


HORN schreibt seit der Übernahme durch Ing. Markus Horn eine kontinuierliche Erfolgsgeschichte. Im ländlichen Gebiet des oberen Feistritztales in der Steiermark überrascht eine so technisch innovative Firma. Herr Markus Horn hat es verstanden, durch ausgefallene Ideen und Beharrlichkeit den vermutlichen Standortnachteil zu kompensieren. Eine seiner konsequent umgesetzten Ideen war es, mit leistungsfähigen Partnern zu arbeiten. Aus dieser Idee hat sich auch die Zusammenarbeit mit Ingersoll Werkzeuge GmbH entwickelt.
 |
| Ausdrehung einer Passung an einem Getriebegehäuse mit Ingersoll- Spezialwerkzeugen nach der Beschichtung |
 |
| Mechanische Bearbeitung eines Lagerdeckels |
 |
| Neues und modernes Ausbildungszentrum |
 |
| Schlichtbearbeitung des Testblockes mit dem Schlichtfräser 6F2B |
 |
| Alexander Tammerl (Anwendungstechniker Ingersoll) prüft die geschlichtete Oberfläche |
 |
| Walzenstirnfräser der Serie HiPos+ im Einsatz |
 |
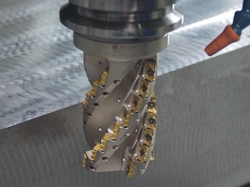
| Der Hochvorschubfräser der Serie HiFeedDeka ( DP5G ) wird mit einem Vorschub von 7300 mm/min eingesetzt |
Im Jahre 1985 hat Herr Markus Horn als damaliger Betriebsleiter eines Metallverarbeitungsbetriebes in Ratten, den Betrieb mit 23 Mitarbeitern übernommen. Damals wurden in erster Linie Druckbehälter für den Anlagenbau produziert. Seit dieser Zeit hat Herr Horn durch intelligente Restrukturierung und konsequenter Umsetzung seiner Visionen das Unternehmen zu einem leistungsfähigen Spezialisten in der Sonderfertigung im Behälter- und Maschinenbau entwickelt.
Um besonders hohe Flexibilität, vereint mit technischem Detailwissen zu ermöglichen, wurde das Unternehmen in sechs optimal aufeinander abgestimmte Geschäftsbereiche aufgegliedert.
GB1 Behälter- und Maschinenbau Normstahl
GB2 Behälter- und Maschinenbau Edelstahl
GB3 Mechanische Bearbeitung
GB4 Thermische Beschichtung
GB5 Zuschnitt und Anarbeitung
GB6 Facharbeiterbereitstellung
In der Geschäftsausrichtung hat man sich einiges einfallen lassen, um sich Wettbewerbsvorteile bzw. Alleinstellungsmerkmale zu sichern. Die Horn GmbH & Co. KG ist als reiner Sonderfertigungsbetrieb ausgerichtet, wobei man durch die hohe Fertigungstiefe vom Zuschnitt und Zusammenbau über Schweißen und mechanischer Fertigung bis zur Oberflächenbehandlung und thermischer Beschichtung in der Lage ist, dem Kunden Gesamtlösungen aus einer Hand anzubieten.
Auch in der Produktpalette ist eine Spezialisierung zu erkennen: Die bearbeiteten Materialien sind zu etwa 75 % Edelstahl. So sind viele der Kunden in der Chemieindustrie, der Lebensmittelindustrie und der Papierindustrie tätig.
Der Anteil von etwa 90 % Stammkunden verdeutlicht die Kundenzufriedenheit, die natürlich aus dem hohen Qualitätsstandard resultiert. Dieser wird nicht zuletzt durch den beinahe einhundertprozentigen Facharbeiteranteil garantiert. Das Unternehmen beschäftigt derzeit ca. 110 Mitarbeiter und Mitarbeiterinnen im 2-Schicht-Betrieb.
Investitionen in die Zukunft
Im Jahre 2012 wurde das größte Investitionsprojekt der Firmengeschichte abgeschlossen. Durch eine Betriebserweiterung mit neuen innovativen Fertigungseinrichtungen (mit einer Investitionssumme von mehr als 8 Mill. Euro) soll die Horn GmbH & Co. KG noch besser für die Zukunft gerüstet werden.
Mittelpunkt der Investition ist ein multifunktionales Dreh- und Fräszentrum.
Diese Universalmaschine verbindet in einzigartiger Weise die Funktion einer Fahrständerfräsmaschine mit der eines Bohrwerks und einer Karusselldrehmaschine. Mit dieser Maschine können Bauteile in wesentlich weniger Spannungen bearbeitet werden.
Dieses neue, leistungsfähige Bearbeitungszentrum dehnt die Kernkompetenz der Fa. HORN auf die Komplettbearbeitung von Großteilen aus. Hier können Bauteile bis zu einem Werkstückgewicht von 40 Tonnen bearbeitet werden.
Weiterhin wurde im Rahmen der Investition eine neue Zuschnitt-Produktionshalle mit einem modernen Hochregal-Lagersystem mit einer Gesamtlagerkapazität von 1.500 Tonnen erstellt.
Der letzte wichtige Baustein der Neuinvestition – ein Ausbildungszentrum – steht gerade vor der Fertigstellung. Die Firma Horn hat hiermit eine der modernsten Lehrwerkstätten Österreichs errichtet.
Hier ist nicht nur ein hervorragendes Ausbildungszentrum für den Facharbeiter-nachwuchs entstanden, sondern es besteht auch die Möglichkeit, die optimalen Zerspanungstechnologien und Parameter für die Fertigung zu ermitteln. Weiterhin sind Werkzeugtests und Leistungsvergleiche der unterschiedlichen Werkzeuge und Hersteller möglich.
Im Rahmen dieser Tests haben sich immer wieder die Werkzeuge und Schneidstoffe der Firma Ingersoll Werkzeuge als besonders leistungsfähig dargestellt. Hieraus hat sich in den letzten Jahren eine intensive Zusammenarbeit entwickelt.
Ingersoll schult HORN Facharbeiter
Auch zur Aus- und Weiterbildung des eigenen Facharbeiterstammes hat Ingersoll einen wichtigen Beitrag geleistet. Herr Karl Böhm (Verkaufsleiter Ingersoll Gebiet Österreich) und der zuständige Anwendungstechniker, Herr Alexander Tammerl, haben in einigen Schulungsprogrammen die Zerspanungsfachleute der Fa. Horn mit den modernen Werkzeugen und den neuesten Schneidstoffentwicklungen bei Ingersoll vertraut gemacht. Diese Schulungen haben dazu beigetragen, dass die Mitarbeiter in der zerspanenden Fertigung die Werkzeuge aus dem Hause Ingersoll noch effektiver und wirtschaftlicher einsetzen.
Werkzeuge von Ingersoll im Testeinsatz
An einem Testwerkstück aus Vergütungsstahl (Zugfestigkeit 1000-1300 N/mm²) wurden für eine zukünftige Bearbeitung eines Kundenwerkstückes verschiedene Werkzeuge ausgetestet, um beim Bearbeitungsstart direkt mit den optimalen Werkzeugen und Bearbeitungsstrategien zu beginnen.
Bearbeitungsschritt 1
Schlichten der Oberfläche des Testblocks mit MicroMill Schlichtfräser 6F2B
– Werkzeugdurchmesser 100 mm
– Schnittgeschwindigkeit 220 m/min
– Vorschub 5000 mm/min
– Schnittbreite 80 mm
– Schnitttiefe 0,1 mm
Eingesetzte Wendeschneidplatte: YDA 323 L101 in Qualität IN 2010.
Dank der Breitschlichttechnik wurde trotz des enorm hohen Vorschubes eine Oberflächenqualität von mindestens Ra = 0,5 µm erreicht.
Bearbeitungsschritt 2
Zur Konturbearbeitung wurde im ersten Testschritt ein Schaftfräser der Serie HiPos+ mit neuen ZOMT-Wendeschneidplatten mit Spanbrecher eingesetzt. Dieses Werkzeug hat sich durch die erzeugten schmalen Späne vor allem beim Vollnuten bestens bewährt.
Um die Leistungsfähigkeit dieses Werkzeuges voll auszuschöpfen, war die installierte Maschinenleistung leider nicht ausreichend. Daher wurde auf ein Werkzeug der HiFeed-Deka-Serie gewechselt. Dieses Werkzeug ist ein Hochvorschubfräser und zeichnet sich dadurch aus, dass es durch einen flachen Anstellwinkel die Spanstärke extrem verringert und dadurch maximale Vorschübe erlaubt. Der Anstellwinkel von 20° reduziert die Spanstärke um den Faktor 3, so dass mit dem 3-fachen Vorschub gefräst werden kann, um ähnliche Spanstärken wie beim Walzenstirnfräser zu erreichen.
– Werkzeugdurchmesser 66 mm
– Schnittgeschwindigkeit 220 m/min
– Vorschub 7300 mm/min
– Schnittbreite 43 mm
– Schnitttiefe 1,2 mm
Dieses Werkzeug erzeugt durch die enormen Vorschübe hohe Zerspanungsraten auch bei moderaten Drehmomenten der Fräsmaschine.
Diese Testbeispiele zeigen, dass Ingersoll in seinem Produktsortiment stets das richtige Werkzeug bereit hat, um bei gegebener Werkzeugmaschine und Bearbeitungssituation immer das optimale Zerspanungswerkzeug zur Verfügung zu stellen. Mit diesem Potential hat sich Ingersoll als optimaler Werkzeugpartner für die flexible Bearbeitung bei der Fa. HORN empfohlen.
Die Fa. Horn GmbH & Co. KG muss jeden Tag für neue Bearbeitungsaufgaben gerüstet sein und benötigt daher einen Werkzeugpartner, der sowohl vom Produktprogramm wie auch vom Know-how der technischen Berater bei jeder neuen Bearbeitungsaufgabe beratend zur Seite steht. So ist diese Kooperation erfolgreich für beide Firmen und macht allen Beteiligten sichtlich Freude.
Kontakt:


