


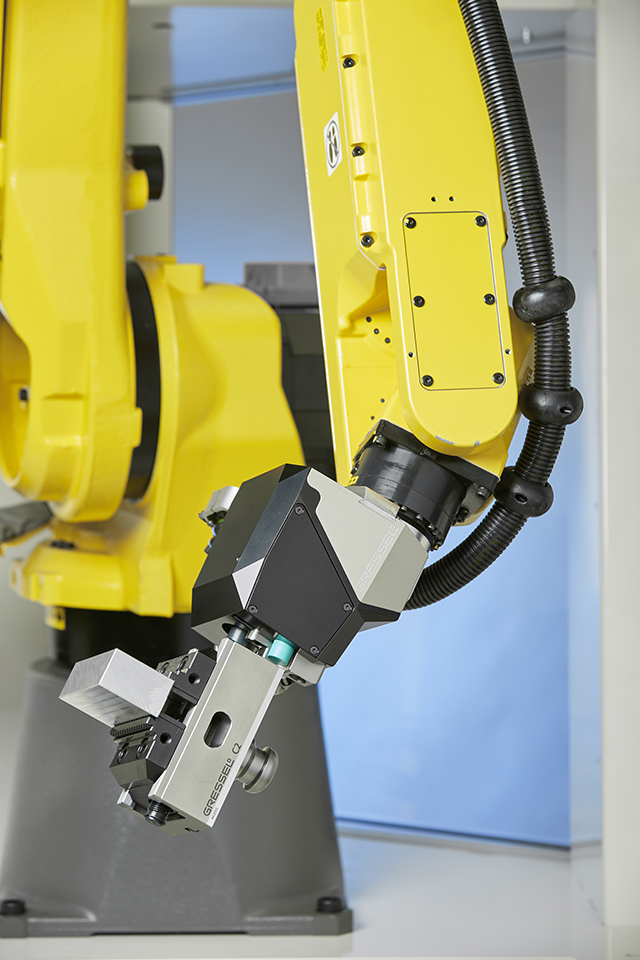
Mit dem im vergangenen Jahr präsentierten Roboter-Spanmodul R-C2 sorgt die Gressel AG in der Welt der wirtschaftlichen Metallteile-Bearbeitung nachdrücklich für Bewegung. Denn das Roboter-Spannmodul R-C2 dient einerseits als Zentrischspanner zum Fixieren und Spannen des Rohteils oder teilbearbeiteten Halbfabrikats, zum anderen aber auch als integriertes Transportmittel für das gesamte Beschickungs- und Entnahme-Handling von Rohteilen, Halbfabrikaten und Fertigteilen.
Mit dem Roboter-Spannmodul R-C2 löste Gressel bereits im Ansatz die Problematik der unterschiedlichen Greif- und Spannfunktionen innerhalb der automatisierten 5-Achsen-/5-Seiten-Komplettbearbeitung auf. Nun gehen die Ingenieure einen Schritt weiter, und gewährleisten mit der 6-Seiten-Station R-C2 die vollautomatische mannlose 6-Seiten-Komplettbearbeitung in einem geschlossenen Fertigungsprozess.
Rüsten unterbricht automatisierte Komplettbearbeitung!?
Greifen – Spannen – Transportieren – Bearbeiten – Transportieren – Ablegen: so gestaltet sich bis dato die 5-Achsen-/5-Seiten-Komplettbearbeitung, aus der aber noch kein fertiges Endprodukt resultiert. Denn für die Bearbeitung der sechsten Seite folgen dem Ablegen das erneute Greifen, Spannen, Transportieren, Bearbeiten, Transportieren und Ablegen. Zuvor jedoch sind bis dato unerlässliche Rüstarbeiten wie Wechseln des Greifers sowie Wechseln des Spanners und der Spannbacken vorzunehmen, was im Normalfall manuell geschieht. Somit wird der automatisierte Produktionsprozess unterbrochen, und kann erst nach dem Rüsten wiederaufgenommen und vollendet werden.
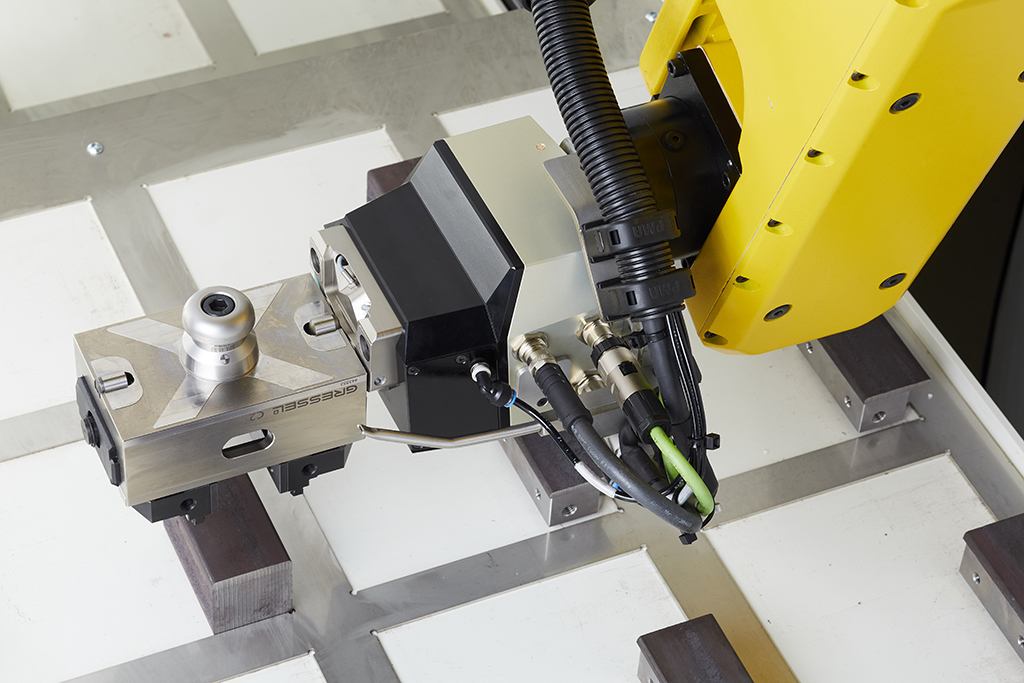
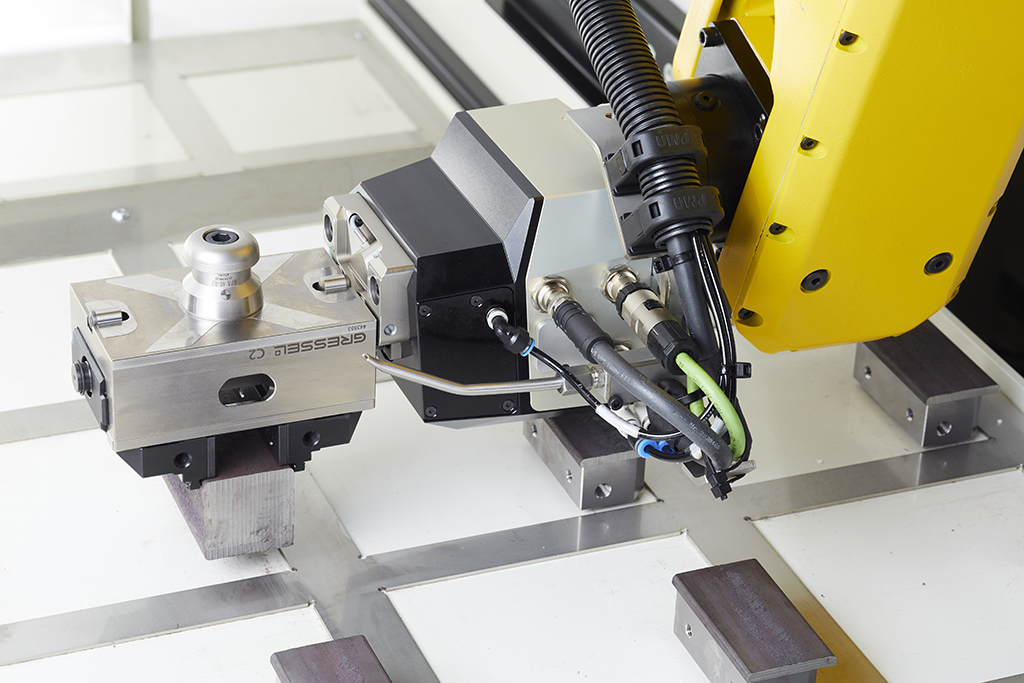
Hier setzt Gressel mit der Weiterentwicklung des Roboter-Spannmodul-Systems R-C2 an, nämlich mit der erwähnten 6-Seiten-Station R-C2. In dieser erfolgt nun ein „Handshake“ zwischen dem robotergeführten Zentrischspanner OP10 und dem positionierten Zentrischspanner OP20. Das bereits 5- seitigbearbeitete Werkstück wird zu diesem Zweck per Roboter in die 6-Seiten Station R-C2 eingebracht, dort während dem Umspannvorgang in Position gedrückt und erneut gespannt.
Dieser Ablauf gestaltet sich wie folgt: OP 10 Zentrischspanner seitlich einfahren in die 6-Seiten Station R-C2, OP 10 Werkstück-Übergabe in OP 20 Zentrischspanner, Werkstück positionieren und andrücken sowie spannen im OP 20 Zentrischspanner, entnehmen und transportieren in die Bearbeitungsposition. Durch den Zentrischspanner mit paralleler Werkstückauflage, einer Ausrichtstation für Werkstücke und schließlich integrierter Messfunktionen ist die gebotene Prozesssicherheit in allen Prozessschritten gewährleistet. Durch diesen Prozess können die vorgegebenen Toleranzen an den Werkstücken auch eingehalten werden.
Auf kurzem Weg zur vollautomatischen 6-Seiten-Komplettbearbeitung
Für den durchgängig automatisierten Fertigungsprozess der 6-Seiten-Komplettbearbeitung sind demnach lediglich ein Roboter-Spannmodul R-C2 mit dem Zentrischspanner R-C2 sowie die 6-Seiten Station R-C2 und natürlich auf dem Bearbeitungszentrum ein Nullpunkt-Spannsystem erforderlich. Die in der Praxis somit tatsächlich vollautomatische mannlose Komplettbearbeitung ist, je nach Laufzeiten der Werkstücke, sowohl bei der Einzelteil- und Kleinserien-Fertigung im flexiblen Tagesbetrieb als auch erst recht bei der mehrschichtigen Serienproduktion, unterstützt durch entsprechende Werkstückmagazin-Kapazitäten, Realität.
Die Werkstücke kommen endbearbeitet von der Maschine, händisch ist lediglich noch das Be- und Entladen des Werkstückmagazins vorzunehmen, wofür es keine Fachkräfte braucht. Die Leistungsfähigkeit des qualifizierten Fachpersonals lässt sich besser nutzen, weil dieses von zusätzlichen manuellen Beschickungs- und Rüst-/Umrüstarbeiten entlastet wird und es sich auf den Einrichtbetrieb und die Prozessoptimierung konzentrieren kann. Nicht zuletzt sind die produktiven Maschinen-Laufzeiten deutlich zu erhöhen, und allein schon dadurch ist eine vergleichsweise sehr kurze Amortisationszeit für das Investment in das Roboter-Spannmodul-System R-C2 gegeben.
Nicht unerwähnt bleiben sollte, dass das Roboter-Spannmodul-System R-C2 mit vielen am Markt erhältlichen Automatisierungssystemen für die rationelle Zerspanung kompatibel ist. Die einzelnen Komponenten verfügen als betriebsbereite Einheiten über eine integrierte Steuerung und für die Integration nur ein Druckluft-Anschluss 5,5 – 6 bar, eine Stromversorgung 24 VDC/13 A und eine Profinet-Schnittstelle erforderlich sind.

Kontakt:


