


Wenn beim Laserschneiden heißes und flüssiges Metall abtropft oder beim Stanz-Nibbeln feine, harte Späne und dünne Blechabfälle fallen, darf das nicht zum Problem für darunter liegende Fördersysteme werden. Scharnierbandförderer stoßen bei solchen Anwendungen an ihre Grenzen. Anders die Plattenbandförderer von KNOLL. Sie erledigen auch diese Aufgaben zuverlässig.

Fördersysteme für Fertigteile und Restmaterial gehören in einer modernen Fertigung zum Standard. Denn nur mit ihrer Hilfe können die teuren Maschinen ohne Unterbrechung produzieren. Entscheidend dafür ist jedoch eine hohe Zuverlässigkeit aller Komponenten. Das ist in der Blechbearbeitung nicht anders als in Zerspanungsbetrieben. Einzig die Ansprüche sind verschieden.

So haben die Transportbänder beispielsweise beim Laserschneiden besondere Herausforderungen zu bewältigen. Denn mitunter trifft heißes, flüssiges Schnittmaterial auf die Fördersysteme. Eine Situation, mit der die am Markt weit verbreiteten Scharnierbandförderer nur unzureichend klar kommen. Das Problem: Die metallischen Tröpfchen und Stäube können in Spalte und Gelenke gelangen, was diese in der Folge verschleißanfällig und unbeweglich macht. Zudem erwärmt das extrem heiße Material die Scharnierbänder und dehnt diese so stark, dass sie sich verspannen und ausfallen. Das Band zerstört sich also auf Dauer selbst.
Die Plattenbandförderer von KNOLL kommen mit solch schwierigen Gegebenheiten bestens klar. Ihnen kann weder das Aushärten des flüssigen Laserschnitts noch seine Hitze etwas anhaben. Das beweisen sie inzwischen bereits seit gut fünf Jahren bei zahlreichen Feldversuchen und Kundeneinsätzen. Entscheidend dafür ist der konstruktive Aufbau ohne klassische Scharniere. Der moderne KNOLL-Förderer verschmutzt zwar auch, aber die Gelenke werden dabei nicht beschädigt. Das Plattenband zeichnet sich also durch eine hohe Verschleißbeständigkeit aus.
Wärmeausdehnung ist kein Problem

Außerdem wichtig: Die profilierten Platten haben selbst kein geschlossenes Gelenk, das sie miteinander verbindet. Sie stehen nur durch eine Linienberührung in Kontakt. Dadurch ist die Gelenkreibung minimal und die einzelnen Platten können sich axial zueinander bewegen. Ergo kann eine lokale Erwärmung durch heißes Material zwar eine Dehnung der Platten verursachen, diese richtet aber keinen Schaden an.
Nicht zuletzt aus diesem Grund eignen sich die Plattenbandförderer auch für andere Fertigungsarten, wie etwa das Kaltformen. Denn obwohl es Kaltformen heißt, geht es hierbei doch recht heiß zu. Die bearbeiteten Teile erreichen nach dem Formvorgang Temperaturen von 200 bis 300 °C. Hohe Temperaturen – die jedoch den KNOLL-Anlagen nichts anhaben können.

Ähnlich interessant ist das Prinzip der Plattenbänder, wenn mit Stanznippel-Maschinen Bleche verarbeitet werden, die mitunter nur 0,5 mm dünn sind. Auch bei dieser Anwendung stoßen Scharnierbandförderer an ihre Grenzen. Diverse Einsatzversuche haben gezeigt, dass sich die extrem schlanken Stanznippel-Abfälle in den zahlreichen Schlitzen und Spalten der Scharnierbänder immer wieder verhaken. Ein zuverlässiger Abtransport von Fertigteilen und Restmaterial ist daher ebenso wenig machbar wie bei der Laserbearbeitung. Das Plattenband hat konstruktionsbedingt mit den scharfen und dünnen Schnittgütern keinerlei Probleme.

Seit einiger Zeit wird das moderne Förderband von KNOLL darüber hinaus in sogenannten Bunkerdosier- und Austragsystemen erfolgreich eingesetzt. Hierbei gilt es, gefertigte Teile, z.B. als Schüttgut, in einen großen Plattenband-Bunker zu schütten. Dieser Pufferspeicher dient beispielsweise der Füllstand abhängigen Zuführung von Schüttgut in Schwingförderer-Zuführanlagen. Was früher durch häufige, händische Befüllung Personal gebunden hat, wird somit automatisiert.
Die Herausforderung hierbei: Die Bänder laufen oft mit Steigungen von 0 bis 75 Grad sehr steil nach oben. Da die Plattenbänder von KNOLL stark profiliert sind, gewährleistet das System auch in diesen Fällen stets eine bestmögliche Material-Mitnahme.

Feedback aus der Praxis: zuverlässig und servicefreundlich
Den guten Ergebnissen entsprechend, fällt laut Michael Ruderisch, Abteilungsleiter Entwicklung bei KNOLL, auch das Kundenfeedback aus allen Branchen durchgängig positiv aus: „Die Beständigkeit unseres Plattenbandförderers wird ebenso gelobt wie die Servicefreundlichkeit. So manche Bänder der ersten Stunde wurden trotz anspruchsvoller Anwendung noch nie ausgetauscht. Sie halten also schon fast fünf Jahre.“
Sollten dennoch Schäden an einzelnen Bandplatten entstehen, ist auch das kein Problem. Sie lassen sich ohne weitere Umbaumaßnahmen einfach und schnell austauschen. Denn anders als beim Scharnierbandförderer sind diese einzeln verschraubt. Man muss also keine Gelenkstangen auftrennen und dann ein Stückchen Band reinflicken. Beim Plattenband werden die Schrauben ganz bequem von oben mit einem Akkuschrauber gelöst, eine neue Platte eingesetzt und wieder mit derselben Fließformschraube verbunden, die vorher im Einsatz war.
Der KNOLL Plattenbandförderer ist modular aufgebaut, und es gibt ihn zunächst in den Größen P40 und P63. Die Bezeichnung entspricht der Teilung der Kette. In punkto Nutzbreite des Förderers, sprich die Plattenlänge, können Kunden von 140 mm bis zu 2000 mm aus gewissen Vorzugsgrößen frei wählen.

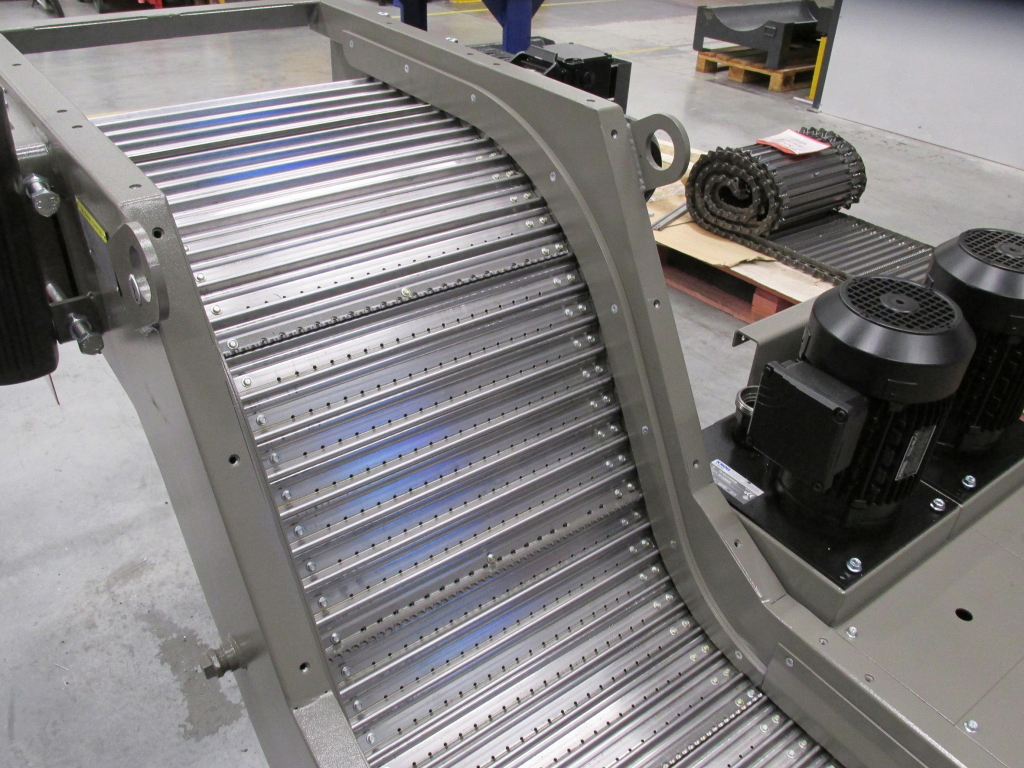
Die eingesetzten Plattenelemente weisen ein durchgängiges Profil auf, das im sogenannten Rollformverfahren hergestellt wird. Die erzeugte Kontur dient zum einen einer hohen Biegesteifigkeit. So verkraftet das Plattenband eine Belastung von 100 kg auf 1 m Bandbreite und ist somit ohne zusätzliche Unterstützungskonstruktion begehbar. Zum anderen vermeidet die Kontur der Platten jegliche Spaltbildung gegen die Laufrichtung.
Ist der Einsatz des Systems in der Nassbearbeitung geplant, lassen sich perforierte Platten verwenden. Auf diese Weise fungiert das Band quasi als Vorfilter und lässt (nur) den Kühlschmierstoff passieren.
Kontakt:


