontakt:


 Freude statt Frust")