


Die Algi Alfred Giehl GmbH & Co KG gehört zu den Unternehmen, mit deren Produkten wir alle schon des Öfteren einmal in Berührung gekommen sind. Jedoch kennen nur die wenigsten diese Firma und ihre Produktpalette. Das Familienunternehmen fertigt Hydraulikzylinder und Aggregate, Hydraulik-Aufzugsbausätze und komplette Aufzugsanlagen.
Zu den Kunden gehören alle europäischen Aufzugslieferanten inklusive der „Platzhirsche“ ThyssenKrupp, Otis, Schindler und Kone, kurzum jeder, der in der Aufzugsbranche Rang und Namen hat und in dessen Angebotspalette hydraulische Aufzüge zu finden sind.
Eine solche Entwicklung dürfte sich der Firmengründer Alfred Giehl nicht einmal in seinen kühnsten Träumen ausgemalt haben, als der gelernte Elektriker 1929 den Schritt in die Selbstständigkeit wagte. Damals mit dem Schwerpunkt Autozubehör, wie beispielsweise Sicherungen, Rücklichter und Luftpumpen.
Als nach Kriegsende eine große Nachfrage nach hydraulischen Hebegeräten aufkam, nutzte er die Chance und machte sich sehr schnell einen guten Namen in der Zylinderherstellung. Schon bald kam von Kundenseite die Forderung auf, nicht nur Zylinder zuzuliefern, sondern auch weitere Komponenten wie hydraulische Steuerblöcke bis hin zu kompletten Hebesystemen inklusive Tragerahmen und Kabinen.

Heute fertigt Algi mit rund 170 Mitarbeitern an drei Unternehmensstandorten in Eltville (2x) und Kiedrich. Im ehemaligen Stammwerk in Eltville befindet sich heute der Stahlbau, dort werden Bausätze für die Aufzüge gefertigt. In einem weiteren Werk in Eltville ist die Blechfertigung angesiedelt, hier entstehen beispielsweise die Lift-Kabinen. Und last but not least das neue Produktionswerk im nahegelegenen Kiedrich. Dort befinden sich die spanende Fertigung und die Zylinderherstellung. Letztere fungiert im Übrigen auch als Lohnfertigung für andere Branchen.
Geführt wird das Unternehmen heute von drei Gesellschaftern der so genannten dritten Generation, wobei Martina Giehl-Brömser für Produktion und Finanzwesen zuständig ist, Harald Giehl für den Vertrieb verantwortlich zeichnet und Susanne Giehl für Service und Kundendienst.
Kennzeichnend für die Eltviller ist, dass das Unternehmen heute längst kein reiner Zulieferbetrieb mehr ist, sondern auch in Sachen Entwicklung eine führende Position einnimmt. So wurden bei Algi die Gleichlaufzylinder für Aufzüge entwickelt (patentiert), ohne die ein gleichmäßiger Übergang zwischen den einzelnen Stufen ebenso nicht möglich gewesen wäre, wie die heute gängigen höheren Fahrgeschwindigkeiten bei den hydraulischen Aufzügen.
Und noch ein Kennzeichen prägt die Alfred Giehl GmbH & Co. KG – die außerordentlich hohe Fertigungstiefe. Dazu der Fertigungsleiter Patrick Zuber: „Obwohl wir alle unsere Produkte auf bestimmte Baukastensysteme aufsetzen, unterscheiden sich die Kundenanforderungen doch so sehr, dass wir fast immer mit Sonderlösungen konfrontiert werden. Das macht logischerweise eine relativ hohe Fertigungstiefe unausweichlich, vor allem dann, wenn wir die Qualität und die Lieferfähigkeit unseren Kunden gegenüber garantieren. Nur so haben wir das alles in der eigenen Hand und sind nicht auf externe Zulieferanten angewiesen.“
Eine solche Unternehmensphilosophie fußt auch und vor allem auf einen hochflexiblen Maschinenpark. Dazu noch einmal der Produktionsleiter: „Wir haben vor rund fünf Jahren mit der Modernisierung der spanenden Fertigung begonnen. Dabei waren vor allem Maschinen für die Komplettfertigung angesagt.“
Thomas Krischke, Leiter der Lohnfertigung und verantwortlich für die Maschinenbeschaffung, erläutert: „Wir versuchen wo immer möglich, alle Teile einbaufertig von der Maschine zu bekommen. Wir erreichen so nicht nur eine höhere Fertigungsqualität, da wir auf diese Weise alle Ungenauigkeiten durch Umspannungen eliminieren, sondern können so gleichzeitig die Bearbeitungs- und Durchlaufzeiten erheblich reduzieren.“ Wobei im Drehbereich alle neuen Zentren vom gleichen Hersteller – genauer von Nakamura-Tome – kommen.
Jüngste Investition bei Algi ist eine mit einem Roboter aufgerüstete Nakamura-Tome NTRX-300. Die Gründe für diese Investition fasst Patrick Zuber so zusammen: „Als mittelständischer Betrieb der Metallbearbeitung ist es ziemlich schwierig gute Fachkräfte zu bekommen und zu halten. Wir bilden zwar selbst jedes Jahr bis zu vier Lehrlinge aus, aber inzwischen sind viele unserer Spezialisten jenseits der 50 und wir können den Know-how-Abfluss nur schwerlich kompensieren.“
Er erklärt weiter: „Deshalb haben wir uns entschlossen gemeinsam mit unserem Partner Hommel tiefer in die Automatisierung einzusteigen und eine Roboterzelle zu installieren. Kernstück dieser Anlage ist eine Nakamura-Tome NTRX-300. Ihr beigestellt ist ein Beschickungsroboter von RoboJob. Mit diesem System kann nahezu mannlos bearbeitet werden.“

Kurt Borrmann, Vertrieb Außendienst Produktbereich Nakamura-Tome bei der Hommel Unverzagt GmbH, erinnert sich: „In den ersten Gesprächen war ein Roboter nicht unbedingt die erste Wahl, aber in der Folge hat sich die gemeinsam erarbeitete Lösung mit einem Sechsarmroboter als das wirkungsvollste Automatisierungssystem herauskristallisiert. Vor allem unsere junge Meisterriege hat diese Lösung von Anfang an präferiert und sich in Rekordtempo in die neue Aufgabenstellung eingearbeitet.“
Thomas Krischke, immerhin seit 38 Jahren bei Algi beschäftigt, ist dabei absolut überzeugt von diesen Maschinen. „Schon unter unseren ehemaligen Geschäftsführern Alfred und Wolfgang Giehl haben wir uns von den Vorzügen der Nakamuras überzeugt. Diese Drehzentren sind hinsichtlich ihrer Steifigkeit und der daraus resultierenden Präzision eine Klasse für sich.“
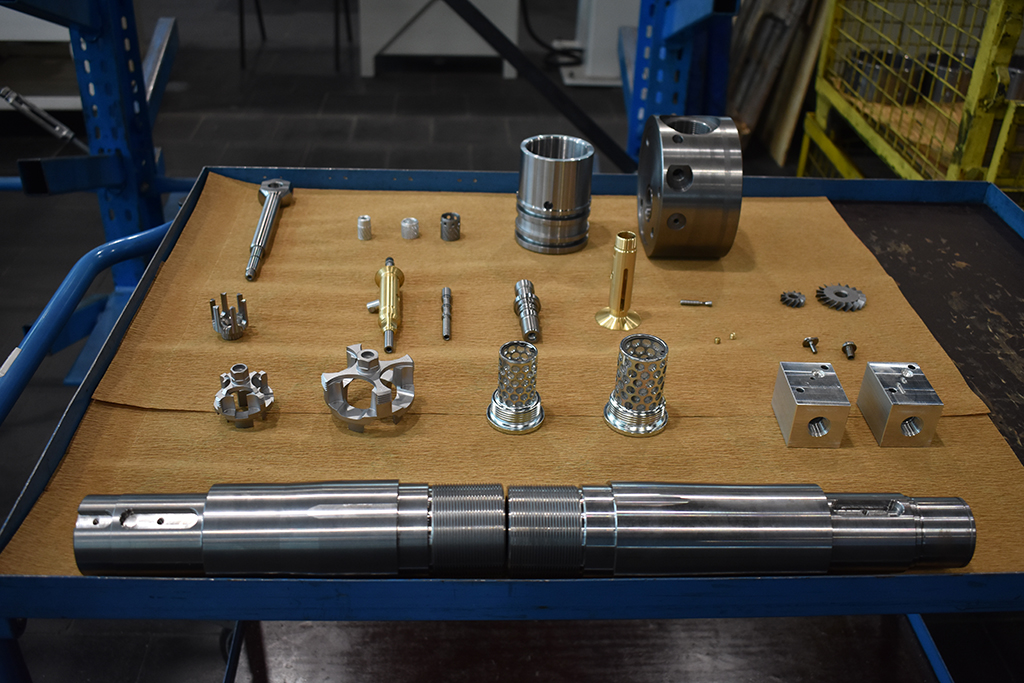
Produktionsleiter Patrick Zuber ergänzt: „Ganz zu schweigen von dem Produktivitätszuwachs. Beispiel Ventilblöcke, die früher auf mehreren Maschinen bearbeitet wurden und für die wir eine reine Bearbeitungszeit von etwas über 20 Minuten benötigt haben. Heute fertigen wir diese Teile von der Stange und brauchen weniger als vier Minuten.“
Thomas Krischke präzisiert: „Früher wurden die Rohteile erst abgesägt, dann auf unterschiedlichen Maschinen gebohrt und gefräst. Zudem mussten wir mit einer für uns relativ hohen Ausschussquote leben, da die Klötzchen auf Umschlag bearbeitet wurden und immer wieder Probleme mit der Koaxialität auftraten. Heute werden diese Steuerblöcke auf einem Nakamura-Drehzentrum von der Stange mannarm gefertigt.“ Dazu noch einmal Thomas Krischke: „Natürlich ist dieser Produktivitätsfortschritt ein sehr wichtiges Element, aber für uns ist die Prozesssicherheit der eigentliche Zugewinn.“

Kurt Borrmann, ist seit 35 Jahren nicht nur als Vertriebsmann mit Nakamura zugange, sondern bezeichnet sich selbst als einen absoluten Fan dieses Herstellers. Und er ist seit der Stunde null, meint mit dem Markteintritt von Nakamura in Europa, mit Produkten dieses Herstellers unterwegs. Wie sieht ein „Mann der ersten Stunde“ deren Stärken:
„Ich kann die genannten Einschätzungen nur unterstreichen. Wir haben es hier mit hochmodernen Maschinen zu tun, die gleichzeitig aber die „alten“ Tugenden des Maschinenbaus wie Stabilität und bemerkenswerte Langzeitgenauigkeit bei gleichzeitig hoher Produktivität verkörpern. Hinzu kommt das integrierte Schutzpaket, das bei Nakamura schon im Standard die Maschinenüberwachung inklusive Werkzeugbruchkontrolle beinhaltet, vor allem aber den so genannten „Airbag“, der als Aufprallschutz größere Schäden bei Kollisionen zuverlässig verhindert.“
Der Mitarbeiter an der Roboteranlage fährt derzeit noch verschiedene Teile ein, aber es zeichnet sich schon ab, dass das System künftig nahezu ohne Beaufsichtigung rund um die Uhr läuft. Und das, obwohl das Arbeitszeitmodell bei Algi auf eine Vier-Tages-Woche bei 35 Stunden ausgelegt ist – freitags wird nur in Ausnahmefällen gearbeitet. Bemerkenswert dabei ist, dass der ganze Schulungsaufwand nur wenige Stunden in Anspruch nahm.
Thomas Krischke: „Da kommt uns natürlich zugute, dass der betreffende Mitarbeiter nicht nur eine hohe Kompetenz und Affinität bei Automatisierungsaufgaben hat, sondern auch mit der Programmierung und Bedienung einer NTRX-300 bereits Erfahrung hat.“ Patrick Zuber: „Wir hatten auch den Vorteil, dass wir das ganze Teilespektrum Stück für Stück auf die Roboteranlage übernehmen konnten und parallel die jeweiligen Teile auch noch auf konventionelle Weise fertigen konnten. Dadurch haben wir jede unnötige Hektik vermieden und konnten die Abläufe kontrolliert optimieren.“
Und es gab noch eine ganze Reihe weiterer Pluspunkte. Patrick Zuber: „Wir mussten früher einige Teile zum Schleifen nach auswärts vergeben. Auf der Nakamura-Tome erreichen wir beim Drehen Oberflächengüten von Rz 3 und besser. Anderes Beispiel: Bei anderen Teilen mussten die Oberflächen über Rollierwerkzeuge verdichtet werden. Für diese Aufgabenstellungen waren unsere früheren Drehmaschinen zu instabil, da die dabei auftretenden Kräfte doch sehr hoch sind. Für die Nakamura-Tome ist das kein Problem.“

Auf der Roboteranlage stehen 60 Werkzeuge mit der Capto C6-Schnittstelle zur Verfügung. Klingt auf den ersten Blick nicht gerade üppig, aber, so Kurt Borrmann: „Zum einen sind die Werkstücke, die über die Anlage laufen, vor allem echte Maschinenbauteile. Das heißt, wir haben es hier kaum mit komplexen Konturen zu tun und zum anderen kann man mit den B-Achse-Werkzeugen in unterschiedlichen Winkelstellungen drehen und so verschiedene Aufgabenstellungen wie plan- oder längsdrehen und auch vor- oder nachlaufend mit einem einzigen Werkzeug abdecken.“
Auffällig ist auf jeden Fall, dass sämtliche in den letzten Jahren gekaufte Drehmaschinen das Label von Nakamura-Tome tragen. Warum, erläutert Thomas Krischke: „Wie schon angedeutet, ist die Technik und die Präzision dieser Maschinen über jeden Zweifel erhaben. Und wir haben bislang nur gute Erfahrungen mit diesen Produkten gesammelt und können auch über den Vertriebspartner Hommel nur Positives sagen. Es würde einfach keinen Sinn machen auf einen anderen Lieferanten zurückzugreifen.“
Eine Einschätzung, die Patrick Zuber gerne unterstreicht und sogar noch einen Schritt weiter geht: „Natürlich holen wir bei anstehenden Investitionen auch immer Vergleichsangebote anderer Hersteller ein, aber selbst wenn Nakamura-Tome dabei nicht immer der billigste ist, haben wir noch kein besseres Gesamtpaket gefunden.“ Erste Ergebnisse bestätigen dies eindrucksvoll. So deutet vieles auf eine Gesamtrationalisierung um die 40 Prozent hin und das bei einer Reduzierung der Durchlaufzeiten von über 60 Prozent.

Kurt Borrmann: „Wir haben 1986 mit einer TW 20 die erste Nakamura an Algi geliefert. Schon diese Maschine hat den damaligen Geschäftsführer Alfred Giehl absolut überzeugt, sodass man im weiteren Fortgang schon von einem leichten Startvorsprung für diese Maschinen sprechen kann. Aber das heißt auch, dass wir seitdem immer unsere Versprechungen eingehalten haben.“
Noch ein paar Daten zur Nakamura-Tome NTRX-300: Durch die stabile Bauweise und einem Abstand von 1.350 mm zwischen den Spindelnasen eignet sich das Dreh-/Fräszentrum perfekt für die Komplettbearbeitung von Werkstücken bis zu einem maximalen Drehdurchmesser von 640 mm sowie einer maximalen Drehlänge von 1.150 mm. Für die effektive Bearbeitung, auch schwer zerspanbarer Werkstücke stehen zwei Spindeln mit einer maximalen Drehzahl von jeweils 3.500 min-1 zur Verfügung. Die verbauten Spindeln werden von leistungsstarken 22 kW Spindelmotoren angetrieben.
Zur Komplettbearbeitungsmaschine wird Nakamura-Tome NTRX-300 durch die um 225° schwenkbare B-Achse (-120/+105°) mit einem B-Achsen-Verfahrweg von 1.100 mm besticht. Der Schwenkkopf bietet Platz für die Aufnahme von modernsten Capto C6 (wie bei Algi) oder HSK-A63 Zerspanungswerkzeugen mit einer maximalen Länge von 300 mm und einem maximalen Gewicht von 12 kg, alles bei einer Werkzeugwechselzeit von 1,5 Sekunden.
Für Patrick Zuber und Thomas Krischke jedenfalls hat sich die Entscheidung pro Nakamura-Tome und damit Hommel bislang absolut als richtig erwiesen. Letzteres (meint die Zufriedenheit mit Hommel) beweisen auch die Investitionen in Bearbeitungszentren von Quaser. Wobei Patrick Zuber mit einem Augenzwinkern die Frage nach dem „Warum Quaser?“ so beantwortet: „Weil Nakamura keine Fräsmaschinen baut.“


Kontakt:


