


Für gewöhnlich investiert man in ein Bearbeitungszentrum, wenn entsprechende Aufträge vorliegen, man Kapazitäten erweitern will oder vorhandene Maschinen gegen aktuelle Technologien getauscht werden. Arno Walter, Geschäftsführer bei TEC-AW bewegten da allerdings ganz andere Gründe. Seine Überlegung war 2020, dass man sich in der aktuellen Krise bewegen, etwas anbieten muss, wodurch man sich vom Wettbewerb abgrenzen kann. Die Idee war in die hochpräzise Fertigung mit Toleranzen zwischen 2-3 µm einzusteigen.
Seine Suche nach einem entsprechenden Bearbeitungszentrum führte ihn unter anderem zum Unternehmen Hollenbach und wurde da erstmals mit dem Dreh-Fräszentrum Microturn von SPINNER konfrontiert: „Ich habe mich natürlich am Markt umgesehen und war bei den namhaften Unternehmen. Der eine konnte nicht drehen, der andere konnte 5-achsig fräsen und drehen, es fehlte aber die Gegenspindel. Und dann habe ich die Microturn gesehen. Die war zwar in einer anderen Ausbaustufe und es wurde darauf verzahnt aber ich habe sofort gesehen, das ist es, wonach ich suche. Damit ist Fräsen, Präzisions- und Hartdrehen sowie Schleifen ist darauf möglich. So kann man sich im Markt der normalen Präzisionsfertigung mit hochpräzisen Bauteilen abgrenzen.“


Zufällig kamen zu dem Zeitpunkt Anfragen von einem Messmittelhersteller und gleichzeitig von mehreren Unternehmen aus der Schweiz mit der Fertigung von Präzisionsbauteilen. Mit zwei Mitarbeitern ist er deshalb zu SPINNER nach Sauerlach gefahren, hat die Maschine drei Tage getestet, sich dann für die Investition entschieden. Seit Januar 2021 wird damit in Iffezheim gefertigt.
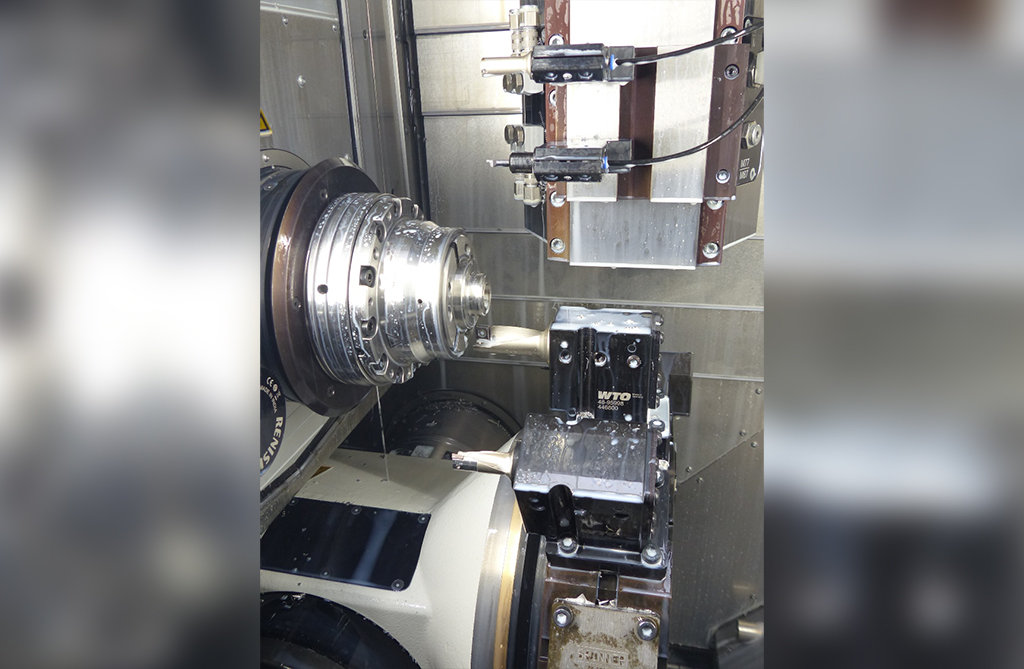
Mit Begeisterung, wie er sagt, denn die Microturn ist mit 72 Werkzeugen im Werkzeugmagazin, 24 angetriebenen Werkzeugstationen im Servo-Revolver und 12 Werkzeugen in einem hochsteifen stationären Werkzeugträger ausgestattet. Speziell der lineare Werkzeugträger bringt demnach enorme Vorteile. Eine feste Station für Werkzeuge, kein Werkzeugwechsel, keine Fehler bei der Wiederholgenauigkeit. Der Revolver wird zur Vorbearbeitung eingesetzt, die hochpräzise Bearbeitung erfolgt am festen Schlitten.
In der High-End Version für die hochpräzise Komplettbearbeitung
Nun hat Arno Walter alle Optionen bei der Microturn gezogen. Angefangen von der Linearwerkzeuganordnung, dem Revolver mit Y-Achse, B-Achse mit Frässpindel bis hin zur Gegenspindel und das Stangenlademagazin plus der Vorbereitung für eine Roboterbeladung. Außerdem ist auf dem Linearträger eine Werkzeugspindel aufgebaut, um Bauteile innen und außen schleifen zu können. In der Summe aber ist es die Präzision, die überzeugt. Den Wärmegang beziffert er von morgens bis abends mit maximal 2 µm.
Die Präzision ist es auch, weshalb die Vorbereitung für eine Roboterbeladung gewählt wurde. Während das Stangenlademagazin für gewöhnliche Bauteile ausreichend ist, müssen hochpräzise Futterteile ohne Vibration laufen, in die Maschine gebracht und nach der Bearbeitung vorsichtig von der Gegenspindel abgegriffen werden. In Sachen Präzision ist in Iffezheim also alles bestens. Das gilt auch für die Wirtschaftlichkeit, denn die Komplettbearbeitung bzw. weil die Microturn eine Mehrkanal-Maschine ist, konnte man die Durchlaufzeiten stark reduzieren. Bei TEC-AW erfolgt beispielsweise die Rückseitenbearbeitung während der Hauptzerspanung.


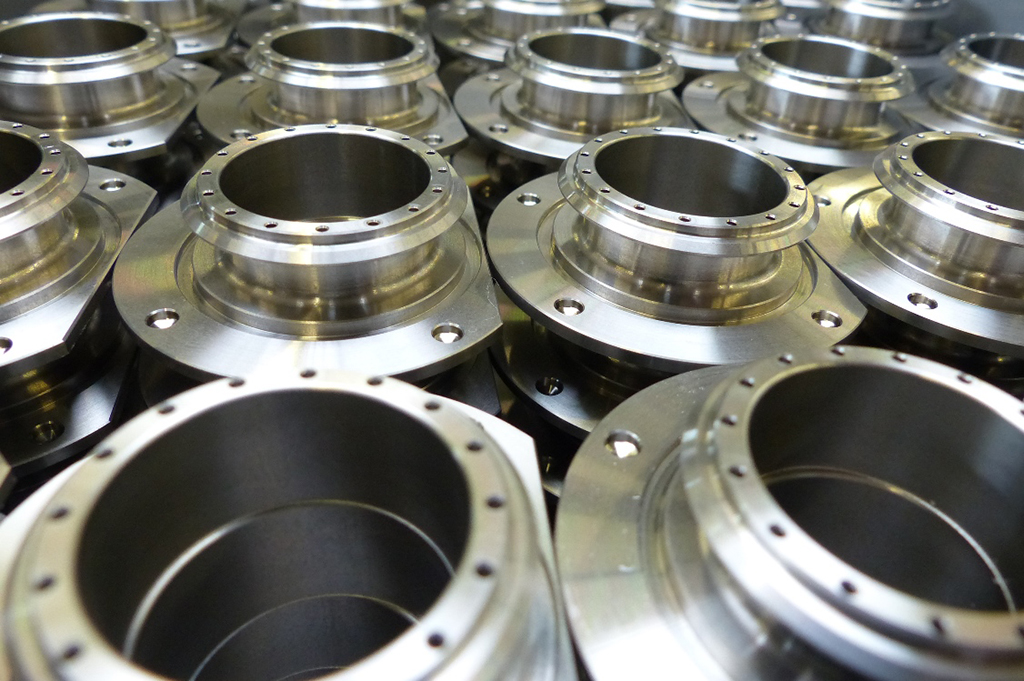
Ein weiterer Aspekt ist die Tatsache, dass resultierend aus der Präzision, Verfahren substituiert werden können. Dazu Arno Walter: „Ein Beispiel dafür ist eine Prüflehre für eine Hirth-Verzahnung. Dieses Bauteil wurden bislang vorbearbeitet, gehärtet und geschliffen. Mit der Microturn wird die Prüflehre jetzt komplett hart gedreht und ich könnte sogar die Verzahnung einfräsen. Das heißt, selbst wenn wir uns bei Losgrößen bis 2.000 Stück bewegen, die Durchlaufzeit ist auch bei Prototypen wichtig. Hier fällt das vordrehen, härten, schleifen etc. weg und man hat den kompletten Ablauf im Haus.“
Wie wichtig eine wirtschaftliche Fertigung nach wie vor in Iffezheim ist, machen auch die Schnittdaten deutlich. Es wird geschruppt und fein gedreht wie auf herkömmlichen Maschinen. Und obwohl man auf der Maschine auch 5-achsig fräsen kann, sieht Arno Walter die Microturn nicht als klassische Fräsmaschine. Obwohl Verfahrwege von +/-50 mm in den Y-Achsen zur Verfügung stehen, konzentriert man sich vielmehr auf das Drehen. Und das umfasst jetzt das Feinst- und Hartdrehen im sub-micron Bereich, in den Durchmessern von 3 bis 100 mm.
Auch wenn Arno Walter bereits der 115. Erwerber einer Microturn ist, kann diese Investition als vorausschauend bezeichnet werden. Vor allem auch deshalb, weil seines Erachtens viele nicht wissen, dass es so ein Maschinenkonzept auf dem Markt gibt.
Kontakt:


