


BIG-PLUS-fähige Spindeln überzeugen mit ihrer Leistung und sind abwärtskompatibel zu Standard-Werkzeugaufnahmen. Das wissen auch die 170 Maschinenhersteller, die sich bereits dazu entschieden haben, diese Spindeln zu verbauen. Trotzdem stehen solche Spindeln vielerorts zwar in den Fertigungshallen, doch ihr Potenzial wird längst noch nicht voll ausgenutzt.


Einer, der das erkannt und gehandelt hat, ist Thomas Nöth, Geschäftsführer des Sportwaffenherstellers Hera aus dem Spessart. Für ihn steht die effiziente Fertigung seiner Premiumprodukte im Vordergrund. Seinen hohen Qualitätsanspruch will er aber auf keinen Fall dafür aufgeben. Das muss er auch nicht, denn die Produktion wird mittels modernster CAD- und CAM-Technologie in CNC-gesteuerten Fertigungsprozessen so umgesetzt, dass sowohl Qualität als auch Prozesssicherheit gewährleistet werden.
Aktuell werden dazu in der Fertigung zwei Milltap 700 und eine DMU 50 von DMG Mori eingesetzt. Erstere mit einer BIG-PLUS BT30-Werkzeugaufnahme, letztere mit einer Werkzeugaufnahme vom Typ BIG-PLUS SK40. Alle drei Maschinen sind mit Werkzeugen des Herstellers BIG KAISER ausgestattet. Zu finden sind sie in der Werkshalle von Hera, dem Reich von Daniel Krüger.
40 % Zeitersparnis oder: Es nützt das steifste Bearbeitungszentrum nichts, wenn….

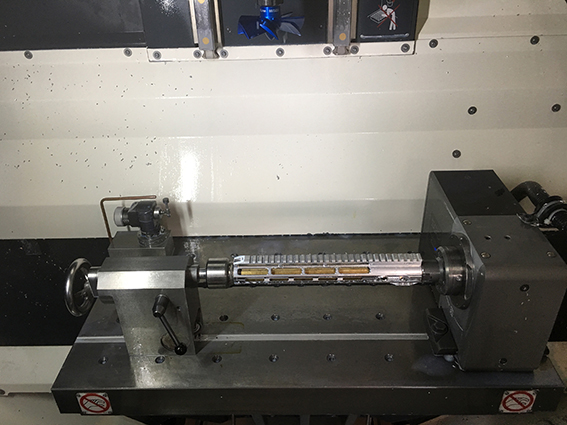
Der Marktheidenfelder ist mit 25 Jahren für einen Fertigungsleiter noch recht jung. Aber er hat bereits viel Erfahrung gesammelt, denn er ist mit dem Unternehmen gewachsen. Sowohl die Entscheidung für die DMG-Maschinen als auch für die Werkzeuge von BIG KAISER beeinflusste er maßgeblich. Ausschlaggebend für die Neuerung war dabei vor allem eine durchgehende 25,4 mm Bohrung. Diese findet sich in dem AR-15-Gehäuseoberteil, einem Teil eines halbautomatischen Gewehrs: Seine große Tiefe stellt die Steifigkeit des Werkzeuges vor große Herausforderungen, wenn es darum geht, die Genauigkeit sicherzustellen und die Oberflächenqualität zu wahren.
„Bei uns kommen die AR-15-Gehäuseoberteile als Rohteile an und werden dann gefräst. Dabei ist für uns vor allem die Präzisionskette entscheidend. Von der Spindel über die Werkzeugaufnahme durch das Werkzeug und das Werkstück in die Einspannung und zurück in die Maschine muss alles stimmen. Mir nützt das steifste Bearbeitungszentrum nichts, wenn meine Werkzeugaufnahme nicht mithalten kann“, erläutert Daniel Krüger. „Die DMG-Maschinen sind da sehr gut geeignet, denn deren speedMASTER-Spindeln verfügen über das BIG-PLUS System. So können neben den herkömmlichen BT- bzw. SK-Werkzeughaltern auch solche für BIG-PLUS BT und BIG-PLUS SK eingesetzt werden.“

Der Vorteil: Im Gegensatz zu anderen Maschinenspindelkonstruktionen bietet BIG-PLUS eine simultane Kegel- und Plananlage zwischen Maschinenspindel und Werkzeughalter. Das sorgt für eine extrem stabile Verbindung zwischen Maschine und Werkzeug. „Das System hat mich wirklich überzeugt. Wir können nicht nur unsere Qualitätsanforderungen erfüllen, sondern durch erhöhten Vorschub im Vergleich zu vorher auch noch 40% Bearbeitungszeit einsparen.“
Doch wie funktioniert BIG-PLUS eigentlich genau?
Armin Salbaum aus dem Bereich Anwendungstechnik & Fertigungsoptimierung von BIG KAISER klärt auf: „Im Vergleich zur normalen Steilkegel-Schnittstelle ermöglicht das BIG-PLUS System einen gleichzeitigen Kontakt am Kegel und an der Planfläche der Aufnahme, wodurch eine vielfach höhere Stabilität entsteht. Das Werkzeug wird dann so weit in die Spindel gezogen, bis die Planfläche des Werkzeugs die Oberfläche der Spindelnase erreicht.“
„Deswegen ist es auch so wichtig, dass die Aufnahmen in der Toleranz liegen“, erzählt Salbaum weiter. „Tun sie das nicht, wie es bei nicht-lizensierten Plananlagewerkzeugaufnahmen vorkommen kann, kann die Spindel schwer beschädigt werden. Jedenfalls ergibt sich durch das BIG-PLUS System eine verbesserte Vibrationsdämpfung und Steifigkeit, die die Bearbeitungsgenauigkeit und Wiederholbarkeit erhöht und so Schwerzerspanen und hohe Schnittgeschwindigkeiten bei gleichzeitig erhöhter Standzeit ermöglicht. Und für Anwender wie Hera ist das von großem Vorteil.“
„Kurz gesagt kann ich mit einer 30er-BIG PLUS-Maschinenspindel arbeiten wie mit einer herkömmlichen 40er und die BIG-PLUS SK40 ist von der Steifigkeit her sogar eher mit einer SK50 vergleichbar“, meint Daniel Krüger. „Mal abgesehen davon, dass diese kostengünstiger ist, hätte eine größere Maschine gar nicht in unsere Halle gepasst und unser Stromanschluss ist auch schon am Limit. Außerdem gibt es Situationen, in denen die kleinere Spindel von Vorteil ist, da sie durch ihre geringeren Abmaße näher an schwierige Bauteiltopologien fahren kann. Seit dieser Erfahrung verwenden wir ausschließlich BIG-PLUS Aufnahmen.“
Modular ist wunderbar: mehr Zeit, weniger Fehler

Mit ihrer CK-Schnittstelle von BIG KAISER bieten diese Werkzeugaufnahmen einen einfachen Wechsel des Werkzeughalters. Er kann mit nur einer Schraube µm-genau ausgetauscht werden. „Gerade für einen kleineren Betrieb wie Hera ist das wichtig“, erklärt Daniel Krüger: „Mit der CK-Schnittstelle kann ich Verlängerungen und Reduzierungen einfügen und benutze sie mit Vollbohrern, Feinbohrköpfen und sogar Bohrfuttern. Das Ganze kann ich in eine beliebige Werkzeugaufnahme einspannen und so zwischen den Maschinen wechseln, obwohl sie verschiedene Maschinenspindeln haben. Die Modularität, die ich damit erreiche, und die Anzahl von Werkzeugen, die ich so einspare, ist einfach super. So kann beim Wechseln nichts schiefgehen und wir können nicht nur Zeit einsparen, sondern auch Fehler vermeiden.“
Bei der Handhabung heißt es: einfach mehr Qualität
Auch für Details konnte Hera interessante Lösungen finden. „Das Schöne an den BIG KAISER Werkzeugen ist die Handhabung. Zum Beispiel sind seit dem Wechsel alle Wendeplatten gleich. Ich betreibe mehrere Anlagen und noch mehr Werkzeuge mit nur einer Wendeplatte. Das ist einfach effektiv. Ich muss nicht so viel Verschleissmaterial vorhalten und habe außerdem ein deutlich geringeres Fehlerpotenzial. Abgesehen davon erzielen wir nun mit einem einschneidigen Feinbohrkopf, der sofort verfügbar ist, bessere Ergebnisse als mit der Sonderreibahle, die mit Beschaffungs- und Lieferzeit verbunden war. Bei gleicher Bearbeitungszeit habe ich nun eine bessere Oberfläche und weniger Ausschuss“, erzählt Daniel Krüger.
„Als große Hilfe hat sich auch der Chip Fan erwiesen. Dieser wird wie ein Werkzeug in die Maschine eingespannt und entfernt als Teil des CNC-Programms durch den Luftstrom, optional durch Kühlmittel, erst die Späne und dann das Kühlmittel vom Werkstück. Es steht ja nicht immer ein Bediener vor der Maschine, der beim Abschluss des Bearbeitungsvorgangs gleich mit der Druckluftpistole alles reinigt. Wir hatten vorher Probleme mit Fleckenbildung, das ist jetzt Vergangenheit. Außerdem sparen wir Zeit und Luft. Das manuelle Entfernen der Späne birgt auch immer die Gefahr, dass man sich durch umherfliegende Späne verletzt – das kann uns jetzt auch nicht mehr passieren.
Deutsche Qualitätsprodukte rentieren sich weltweit
Als 2008 die Firma Hera gegründete wurde ahnte man noch nichts von dem Erfolg, den die Produkte haben würden. Allein in den letzten Jahren ist Hera so stark gewachsen, dass fast jedes Jahr ein neues Bearbeitungszentrum angeschafft wurde. „Als Chef eines kleinen Unternehmens stand ich den ambitionierten Anschaffungsplänen von Herrn Krüger erst ein wenig skeptisch gegenüber. Aber da wir immer das Preis-Leistungs-Verhältnis betrachten, haben wir uns letztlich für Premiumwerkzeuge entschieden und bis dato damit Recht gehabt: Alles rentiert sich.
„Mittlerweile haben wir ein Verteilerzentrum in den USA etabliert“, erklärt Thomas Nöth. „In Salt Lake City beschäftigen wir mehrere Mitarbeiter, die unsere Produkte dort vertreiben. Generell würden wir gerne am Produktionsstandort in Deutschland weiter expandieren – deswegen haben wir auch schon weitere Gewerbegrundstücke erworben, auf denen mittelfristig neue Produktions- und Lagerhallen geplant sind. Ich sage immer gern: Der einzige Grund, warum wir noch keine Robotik haben, sind Stromverbrauch und Platzmangel.“
Kontakt:


