


Die Krise ist vorbei, doch der Maschinenverkauf bleibt ein hartes Geschäft. Werkzeugmaschinen (WZM) müssen heute wahre „Tausendsassas“ sein, die Werkstoffe aller Art verarbeiten, möglichst ohne Hilfsstoffe auskommen und sich äußerst flexibel sowie schnell an neue Aufgaben anpassen lassen. Was auf WZM-Hersteller und -Betreiber zukommt, berichten zwei renommierte Experten für Zerspanen und Umformen aus Dortmund und Chemnitz.
„In den meisten Branchen gehen die Stückzahlen zurück“, beobachtet Prof. Dr.-Ing. Dirk Biermann, Leiter des Institutes für Spanende Fertigung (ISF) der Technischen Universität Dortmund. „Gefragt sind Maschinen für kleine Losgrößen, die mehrere Verfahren beherrschen und die im Idealfall eine Komplettbearbeitung ermöglichen.“ Sie würden teilweise auch sehr aufwändige Spezialmaschinen ersetzen: Als Beispiel nennt der ISF-Leiter ein Bearbeitungszentrum, mit dem sich dank der Zusammenarbeit eines Maschinenherstellers mit einem Werkzeugproduzenten nun auch effizient Zahnräder herstellen lassen.
Universalmaschine ist eine Unabhängigkeitserklärung
Der Trend zu derartig universellen Bearbeitungszentren, die ein breites Produktportfolio mit kleinen Losgrößen wirtschaftlich bearbeiten können, habe in der Krise deutlich zugenommen. „Mit einer Universalmaschine nimmt die Abhängigkeit von Produkten und Branchen ab“, erklärt Biermann. „Aber es wird nach wie vor Spezialmaschinen für hohe Stückzahlen geben.“ Doch selbst bei klassischen Vertretern für Großserienfertigung zeichne sich eine Trendwende ab: So steige etwa in der Automobilindustrie die Vielzahl an Varianten und Antriebskonzepten, die in immer kürzeren Zyklen auf den Markt kommen. „Auch hier werden Maschinen benötigt, die mit schnellen Änderungen an den zu fertigenden Komponenten problemlos umgehen können“, sagt der Wissenschaftler.
Eine wichtige Rolle spielt mittlerweile auch die Energieeffizienz. Achten sollten die Käufer nicht nur auf die Geräteausstattung – zum Beispiel Einsatz von effizienten Antrieben, Vermeiden von unnötiger Lastaufnahme und Minimieren des Stromverbrauchs im Stand-by-Modus. Sie sollten auch an den Prozess denken.
 Manchmal lohnt sich ein Werkzeugwechsel
Manchmal lohnt sich ein Werkzeugwechsel
Als ein Beispiel aus der Praxis nennt Biemann das Tiefbohren. „Wenn der Anwender keine sehr hohen Ansprüche an die Oberflächenqualität der Bohrung stellt, kann er statt eines Einlippenwerkzeugs Wendeltiefbohrer einsetzen“, erklärt der Institutsleiter. „Sie werden schon standardmäßig mit einem Verhältnis von Länge zu Durchmesser von 40 angeboten.“ Das Plus: Die Wendeltiefbohrer zerspanen laut Biermann mit sehr viel höherem Vorschub (zum Beispiel: 0,2 statt 0,02 mm) – bei deutlich geringerem Kühlschmierstoff-Betriebsdruck (zum Beispiel 25 statt bisher 80 bar). Der Wechsel eines Werkzeugtyps senkt nicht nur den Energieverbrauch der Kühlschmierstoffmittelpumpe und die Bearbeitungszeit. „Gerade beim Tiefbohren kann die enorme Zeitersparnis dazu führen, dass sich Maschinensysteme einsparen lassen“, sagt Biermann.
Mit Blick auf die Nachhaltigkeit empfiehlt er die ganzheitliche Brille, mit der Verfahren prozessübergreifend betrachtet werden: So lässt sich beispielsweise die Härte und Festigkeit von bainitischen Stählen ohne signifikante Verluste der Zähigkeit steigern. Die gezielte Entwicklung der Legierung und des Prozesses sorge außerdem dafür, dass die sonst übliche kosten- und energieintensive Wärmebehandlung für die Vergütung entfallen kann. „Es lässt sich hier die erforderliche Festigkeit nur durch Abkühlen aus der Schmiedehitze erzielen“, erläutert der Professor.
Nachhaltige Zusammenarbeit mit Umformern
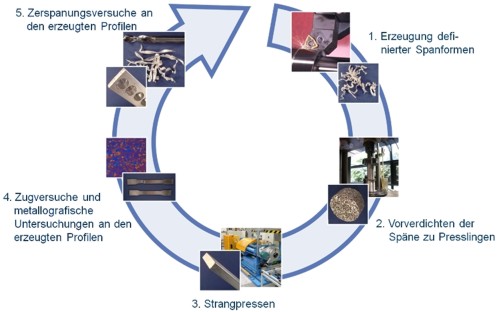
Beim Thema Nachhaltigkeit kommt es in Dortmund zu einem Schulterschluss mit dem Institut für Umformtechnik und Leichtbau (IUL). „Wir verdichten Aluminiumspäne, die eine Strangpresse zu Profilen formt“, sagt Biermann. „Damit erreichen wir jetzt schon Profile mit einer Festigkeit, die bei 95 Prozent der Ausgangsfestigkeit liegt.“ Das Plus: Es entfällt das sonst notwendige und bei Aluminium sehr energieaufwändige Einschmelzen der Späne.
Alles in allem sieht der Fachmann Deutschland als das führende Land auf dem Gebiet der nachhaltigen und energieeffizienten Fertigung an, bei der nicht nur Schwellenländer noch einen Nachholbedarf haben. Biermann: „Sogar Hightech-Länder wie Japan entwickeln ihre energieeffizienten Maschinen in erster Linie für den europäischen Markt.“
Den aktuellen, internationalen Stand der Dinge erfahren der ISF-Leiter, seine Mitarbeiter und Studenten auf der EMO Hannover 2011. Biermann: „Ich erwarte auf der Weltleitmesse für die Metallbearbeitung vor allem neue Entwicklungen und Trends zu den Themen Verfahrensintegration sowie energieeffiziente Maschinen und Prozessen zu sehen. Ebenso werden Leichtbau in der Automobil- und Luftfahrtindustrie sowie die virtuelle Fertigungsplanung eine Rolle spielen.“
Kaltumformen spart Energie
Mit einer Fokussierung der EMO Hannover 2011 auf Ressourceneffizienz rechnet auch Prof. Dr.-Ing. Reimund Neugebauer, Leiter des Fraunhofer-Instituts für Werkzeugmaschinen und Umformtechnik IWU in Chemnitz. Für ihn steht fest, dass sich die Umformtechnik generell durch Materialeffizienz, Leichtbau und höhere Festigkeiten im Aufwind befindet. Als gute Möglichkeit zum Energiesparen bezeichnet der Experte das Kaltumformen, bei dem einerseits energieintensive Erwärmungsprozesse entfallen. Der Betreiber müsse andererseits mit hohen Presskräften und entsprechend viel Energie verbrauchenden Antrieben arbeiten. Einen Ausweg bietet die endkonturennahe Fertigung durch Kaltumformung, die viele Fertigungsschritte und damit Energie einspare. Das Fraunhofer IWU hat dazu beispielsweise ein Verfahren entwickelt, mit dem sich Laufverzahnungen herstellen lassen. Die Chemnitzer walzen zum Beispiel in einem Schritt Verzahnungen für Pkw-Getriebe. Für das Verfahren spricht seiner Ansicht nach:
1. Es kommt zu einer echten Fertigung der Endkontur, die das Rohmaterial ohne Späneanfall ausnutzt.
2. Die Umformung sorgt für eine optimale Faserverteilung sowie für bessere Akustik- sowie Festigkeitseigenschaften.
3. Die Fertigungszeit sinkt um mehr als 80 Prozent, was die Kosten deutlich senkt.
 Auch das Kaltumformen stößt an Grenzen. „Wenn gigantische Presskräfte zum Kaltumformen nötig wären, kommt nur Warmumformung infrage“, stellt Neugebauer fest. „Die Wärme eignet sich zusätzlich, gradierte Festigkeitseigenschaften einzustellen. In einem Blech lassen sich Bereiche mit hoher und mit geringer Festigkeit erzeugen, indem es gezielt abgekühlt wird.“
Auch das Kaltumformen stößt an Grenzen. „Wenn gigantische Presskräfte zum Kaltumformen nötig wären, kommt nur Warmumformung infrage“, stellt Neugebauer fest. „Die Wärme eignet sich zusätzlich, gradierte Festigkeitseigenschaften einzustellen. In einem Blech lassen sich Bereiche mit hoher und mit geringer Festigkeit erzeugen, indem es gezielt abgekühlt wird.“
Presshärten: Rückführen der Abwärme
Auch beim Warmumformen lässt sich Energie einsparen. Als ein Beispiel bezeichnet der Institutsleiter das Presshärten im Karosseriebau, das viel Energie zum Erwärmen benötigt. „Wir gehen das Thema mit Partnern aus der Industrie auf zwei Arten an“, sagt der Fachmann. „Zum einen werden Legierungen entwickelt, die mit weniger Temperatur auskommen. Zum anderen entstehen Werkzeuge, deren Abwärme beim Abkühlen wieder in den Fertigungsprozess zurückgeführt wird.“
Bild 1: Prof. Dr.-Ing. Dirk Biermann, Leiter des Institutes für Spanende Fertigung (ISF) der Technischen Universität Dortmund: „Ich erwarte auf der internationalen Fachmesse EMO 2011 vor allem neue Entwicklungen und Trends zu den Themen der Verfahrensintegration sowie zu energieeffizienten Maschinen und Prozessen zu sehen. Aber auch der Leichtbau in der Automobil- und Luftfahrtindustrie wird, wie auch die virtuelle Fertigungsplanung, eine Rolle spielen.“
Bild 2: Plus für Kaltumformen: Profilwalzen senkt Energiekosten sowie Fertigungszeiten und ermöglicht die Produktion von Endkonturen.
Bild 3: Schulterschluss mit Umformern: Das ISF verdichtet Aluminiumspäne, die eine Strangpresse zu Profilen mit einer Festigkeit formt, die bei 95 Prozent der Ausgangsfestigkeit liegen. Das Plus: Es entfällt das sonst nötige, bei Aluminium sehr energieaufwendige Einschmelzen der Späne.
Kontakt:


