


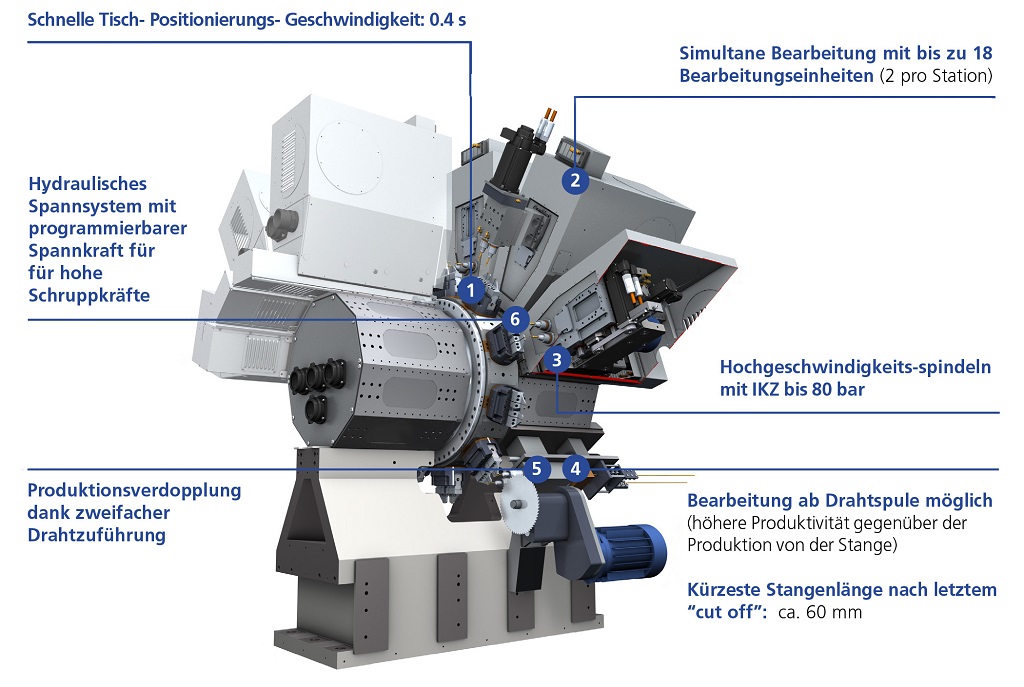
Echte Winzlinge sind die roten Blutkörperchen, die im menschlichen Blut den Sauerstoff von der Lunge zu den Organen unseres Körpers transportieren. Sie haben einen Durchmesser von 0,008 Millimetern und sind ohne optische Vergrößerung für das menschliche Auge nicht sichtbar. Diese Dimension stelle man sich vor, wenn Mikron mitteilt, dass die VX-10 ihren vertikalen Rundtakttisch innerhalb von 0,4 Sekunden mit einer Genauigkeit von +/- 0,002 Millimetern positioniert. Die Maschine zählt zu den weltweit präzisesten und flexibelsten 6-Seiten-Bearbeitungssystemen für die kosteneffiziente Fertigung von Präzisionsteilen bis 40 x 40 x 80 Millimeter.

Die Stabilität der Bearbeitungsmaschine ist eine grundlegende Voraussetzung für die Fertigung hochpräziser Bauteile. Sie stand deshalb bei den Entwicklern und Konstrukteuren von Anfang an im Focus. Der gesamte Aufbau der Maschine wurde auf Basis von Berechnungen mit der Finite Elemente Methode (FEM) optimiert. Und zwar vom Maschinenständer über die Lagerung des Rundtischs und seines Antriebssystems bis zu den Bearbeitungseinheiten und den Konsolen, auf denen diese montiert sind. Dass die FEM Berechnungen richtig waren, bestätigt der Praxiseinsatz bereits bei mehreren Maschinen. Die Kraftflüsse innerhalb der Maschine sind auf höchstmögliche Steifigkeit optimiert. So etwa umfasst eines der geschlossen Kraftflusssysteme den vertikalen Rundtisch und seine doppelte Lagerung. Zwei weitere Kraftflusssysteme verbinden den Rundtisch mit den Bearbeitungseinheiten auf beiden Seiten des Rundtisches. Die hohe Steifigkeit verhindert auch Vibrationen während der Bearbeitung, welche die Oberflächenqualität der Werkstücke beeinträchtigen würden. Das Verhindern von Vibrationen verlängert außerdem die Lebensdauer der eingesetzten Werkzeuge.
Die Einhaltung geringstmöglicher Temperaturschwankungen ist neben der Stabilität und der mechanischen Exaktheit ein weiterer wichtiger Faktor für hochpräzise Bearbeitungen. Deshalb wird die Temperatur des Werkzeugkühlmittels mit einer Genauigkeit von plus/minus einem Grad Celsius geregelt. Die weitgehende Vermeidung von Temperaturänderungen während der Bearbeitung trägt wesentlich dazu bei, Ungenauigkeiten durch thermische Verformungen zu verhindern.
Um Verformungen durch die Spannkraft der hydraulischen Spannbacken zu vermeiden, ist die Kraft, mit der die Werkstücke eingespannt werden, programmierbar. Das Werkstück kann genau mit jener Kraft eingespannt werden, die für den aktuellem Bearbeitungsschritt erforderlich ist. So etwa ist es bei für Verformungen empfindlichen Werkstücken möglicherweise zweckmäßig, diese beim Schlichten mit einer geringeren Kraft einzuspannen als beim Schruppen.
Auf Basis der „In-Prozess-Messung“ von Referenzflächen, Bohrungen, Konturen etc. korrigiert die Maschine Maßabweichungen schon lange bevor diese die Toleranzgrenzen erreichen und sorgt so für laufende Qualitätssicherung. Während des Durchtaktens durch die zehn Stationen werden die Werkstücke auf allen sechs Seiten fertig bearbeitet. Serienmäßig ist die Maschine für Werkstücke bis 40 x 40 x 80 Millimeter Größe ausgelegt, als Sonderausführung ist sie jedoch auch für Werkstücklängen bis 160 Millimetern verfügbar.

4-Achs-Vorbeasrbeitung in der Ladestation
Mikron weist darauf hin, dass die 6-Seiten Bearbeitung ab Stange oder Draht eine der Exklusivitäten ist, mit der die Maschine derzeit auf dem Markt punktet. Noch während das ab Stange oder Draht oder per Roboter zugeführte Werkstück von den Spannbacken der Ladestation gefasst ist, erfolgt die Bearbeitung der Stirnseite und jener Flächen, an denen danach die Spannbacken des Rundtisches das Werkstück fassen. Die Bearbeitung in der Ladestation erfolgt ebenso parallel zur Hauptprozesszeit wie das anschließende Fassen des Werkstücks von den Spannbacken des Rundtisches und das Absägen von der Drahtrolle oder Stange. Mit Fräsen, Drehen, Bohren, Gewindeschneiden, Räumen, Prägen, Gravieren etc. erfüllen die 4-Achs-Bearbeitungsmöglichkeiten in der Ladestation alle an die Produktion von Präzisionsteilen gestellten Anforderungen.
Nach der Ladestation taktet der Rundtisch die Werkstücke durch die nächsten acht Stationen. Die acht zwischen der Lade- und der Entladestation angeordneten Stationen umfassen die gesamte Vielfalt der für die Fertigung anspruchsvoller Präzisionsteile erforderlichen Bearbeitungsmöglichkeiten. Wenn die Werkstücke an der zehnten Station ankommen, sind alle sechs Seiten bearbeitet. Die zehnte Station ist die Entladestation. Hier werden die fertigen Werkstücke der weiteren innerbetrieblichen Logistik übergeben, zum Beispiel einer Montageeinrichtung oder auch schon der Verpackung.
Die Maschine kann aus dem gleichen Stangen- oder Drahtmaterial auch verschiedene Werkstücke gleichzeitig herstellen. So etwa fertigt sie in einem Durchlauf die richtige Anzahl der unterschiedlich breiten und unterschiedlich langen Glieder eines Uhrenarmbands. In einem derartigen Fall werden die fertig bearbeiteten Bestandteile des Uhrenarmbands bei der Entladestation automatisch in die richtigen Boxen einer Sortierstation eingelegt.
Hoch produktiv, präzise, flexibel, vielseitig
Die kompakt gebaute Maschine ist lediglich 2,6 Meter lang, 6,7 Meter breit und 3,6 Meter hoch. Zusätzlich ist je nach Fertigungsumfeld der Platzbedarf der peripheren Einrichtungen zu berücksichtigen. So etwa die Zuführung des Rohmaterials durch Drahtspulen, Stangenmagazine oder Rohlingpaletten und weiters die Einrichtungen zur Entnahme und Zwischenlagerung der fertigen Werkstücke. Außerdem ist Platz vorzusehen die für ein Zerspanungsvolumen von 20 kg/h ausgelegte Kühlmittelanlage mit Filterung und Wegführung der Späne.
Der doppelt gelagerte vertikale Rundtisch dreht sich um eine horizontale Achse. Er taktet die zehn eingespannten Werkstücke zwischen den beidseits von ihm angeordneten Bearbeitungseinheiten innerhalb von 0,4 Sekunden von Station zu Station. Die bereits erwähnte hohe Positioniergenauigkeit wird durch einen flüssigkeitsgekühlten Torquemotor mit Termostabilisierung erreicht. Bei jeder der acht Stationen zwischen der Be- und Entladestation befindet sich auf beiden Seiten des Rundtisches je eine CNC Bearbeitungseinheit. Die Maschine verfügt somit samt Be- und Entladestation über 18 Bearbeitungseinheiten. Jede Station kann mit bis zu zwei horizontalen und einer vertikalen Spindel ausgerüstet werden. Dies verleiht der VX-10 neben hoher Produktivität auch einen außergewöhnlichen Grad an Flexibilität und Vielseitigkeit.
Jeweils zwei Spindeln an jeder Bearbeitungseinheit können mit identischen Werkzeugen bestückt sein. Damit ergeben sich zwei Vorteile: Einerseits kann bei Ausfall eines Werkzeugs oder Abnützung einer Werkzeugschneide sofort die benachbarte Achse mit dem identischen Werkzeug einwechseln und ohne Unterbrechung weiterarbeiten. Andererseits kann die Maschine mit doppelter Drahtzufuhr beschickt werden, womit sich ihre Produktivität verdoppelt: Von der Lade- bis zur Entladestation arbeiten dann an allen Stationen vier Werkzeuge an zwei Werkstücken.
Auch Flexibilität gehört zu den Stärken der voll CNC gesteuerten Maschine. Wenn das entsprechende Programm bereits vorliegt, muss der Maschinenbediener beim Ändern der Produktion lediglich das entsprechende CNC Programm aufrufen. Ähnlich unkompliziert ist das Umrüsten des mechanischen Bereiches. Beim Austauschen der Spannbacken am Rundtisch misst die Maschine deren genaue Position durch einen Messtaster und führt in der Software eine automatische Korrektur der Nullpunkte durch. Danach geht die CNC Steuerung bei den Bearbeitungsvorgängen automatisch vom aktualisierten Nullpunkt aus.
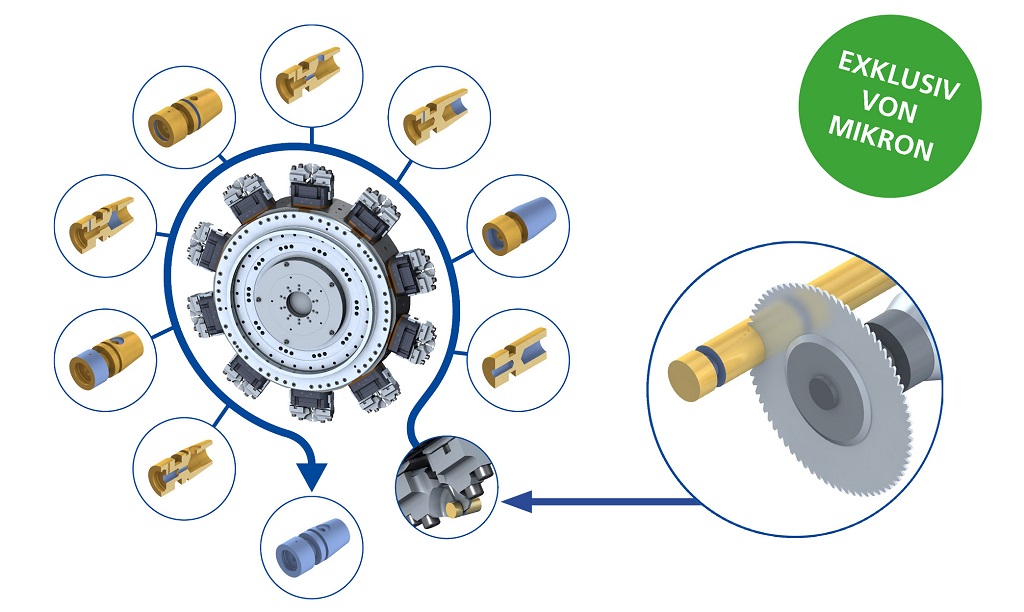
Die 18 Bearbeitungseinheiten haben standardisierte Schnittstellen und lassen sich wie Module austauschen. Mikron hat mehrere Typen von Bearbeitungseinheiten im Portfolio. So etwa dreiachsige Vertikalspindeln, bei denen alle Spindelachsen radial zur Achse des Rundtisches ausgerichtet sind. Bei dreiachsigen Horizontalspindeln hingegen sind die Spindelachsen achsparallel zur Achse des Rundtisches ausgerichtet. Dreiachsige Bearbeitungseinheiten mit einer Kombination von vertikalen und horizontalen Spindeln sind ebenfalls verfügbar. Für Winkelstellungen dazwischen gibt es auch eine dreiachsige Bearbeitungseinheit, deren Spindelstellung mit einem Nonius von -90° bis +90° manuell einstellbar ist. Eine weitere Bearbeitungseinheit eignet sich speziell für die Herstellung von Einstichen und Hinterschneidungen. Ihre U-Achse ist quer zur Spindelachse ausgerichtet, ihre Z-Achse achsparallel zur Spindelachse. Beide Achsen arbeiten mit CNC Interpolation.
Alle Bearbeitungseinheiten lassen sie sich mit verschiedenen Spindeltypen und unterschiedlichen Spindelantrieben ausrüsten, so etwa zum Fräsen, Bohren, Entgraten, Gewindeschneiden etc. Die innere Kühlmittelzufuhr der Spindeln arbeitet mit Drücken bis zu 80 bar. Der Anwender kann seine Produktionsvielfalt auch nachträglich durch zusätzlich angeschaffte Bearbeitungseinheiten erweitern.
Der Nutzen des Anwenders steht im Zentrum
Zusätzlich zu dem bereits erwähnten Uhrenarmband, für welches unterschiedliche Teile gleichzeitig aus dem gleichen Stangenmaterial gefertigt werden, liegt eine Reihe von Beispielen vor, bei denen sich Mikron VX-10 Maschinen in der Praxis bewähren. Eine von ihnen produziert aus Titan pro Minute 22 Stück jener kleinen Federboxen, mit denen sich das Zusammenlegen modischer Brillen so komfortabel anfühlt. Ausgezeichnete Erfahrungen machen die Praktiker auch bei der Fertigung anderer anspruchsvoller Bestandteile von Brillengelenken aus Nickel-Silber-Legierungen. Auch bei der Produktion von Automobil-Applikationen, Bauteilen aus Bronze für Gasarmaturen oder für Türschlösser, oder Bauteilen aus rostfreien Stählen für die Medizinaltechnik, speziell im Dentalbereich, bewährt sich die Maschine.
Kontakt:


