


Der Energiebedarf steigt. Das Bevölkerungswachstum, steigende Lebensqualität der Weltbevölkerung und das langfristig gesehene Wirtschaftswachstum sind wichtige Faktoren in diesem Zusammenhang. Gleichzeitig sind dem Anstieg des Energieverbrauchs Grenzen gesetzt, sei es durch die globale Erwärmung, die Luft- und Umweltverschmutzung oder die begrenzten Ressourcen, wie Öl und Biokraftstoff, und die dadurch steigenden Energiepreise. Daraus folgt, dass der steigende Energiebedarf durch eine verbesserte Energieeffizienz abgedeckt werden muss. Die erforderliche Energieeffizienz wirkt als Technologietreiber für viele Sektoren. Das trifft auch auf stationäre Verbraucher zu. Die Energieeinsparverordnung zum Dämmen von Häusern oder Energieangaben an Haushaltselektrogeräten sind längst Teil unseres Alltags.
Auch mobile Verbraucher müssen zukünftig effizienter werden, um mehr Effektivität der Energie zu erreichen. Dabei fällt der Blick natürlich auf Automobile oder Flugzeuge. Tatsächlich sind die Luftfahrt, die Automobilindustrie und die Energiebranche die hauptsächlich treibenden Branchen, wenn es um die Entwicklung neuer Werkstoffe für ein reduziertes Bauteilgewicht geht. Um niedrigere Massen, einen geringeren Leistungsbedarf und eine höhere Nutzlast zu erreichen, sind Werkstoffe gefordert, die ein günstiges Verhältnis von Dichte zu mechanischen Eigenschaften aufweisen, weniger eine geringe spezifische Dichte. Die wichtigsten Vertreter dieser sogenannten Leichtbauwerkstoffe sind heute in aller Munde: CFK und Titan, sowie Verbundwerkstoffe dieser beiden. Aber auch neue Gusswerkstoffe, wie GGV, Sibodur oder ADI sind dieser Gruppe der Leichtbauwerkstoffe zuzuordnen, wenn man deren Verhältnis von Dichte zu mechanischen Eigenschaften betrachtet.
Die oben benannten Leichtbauwerkstoffe haben darüber hinaus eine weitere Gemeinsamkeit: sie sind in der Regel schwer zu zerspanen. So gibt es in der metallverarbeitenden Industrie wenig Erfahrung auf diesen neuen Gebieten, eine weitere Verbreitung kommt nur schwer voran.
MAPAL beschäftigt sich seit einigen Jahren sehr intensiv mit dem Bearbeiten der Leichtbauwerkstoffe. Für das Bearbeiten von GGV und Sibodur stehen daher adaptierte Werkzeuglösungen für alle Anwendungen zur Verfügung. Zum Bearbeiten der Werkstoffe CFK und Titan wurden ganz speziell im letzten Jahr neue Werkzeuglösungen getestet und eingeführt, die eine prozesssichere und wirtschaftliche Bearbeitung ermöglichen.
Wirtschaftliches Bohren und Besäumen von CFK
Kohlenstofffaserverstärkte Kunststoffe, kurz CFK, mit hoher Festigkeit und Steifigkeit bei niedrigem spezifischem Gewicht, sind die Leichtbauwerkstoffe schlechthin. Anfangs für Formel 1 Chassis eingesetzt, nehmen die Einsatzfelder in der Luftfahrt und im Automobilbau ständig zu. Nach endkonturnaher Herstellung werden die extrem abrasiven Bauteile zu einbaufertigen Komponenten spanend weiterbearbeitet. Um Beschädigungen am Bauteil (z.B. Delaminierung, hervorstehende Fasern an der Werkstückkante) zu verhindern, werden besondere Anforderungen an die Werkzeuge gestellt.
Im Moment stellt das Bohren von Nietlöchern die Hauptanwendung in CFK dar und weist hohe Anforderungen an Qualität und Standzeit auf. MAPAL setzt für die Bearbeitung Vollhartmetall-Bohrsenker mit Diamantbeschichtung ein. Mit dem Werkzeug werden Rattermarken an der Senkung und Delamination am Austritt verhindert. Höchste Genauigkeiten werden erreicht.
Einsatzdaten für den Durchmesserbereich ø 4,1 – 5,47 mm:
 Bohrungstoleranz: 8 µm
Bohrungstoleranz: 8 µm
vc = 85 m/min
f = 0,08 mm
vf = 440 mm/min
Alternativ kommen Vollhartmetall-Bohrer mit spezieller Geometrie zum Einsatz.
Für das Besäumen von CFK sind in der Praxis verschiedene Vollhartmetall-Fräswerkzeuge eingeführt, die im Gleichlauf eingesetzt werden. Um prozesssicher die gewünschten Oberflächen beim Besäumen zu erreichen, setzt MAPAL alternativ zu diesen sogenannten Routern PKD-bestückte Schaftfräser aus dem HP-EndMill Programm ein. Die leistungsstarken Werkzeuge sind drei- oder vierschneidig ausgeführt und überzeugen durch geringen Verschleiß. Sie werden im Gegenlauf eingesetzt.
Wirtschaftliche Titanbearbeitung mit optimierten Werkzeuglösungen
 Haupteinsatzgebiete von Titan sind in der Luftfahrtindustrie Komponenten in Triebwerk, Fahrwerk und Rahmen, im Automobilbau, aber auch in der Medizintechnik (Implantate). Titan ist ein langspanender Werkstoff. Aufgrund der hohen Temperaturbildung an der Schneide sind niedrige Schnittgeschwindigkeiten vorgegeben. Zudem müssen Aufspannung und Bearbeitung absolut stabil sein, da sonst leicht Schwingungen auftreten können.
Haupteinsatzgebiete von Titan sind in der Luftfahrtindustrie Komponenten in Triebwerk, Fahrwerk und Rahmen, im Automobilbau, aber auch in der Medizintechnik (Implantate). Titan ist ein langspanender Werkstoff. Aufgrund der hohen Temperaturbildung an der Schneide sind niedrige Schnittgeschwindigkeiten vorgegeben. Zudem müssen Aufspannung und Bearbeitung absolut stabil sein, da sonst leicht Schwingungen auftreten können.
Zum Fräsen von Titan sind zwei Werkzeuglösungen im Einsatz. Für das Schlichtfräsen wird ein Wechselkopf-Fräser mit Torque Transfer Schnittstelle verwendet, das optimale Drehmomentübergabe und hohe Produktionssicherheit durch niedrige Rundlauffehler bietet. Die Wechsel-Fräsköpfe sind einfach zu montieren, und am Halter ist eine MAPAL Modul-Schnittstelle verbaut, durch die Rundlauffehler ausgeglichen werden können.
Zum Schruppen kommt ein ISO-Tangentialfräser zum Einsatz, der enorme Zeitspanvolumina realisiert.
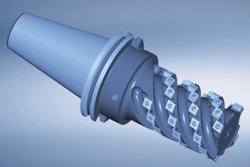 Einsatzbeispiel Strukturbauteil (Verbindung Rumpf/Flügel) in Titan Ti6Al4V bei einer Schnitttiefe ap von 75 mm und einer Eingriffsbreite ae von 25 mm:
Einsatzbeispiel Strukturbauteil (Verbindung Rumpf/Flügel) in Titan Ti6Al4V bei einer Schnitttiefe ap von 75 mm und einer Eingriffsbreite ae von 25 mm:
vc = 70 m/min
n = 350 min-1
fz = 0,12 mm
vf = 168 mm/min
Zeitspanvolumen: 315 cm³/min
Für Reibbearbeitungen in Titan eignen sich besonders die MAPAL Hochleistungs-Reibahlen aus dem HPR-Programm, die hohe Schnittgeschwindigkeiten und Vorschübe erlauben. Beispielsweise werden Anschlussteile am Flügel in Titan Ti6Al4V mit einer sechsschneidigen HPR-Reibahle ø 30,176 mm gerieben. Um die geforderten Genauigkeiten zu erreichen, sind zusätzlich Führungsleisten am Werkzeughalter angebracht.
Das Bearbeiten von Verbundwerkstoffen
 Von Bedeutung ist Titan auch verstärkt als Sandwich-Material im Verbund mit CFK oder Aluminium, um stark beanspruchte Komponenten innerhalb von Strukturbauteilen, beispielsweise die Befestigung von Landeklappen, deutlich zu verstärken.
Von Bedeutung ist Titan auch verstärkt als Sandwich-Material im Verbund mit CFK oder Aluminium, um stark beanspruchte Komponenten innerhalb von Strukturbauteilen, beispielsweise die Befestigung von Landeklappen, deutlich zu verstärken.
CFK-Werkstoffe werden häufig im Verbund mit Titan, mit Aluminium oder mit Aluminium und Titan eingesetzt. Zur Bearbeitung müssen die Werkzeuge für beide bzw. alle drei Materialien optimal ausgeführt sein.
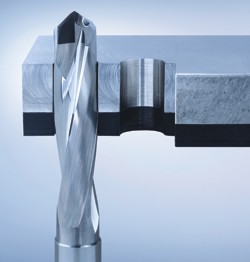
Zum Vollbohren dieser Verbundwerkstoffe setzt MAPAL PKD-Bohrer ein. Das Werkzeug muss eine hohe Durchmesserkonstanz erreichen. Gleichzeitig müssen Gratbildung am Titan und Aluminium sowie Faserüberstände und Delamination am CFK verhindert werden. Geringe Kosten pro Bohrung und hohe Standzeiten vervollständigen die Vorteile des PKD-Sandwich-Bohrers.
Einsatzbeispiel ø 9,3 mm in CFK-Ti-Multilayer:
vc = 27 m/min
n = 900 min-1
f = 0,02 mm
vf = 18 mm/min
Fazit:
Die steigende Bedeutung der Energieeffizienz ist unbestritten. Daher werden Leichtbauwerkstoffe künftig deutlich stärker eingesetzt. Trotz der Schwierigkeiten, die bei der Bearbeitung auftreten können, dürfen die Kosten pro Bauteil nicht steigen.
 Es sind damit neue Werkzeuglösungen erforderlich, die ein vollständiges Prozessverständnis ermöglichen. Gleichzeitig werden hohe Produktivität der Werkzeuge und hohe Qualität der Bearbeitung gefordert, um so in der Konsequenz die Kosten pro Bauteil gering zu halten bzw. zu verringern. MAPAL hat sich der Aufgabe gestellt und zugeschnittene Werkzeuglösungen für diese Anforderungen entwickelt. Das Ergebnis sind prozesssichere Hochleistungswerkzeuge für alle Bearbeitungen und alle Materialien im Bereich Leichtbauwerkstoffe. MAPAL hat sich auch in diesem Bereich fit für die Zukunft gemacht.
Es sind damit neue Werkzeuglösungen erforderlich, die ein vollständiges Prozessverständnis ermöglichen. Gleichzeitig werden hohe Produktivität der Werkzeuge und hohe Qualität der Bearbeitung gefordert, um so in der Konsequenz die Kosten pro Bauteil gering zu halten bzw. zu verringern. MAPAL hat sich der Aufgabe gestellt und zugeschnittene Werkzeuglösungen für diese Anforderungen entwickelt. Das Ergebnis sind prozesssichere Hochleistungswerkzeuge für alle Bearbeitungen und alle Materialien im Bereich Leichtbauwerkstoffe. MAPAL hat sich auch in diesem Bereich fit für die Zukunft gemacht.
Bild 1: Nietlochbohrungen in CFK werden präzise mit einem diamantbeschichteten Bohrsenker eingebracht.
Bild 2/3: Zum Schlichtfräsen von Titan wird ein Wechselkopf-Fräser mit TTS-Schnittstelle eingesetzt.
Bild 4: Das ISO-Tangentialwerkzeug zur Schruppbearbeitung von Titan realisiert beachtliche Zeitspanvolumina.
Bild 5/6: Für das Bearbeiten von CFK-Titan oder CFK-Aluminium-Werkstoffen kommt ein
PKD-bestückter Bohrer zum Einsatz.
Kontakt


