


Additive Fertigung kommt in ganz unterschiedlicher Weise zum Einsatz. Dabei kristallisiert sich im Umfeld der Metallzerspanung vor allem die Flexibilität bei der Kühlschmierstoff (KSS)-Führung heraus. „Hierbei sind Verfahren zum Drehen mit KSS-Aufsatz oder bei schmalen Werkzeugen in der Anwendung, bei denen konventionell keine Innenkühlung eingebracht werden kann“, berichtet Dr. Matthias Luik, Forschungs- & Entwicklungsleiter bei der Paul Horn GmbH.
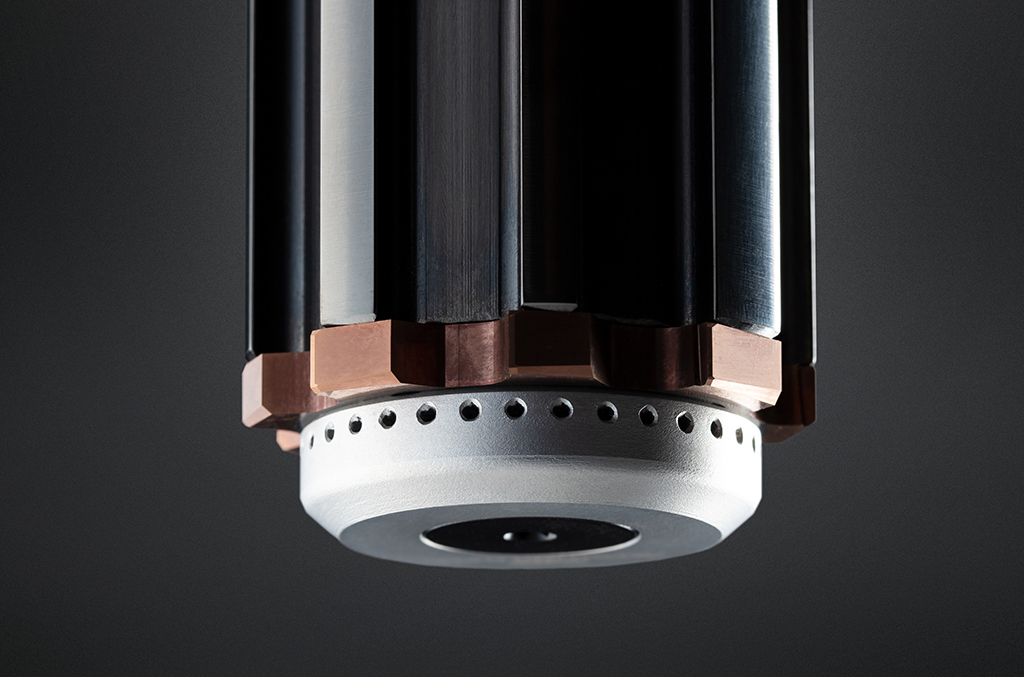
Aktuellstes Produkt mit einer 3D-Druck-Komponente der Werkzeugspezialisten aus Tübingen ist die KSS-Verteilerscheibe für ein Reibwerkzeug. Beim Additive Manufacturing (AM) gilt es dabei, einige Besonderheiten zu beachten. „Wegen dem anschließenden Zerspanen der Funktionsflächen sind entsprechende Strukturen zu schaffen, mit denen die Werkstücke gespannt werden können. Darüber hinaus sind Eigenspannungen zu berücksichtigen, die zum Verzug der Bauteile führen. Hier ist dann insbesondere die Bauteillage im Arbeitsraum mitentscheidend“, weiß Dr. Luik.
Durch die hochvariablen Einsatzmöglichkeiten beim AM werden sich aufgrund der Nachfrage in Zukunft immer mehr Teile wirtschaftlich interessant herstellen lassen. Um die spanende Arbeit gering zu halten, wird sich in vielen Fällen eine Hybridbauweise als vorteilhaft herausstellen, bei der konventionell gefertigte Elemente mit additiv hergestellten Komponenten kombiniert werden. Die Tübinger Werkzeugspezialisten stehen als METAV-Aussteller für Expertengespräche dafür gerne zur Verfügung.
Nullpunktspanntechnik für die additive Fertigung

Um beim AM ein optimales Ergebnis zu erzielen, gilt es von Beginn an die komplette Prozesskette zu betrachten. Es wird nicht mehr aus einem Metallblock heraus konstruiert, sondern von der Funktion des Bauteils aus. „Im Umfeld der Zerspanung ist zurzeit die Kühlung der Werkzeuge interessant“, weiß auch Jürgen Förster, Mitglied der Geschäftsleitung bei der AMF Andreas Maier GmbH & Co. KG aus Fellbach.
Der 3D-Druck gestattet hier den Einbau konturnaher Kühlkanäle, auch bei sehr kleinen Zerspanungs- oder Guss- und Spritzguss-Werkzeugen. Die Integration optimierter Kühlkanäle in den Werkzeugen sorgt für eine schnellere Abkühlung der Werkstücke und bringt damit enorme Zeitersparnisse.
Im Bereich der Maschinen und Technik treiben Innovationen sowie die Netzwerke aus unterschiedlichsten Firmen, Anwendern und der Forschung, welche ihre Erfahrungen teilen, die additive Fertigung voran. „Eine zentrale Rolle spielt dabei das Thema Serienfertigung und ganzheitliche Prozessbetrachtung“, berichtet Förster. „Hier sind wir bereits frühzeitig in die offene Kommunikation gegangen, um die verschiedenen Prozessschritte aus Sicht der Spanntechnik zu optimieren und zu vereinheitlichen. Hierfür bietet unser Nullpunktspannsystem die beste einheitliche Schnittstelle sowohl beim Druckprozess als auch im kompletten Post-Processing.“
Seiner Meinung nach werde es vor allem im Metall-3D-Druck zukünftig ein großes Wachstum geben. Nach einer Phase des „Ausprobierens“ rücke nun der Wunsch nach Prozesssicherheit und Automatisierung in den Vordergrund. „Hier bieten wir heute schon als Lösungsanbieter serienreife Produkte an, die den kompletten Prozess optimieren und wirtschaftlicher gestalten“, so Förster – zu sehen auf der METAV 2020 in Düsseldorf.
Digitalisierung und Werkstoffe künftig im Fokus

Entstehungsprozess: In einem Metallpulverbett wird das Bauteil mit einem Laser Schicht für Schicht aufgebaut.
In den letzten Jahren konzentrierte sich die Branche eher auf eine Steigerung der Produktivität bei den additiven Prozessen. Derzeit liegt der Fokus mehr auf Prozessstabilität und Reproduzierbarkeit. „Aus diesem Grund ist das Thema Prozessbeobachtung ein wesentlicher Faktor geworden. Insbesondere die Durchgängigkeit von Datenformaten zwischen den vor- und nachgelagerten Prozessschritten wird immer wichtiger“, berichtet Sebastian Bremen, Experte für 3D-Druck am Fraunhofer ILT und Professor für Additive Fertigung an der FH Aachen.
„Hier sind vor allem die Forschungsprojekte IDEA und IDAM zu nennen, in denen solche Prozessketten für den Turbomaschinenbau und die Automobilindustrie mit führenden Partnern aus der Industrie entwickelt werden.“
Zurzeit lassen sich nur wenige Stahlwerkstoffe additiv verarbeiten. Insbesondere hochkohlenstoffhaltige Stähle führen aufgrund der schnellen Abkühl- und Erstarrungsraten in additiven Prozessen wie dem Laser Powder Bed Fusion (LPBF) zur Rissbildung. Aus diesem Grund lassen sich austenitische Stahlwerkstoffe und martensitische Stähle besser verarbeiten. Diese Werkstoffe kommen u.a. zur Herstellung von Werkzeughaltern mit intelligenter Kühlschmierstoff-Zufuhr zum Einsatz.
„Die Forschung will sowohl höherfeste Stähle für den additiven Prozess qualifizieren als auch Schneidstoffe wie Wolframkarbid-Kobalt (WC-CO) einsetzbar gestalten“, erläutert Bremen. Einen interessanten Ansatz verfolgt z.B. das AiF-Projekt AddSchneid: Nahinfrarot-Strahler im LPBF-Prozess sollen das zu fertigende Bauteil auf bis zu 800 °C erwärmen, um Risse zu vermeiden. Ziel ist die direkte Fertigung konturnaher Schneidwerkzeuge für die Zerspanung mit integrierten Strukturen zur Schmierstoffzufuhr.
„Aus meiner Sicht werden eine durchgängige Digitalisierung der Prozesskette, die Integration von Sensorik zur Prozessbeobachtung und zur Steigerung der Prozessstabilität sowie die künstliche Intelligenz zur Datenauswertung an Wichtigkeit zunehmen“, prognostiziert Professor Bremen. „Darüber hinaus gilt es Werkstoffe zu entwickeln, die von den schnellen Abkühl- und Erstarrungsraten in additiven Prozessen profitieren, um das Anwendungsspektrum der 3D-Druck-Verfahren zu erweitern.“
Grenzenlose Möglichkeiten durch neue Materialien
Kaum eine Fertigungstechnologie hat in den vergangen fünf Jahren eine solch rasante Entwicklung erfahren wie das AM. Der Schwerpunkt in den Fortschritten liegt hierbei nicht nur beim Verfahren selbst – auch konstruktive Fähigkeiten, Berechnungsmodelle und Analysetools stehen im Fokus. Mussten früher noch aufwendige Nacharbeiten der Oberflächen erfolgen, können diese heute minimiert werden oder komplett entfallen.
Der METAV-Aussteller Iscar setzt additiv gefertigte Werkzeuge bereits seit vielen Jahren bei seinen Kunden ein. 3D-Druck-Verfahren kommen zur Anwendung, wenn eine Herstellung mit traditionellen Methoden schwierig oder unmöglich ist. „Wir haben in unserer neuen Produktkampagne einige Werkzeuge im Portfolio, die es bisher so auf dem Markt noch nicht gab“, berichtet Erich Timons, CTO und Mitglied der Geschäftsleitung, Iscar Germany GmbH in Ettlingen.
„Hier sind u.a. besonders Werkzeuge in sehr kleinen Durchmesserbereichen zu nennen. Wenn wendeplattenbasierte Werkzeuge mit inneren Kühlmittelkanälen zu fertigen sind, stoßen herkömmliche Methoden schnell an die Grenze des Machbaren.“ Aus seiner Sicht steht die 3D-Druck-Entwicklung weiterhin am Anfang. „Schwerpunkt wird künftig sein, neue Materialien im additiven Bereich einzusetzen“, so Timons. „Die additive Fertigung von Hartmetallen und hybride Werkstoffe sind hier ein Thema – das Potenzial ist aus heutiger Sicht gigantisch, da ganz unterschiedliche Materialeigenschaften kombiniert werden können.“
Kontakt:


