


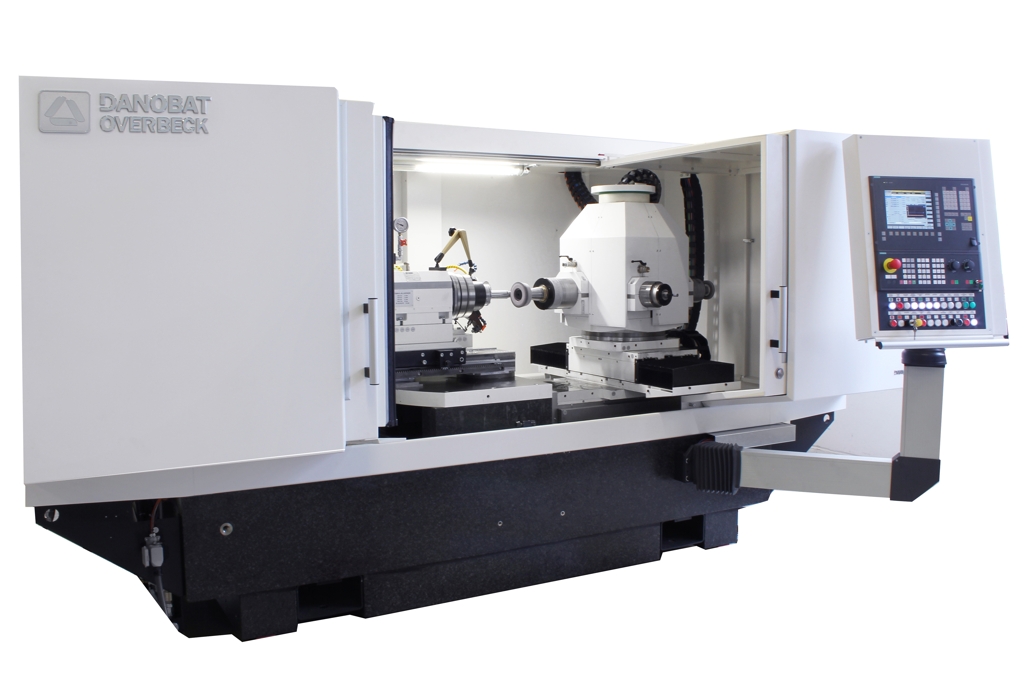
Wie alle Schleifmaschinen aus dem Haus DANOBAT-OVERBECK verfügt auch die ID-400 L über die Qualitätsmerkmale, die den guten Ruf der Maschinen begründen. Besondere Highlights sind:
- Maschinenbett aus Naturgranit für thermische und dynamische Stabilität,
- SIEMENS-Linearmotoren an X- und Z-Achse, wobei diese Motoren mit eigenen Kühlkreisläufen ausgerüstet sind,
- groß dimensionierte Schlitteneinheiten mit Rollenumlaufschuh-Linearführungen für statische und dynamische Stabilität,
- Positionierung mittels Absolut-Linearmaßstäben,
- Werkstückspindel als Motorspindel (C0-Achse) ausgeführt, mit vorgespannten Präzisions-Spindellagern, regelbar von 0-1.000 U/min.,
- schwenkbarer Werkstückspindelstock (B0-Achse), speziell konzipiert für die ID-400 L Baureihe
- Spindelwechsler (B1-Achse) für die Positionierung der Schleifspindeln mit direkt angetriebenem Torque-Motor für schnelles, hochgenaues und stufenloses Positionieren (frei programmierbare Winkelstellungen, Auflösung 0,0001°) bei höchster Haltekraft,
- CNC Siemens Sinumerik 840 D Solution Line mit Safety Integrated,
- DANOBAT-OVERBECK Software auf Windows basierend, optimiert für eine schnelle und einfache Bedienung der Schleifmaschine
- Energie-Turm mit KSS Tank, Zentral-Kühlgerät und Absauganlage (optional)
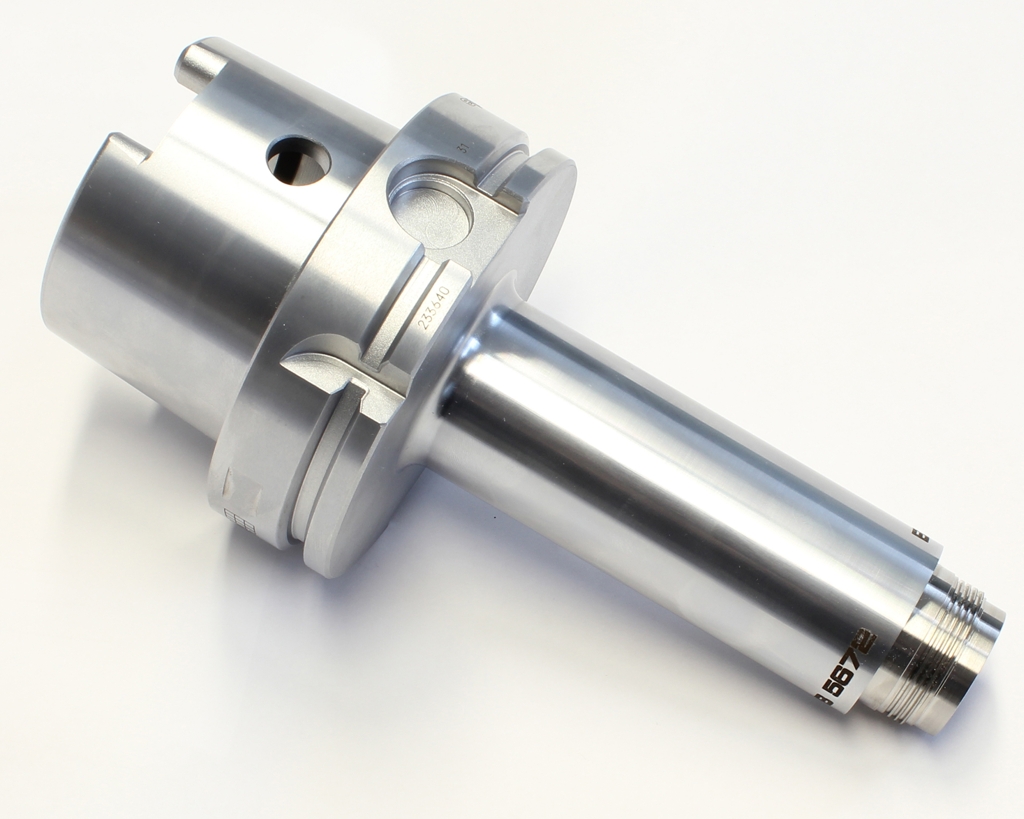
Aktuell wurde eine Maschine für den Kunden SECO EPB hergestellt, einem Hersteller von Hochleistungswerkzeugen für die spanende Bearbeitung (Fräsen, Drehen) sowie für die Bohrungsbearbeitung und für Werkzeugsysteme. Dieser Kunde wird auf der ID-400 L hochpräzise Toolings produzieren, wie z. B. HSK-Spannzangenfuttersysteme. Die ID-400 L ist aber auch prädestiniert für Unrundschleifbearbeitungen, womit auch die Produktion von SECO-Capto-Aufnahmen oder von Gewinden auf einfache Art erfolgen kann. Zum Unrundschleifen ist die Werkstückspindel (C0-Achse) mit einem hochauflösenden Drehgeber ausgerüstet, der eine Verlinkung mit der X- und Z-Achse der Werkzeugspindel gestattet. Somit können hochgenaue Unrundbearbeitungen im Mikrobereich durchgeführt werden.
Die Bearbeitung von langen Werkstücken ist möglich, da die ID-400 L einerseits mit einer sehr langen W-Achse ausgerüstet ist und andererseits mit eigens von DANOBAT-OVERBECK entwickelten Lünetten bestückt werden kann. Diese Lünetten können aus dem DANOBAT-OVERBECK Zubehörprogramm in verschiedenen Ausführungen bezogen werden und bieten u. a. den Vorteil, dass sie sehr schnell und exakt (und reproduzierbar!) montiert werden können. Der auf dem W-Schlitten aufgebaute Werkstückspindelstock lässt sich zum Einrichten dank der verbauten Luftkisseneinheiten durch die Zugabe pneumatischer Unterstützungsluft von Hand leicht verschieben. Aufgebaut ist die W-Achse auf einer speziell für diesen Maschinentyp zugeschnittenen, extrem steifen Schwenkeinheit, womit sie von –5° bis +30° (im Uhrzeigersinn) um eine senkrechte B0-Achse geschwenkt werden kann. Die besondere Entwicklung der Schwenkeinheit wurde erforderlich, da die bisherige Konzeption (mittiges Ringlager und Antrieb über Torquemotor mit Verlängerung) bei der großen Länge der W-Achse nicht mehr optimal möglich war. Um den Ansprüchen von DANOBAT-OVERBECK an Genauigkeit und Steifigkeit zu genügen, wurde bei der Konstruktion der Schwenkeinheit auf eine klare Trennung zwischen den Funktionen „Rotieren“ und „Aufnahme der Auflagerkräfte“ geachtet. Erreicht wurde dieses Ziel durch drei sehr großzügig dimensionierte Auflager, auf denen die gesamte Schwenkeinheit ruht. Diese verfügen über folgende Merkmale:
- einsatzgehärtete Grundplatten
- Gegenlagerstelle mit feinstgeschabtem Kunststoffgleitbelag
- integrierte Öl-Luft-Schmierung
- Wechseln sowohl der Grundplatte als auch der Gegenlagerstelle leicht möglich
Der Antrieb der Schwenkeinheit erfolgt mit einem großzügig dimensionierten, gekapselten Servomotor und einen Zahnriemen. Die Positioniergenauigkeit der B0-Achse ist vergleichbar mit derjenigen der B1-Achse des Spindelwechslers.
Aufgebaut auf die W-Achse ist ein Werkstückspindelstock, den DANOBAT-OVERBECK in vier verschiedenen Größen liefern kann. In Kombination mit ebenfalls lieferbaren Distanzplatten entsteht dadurch ein hochmodulares Baukastensystem, das exakt auf die spezifische Kundenapplikation (z. B. den zu bearbeitenden Werkstückdurchmesser) abgestimmt werden kann. Wie alle Achsen der Maschine ist auch die Werkstückspindel als Motorspindel mit Direktantrieb konzipiert und kann mit Magnet-, Kraft- oder Handspannmittel ausgestattet sein; im konkreten Fall ist sie (naheliegenderweise) mit einer HSK-Spannaufnahme bestückt, die die zu fertigenden HSK-Spannzangenfuttersysteme aufnimmt.
Besonders geeignet ist die ID-400 L auch für das Kegelschleifen. Hier kann die Maschine ihre Vorzüge durch die vorgenannte Schwenkeinheit so richtig ausspielen: ohne die Verwendung einer speziellen Kegelschleifscheibe lassen sich mit einer üblichen zylindrischen Schleifscheibe Kegel verschiedener Kegelwinkel erzeugen. Durch einfaches Rotieren des Werkstückspindelstocks (um die B0-Achse) auf das Maß des gewünschten Kegelwinkels wird die Kegelgeometrie z. B. durch Oszillationsbewegungen der hochpräzisen Z-Achse hergestellt. Hierdurch entfallen jegliche interpolierende Berechnungen und die X-Bewegung dient ausschließlich der Zustellung und nicht der Erzeugung der Kontur. In der Folge ergeben sich höchstgenaue Kegelkonturen. Da außerdem auch das bei Anwendung einer Kegelschleifscheibe erforderliche Abrichten (auf den genauen Kegelwinkel) entfällt, ergibt sich zusätzlich eine deutliche Zeit- und Kostenersparnis.
So richtig komfortabel wird die Durchführung von Bearbeitungen mit geschwenktem Werkstückspindelstock durch Einsatz einer zusätzlichen Softwareoption, dem sog. Achstransformations-Tool. Hierbei wird beim Rotieren (Schwenken) des Werkstückspindelstocks aus der Null-Lage heraus (um die B0-Achse) der Kontaktpunkt zwischen Schleifscheibe und Werkstück automatisch beibehalten (nachgeführt). Das gleiche gilt auch beim Schwenken des Spindelwechslers um die B1-Achse. Realisiert wird diese Funktion durch eine interne Achstransformationsrechnung, die bewirkt, dass die X-Achse und die Z-Achse dem Nullpunkt automatisch „folgen“. Es erfolgt also eine Neuberechnung der Achskoordinaten entsprechend der um den Kegelwinkel geschwenkten, zu fertigenden Kontur. Dadurch ergeben sich viele Vorteile:
- der Bediener kann die Auswirkungen auf die geometrischen Gegebenheiten einer aus der Null-Lage gebrachten B0- bzw. B1-Achse komplett ignorieren, was mögliche Fehlerquellen deutlich einschränkt,
- es ergeben sich keine Änderungen für den zuvor ermittelten Betrag der Zustellung,
- die Programmier- und Einrichtzeiten werden minimiert.
Eine weitere Besonderheit der ID-400 L ist die optional erhältliche kombinierte Abrichteinheit, die es ermöglicht, dass wahlweise mit Abrichtspindel (z. B. mit Diamantabrichtscheibe) oder mit Abrichtdiamant (Einkorndiamant) abgerichtet werden kann. Hierzu kann die Abrichteinheit eine einfache Schwenkbewegung ausführen, die vom frei definierbaren / programmierbaren Ablaufprogramm ausgelöst wird.
Überdies verfügt die Abrichteinheit auf Wunsch über eine hochsensible Sensorik, die auf Basis des Messprinzips der Schwingungsdetektion den Anschliffkontakt beim Heranfahren der Schleifscheibe an das Abrichtwerkzeug exakt detektieren kann. Diese Option bietet mehrere Vorteile:
- der gewünschte Abtrag beim Abrichten kann exakt eingehalten werden.
- die Maschine „weiß“, dass ein Abrichtvorgang erfolgreich durchgeführt wurde (und der Abrichter nicht „leer“ über die Schleifscheibe gefahren ist, z. B., wie zuvor vom Bediener ein zu kleiner Abrichtbetrag in die Steuerung eingegeben wurde),
- bei CBN-Scheiben (Diamantscheiben) kann ein so kleiner Abrichtbetrag gewählt werden (z. B. 1 bis 2 µm), wie es beim Abrichten ohne Anschliffkontakterkennung nicht möglich wäre. Hierdurch ergibt sich ein entsprechend höherer Nutzungsgrad der CBN-Scheiben. Ein „Zuschmieren“, wie dies mitunter bei zu hohen Abrichtbeträgen der Fall sein kann, wird dadurch gleichfalls verhindert.
Erwähnenswert ist noch, dass der Messtaster der ID-400 L mit verschiedenen Köpfen (abhängig von den Werkstücken) bestückt werden kann und dass der Messvorgang frei programmierbar ist. Mögliche Vorgaben in diesem Zusammenhang können sein:
- was soll gemessen werden?
- wie oft soll gemessen werden?
- wo soll gemessen werden?
- soll der Prozess automatisch korrigiert werden?
Ein weiteres Merkmal der ID-400 L ist die hochmodulare Bauweise, die es erlaubt, jedem Kunden eine speziell an seine Bedürfnisse angepasste Maschine zu fertigen. Frei konfigurierbar sind unter anderem:
- Wahl zwischen Innen- oder Außenschleifspindeln,
- Bestückung des Spindelwechslers mit den verschiedenen Werkzeugaufnahmen (z. B. HSK-Aufnahmen, konventionelle Werkzeugaufnahmen, etc.),
- Anzahl der Schleifspindeln (bis zu 4),
- Abrichtkonfiguration,
- Spannmittel,
- Werkstückspindelstock,
- Wahl und Ausführung der Messtaster
Zusammenfassung
Die ID-400 L ist eine Innen- und Außenrundschleifmaschine, speziell für die hochgenaue Innen- und Außenschleifbearbeitung von langen Werkstücken. Besondere Merkmale sind:
– Spindelwechsler mit max. 4 Spindeln zum Innen-/Außenschleifen. Positionierung über eingebauten und wartungsfreien Drehmomentantrieb, mit hochpräzisem Drehgeber.
– speziell konzipierter, schwenkbarer Werkstückspindelstock (B0-Achse).
– Messtaster in zahlreichen Ausführungen für unterschiedliche Arten von Messungen.
– rotierender und stehender Abrichter mit Überwachung.
– Direktantrieb an allen Achsen.
– C0-Achse für hochwirksame Unrund- und Gewindebearbeitungen.
– OVERBECK Bedienersoftware mit 2D / 3D Simulation.
– Maschinenständer zu 100 % aus Granit für höchste Stabilität.
Kontakt:


 Freude statt Frust")