


In jeder Hinsicht verbessert der neu konzipierte Kleinfräser die bisher möglichen Resultate, und zwar um ein Vielfaches: So gelten ab sofort neue Maßstäbe für Schnittgeschwindigkeiten, Zustellung, Performance, Standzeit und Oberflächenqualität. Kaum zu glauben, dass diese Resultate gerade bei sogenannt schwer zerspanbaren Materialien am ausgeprägtesten sind.
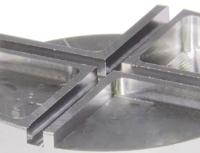 |
| Fräsen von Nuten, Taschen und Wandungen |
 |
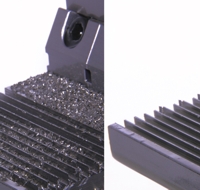
| Integrierte Kühlung für massive Kühlung an der Schneide |
 |
| Rechts der Arbeitsbereich nach dem Fräsen mit CrazyDrill Cool, links mit Fräsern ohne integrierte Kühlung |
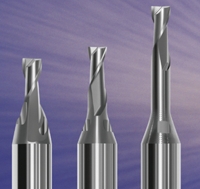 |
| CrazyMill Cool ist das einzige Fräswerkzeug mit integrierter Kühlung im Bereich von Ø0.3 bis Ø4 mm |
Wer rostfreie Stähle bearbeiten muss, kommt schnell mal ins Schwitzen. Nicht nur, weil sich das Werkzeug durch die schlechte Wärmeleitfähigkeit dieser Werkstoffe extrem erhitzt und deshalb riskiert, schnell abgenützt oder beschädigt zu werden. Auch der Faktor Effizienz und Oberflächenqualität ist ein Dauerthema. Mit CrazyMill Cool präsentiert der Schweizer Werkzeugspezialist Mikron Tool SA Agno einen Vollhartmetall-Schaftfräser mit integrierter Kühlung im Durchmesserbereich von 0.3 bis 4 mm. Nuten- oder Taschenfräsen ins Volle, Konturenfräsen, Schlichtfräsen sind seine Stärken. Er vereint Schruppen und Schlichten, verspricht gleichzeitig hohe Effizienz, lange Standzeiten und eine mehrfach bessere Oberflächengüte.
Dass diese Versprechen auch eingehalten werden können, und die Entwickler des Schweizer Werkzeugproduzenten einmal mehr von einem crazy Werkzeug sprechen, dafür sind verschiedene Faktoren verantwortlich. Da ist als erstes das Grundmaterial, ein neu entwickeltes Mikro-Korn Hartmetall, das die Anforderungen sowohl in Sachen Härte als auch Zähigkeit erfüllt. Wesentlich ist natürlich auch die Konstruktion des Werkzeuges mit einer Schneidengeometrie, die speziell (aber nicht nur) ausgerichtet ist auf die Bearbeitung von rostfreien Stählen, wo der Fräser zu seiner Höchstform findet. Eine Kombination von verschiedenen geometrischen Merkmalen führen zum gewünschten Resultat. Ein robuster Schneidenkeil, ein radialer Hinterschliff und eine gezielte Kantenpräparation sind verantwortlich für eine hohe Schneidkantenqualität und –stabilität. Einen wichtigen Beitrag zur Standzeit leistet auch die Beschichtung, neuartig und ebenfalls spezifisch für die schwer zerspanbaren Metalle konzipiert. Dank einem extrem tiefen Reibungskoeffizienten und einer verminderten Affinität gegenüber Stahl bilden sich keine Aufbauschneiden. Zudem zeichnet sie sich durch eine hohe Oxidationsbeständigkeit und Warmhärte aus. Das hilft mit, die Temperatur im grünen Bereich zu halten, es kommt nicht zu einem „Verbrennen“ der Schneiden, was sich wiederum positiv auf die Lebensdauer des Werkzeugs und auf die Qualität der Oberfläche auswirkt.
Die Essenz der Innovation steht jedoch im Zusammenhang mit dem „coolen“ Teil des Namens. Generell gilt: Trockenbearbeitung ist bei rostfreien Stählen nicht möglich, durch die schlechte Wärmeleitfähigkeit des Werkstoffs würde sich das Werkzeug zu sehr erhitzen, die Schneiden „verbrennen“. Die Verwendung eines Kühlmittels ist ein Muss. Beim Mikrofräser von Mikron Tool leiten drei bis vier interne durch den Schaft geführte Kühlkanäle den Kühlmittelstrahl immer dem Werkzeugdurchmesser entlang bis an die Schneiden. Das Resultat ist ein gezielter und massiver Kühleffekt dort, wo er notwendig ist: an den Schneiden, und das in jeder Bearbeitungsposition. Gleichzeitig werden die Späne kontinuierlich aus dem Fräsbereich weggespült, wo sie den perfekten Fräsvorgang stören würden und die Qualität der Oberfläche negativ beeinflussen könnten. Im Verhältnis zum kleinen Durchmesser der Fräser sind die Kühlkanäle groß gewählt. Der dadurch mögliche hohe Volumenstrom an Kühlschmiermittel wirkt äußerst effizient; die durch die Reibung erzeugte Hitze wird vom Schneidöl weitgehend aufgenommen und abgeführt. Sehr interessant ist auch, dass an die Filterung und den Kühlmitteldruck keine besonderen Anforderungen gestellt werden, sodass diese Werkzeuge auch auf konventionellen Maschinen gewinnbringend eingesetzt werden können.
Wenn bis heute eine Zustellung von 0.1 – 0.2 x D fürs Fräsen einer Nute ins Volle als allgemeine Richtlinie galt, ist CrazyMill Cool in der Lage, Tiefen von 1 – 1.3 x D direkt zu erreichen. Man muss kein Rechenkünstler sein – so Herr Markus Schnyder, der Verantwortliche von Mikron Tool International – um zu erkennen, dass bei einer bis fünf Mal schnelleren Schnittgeschwindigkeit und einem vergleichbaren Vorschub die Effizienz des Fräsers um Faktor 10 bis 20 verbessert wird. Interessant ist dabei, dass es ausgerechnet die „schwierigen“ Materialen sind, bei denen der Unterschied im Bezug auf die Leistung am offensichtlichsten ist
Das Tüpfchen aufs „i“ macht gemäß Mikron Tool die Oberflächenqualität aus: Obwohl ins Volle gefräst, erreicht CrazyMill Cool 2-3 Mal bessere Rz-Werte, als man dies von konventionellen Fräsern gewohnt ist.
Ab Lager ist eine komplettes Programm von standardisierten Kleinfräsern verfügbar für verschiedene Anwendungen im Bereich der Uhrenindustrie, Medizinaltechnik, u.a. Als erste Produkte dieser Reihe lanciert Mikron Tool den zylindrischen Kleinfräser in Durchmessern von 0.3 bis 4 mm. Dabei gibt es eine kurze Variante für maximale Frästiefen bis 1.5 x D, eine mittlere bis 3 x D und eine lange bis 5 x D, bei allen ist ein Schneidkopf von 1.5 x D vorgesehen.
Kontakt:


