


Mit der von Extrude Hone entwickelten COOLPULSE ECM-Anlage lassen sich innen- und außenliegende Mikrograte von metallischen Bauteilen zuverlässig und schnell entfernen. Dabei werden die Oberflächen geglättet und poliert; rostfreie Stähle werden zugleich passiviert. Die Maschine ist auf zwei unterschiedliche Betriebsarten ausgelegt, auf die wahlweise innerhalb kurzer Zeit umgestellt werden kann.
Zwei Betriebsarten in einer Anlage kombiniert
Die elektrolytische Bearbeitungsanlage COOLPULSE von Extrude Hone ist sowohl für den „Badbetrieb“ als auch für die „Bench-Top“-Bearbeitung mit Hilfe einer Entgratvorrichtung konzipiert. Beim „Badbetrieb“ wird das Werkstück während des Prozesses vollständig in die Elektrolytlösung getaucht. Auf diese Weise werden sämtliche außenliegenden Oberflächen in einem Arbeitsschritt entgratet und poliert. Bei Bearbeitung bestimmter geometrischer Formen, innenliegender Flächen oder spezifischer Anforderungen an Maß- und Formtoleranzen wird eine werkstückspezifische Vorrichtung verwendet.
Das Umrüsten von einer Betriebsart auf die andere ist innerhalb kürzester Zeit möglich, so dass eine hohe Wirtschaftlichkeit und Flexibilität in der Bearbeitung gegeben ist. Für das Endbearbeiten außenliegender Oberflächen sind in der Regel nur einfache und somit preiswerte Kathoden notwendig. Damit ist die Anlage auch zum Oberflächenfinishing kleinerer Produktionsmengen geeignet.
 Die Fließgeschwindigkeit des Elektrolyts, ein nicht zu vernachlässigender Prozessparameter, wird durch den sogenannten „Agitator“ geregelt, der die Teile im Bad hin und her bewegt. Zusätzlich wird der Elektrolyt durch ein kontinuierliches Durchblasen von Druckluft vom Tankboden her in Bewegung gehalten. Dadurch wird die Qualität der Bearbeitung positiv beeinflusst und Flusslinien sowie Ablagerungen am Werkstück verhindert.
Die Fließgeschwindigkeit des Elektrolyts, ein nicht zu vernachlässigender Prozessparameter, wird durch den sogenannten „Agitator“ geregelt, der die Teile im Bad hin und her bewegt. Zusätzlich wird der Elektrolyt durch ein kontinuierliches Durchblasen von Druckluft vom Tankboden her in Bewegung gehalten. Dadurch wird die Qualität der Bearbeitung positiv beeinflusst und Flusslinien sowie Ablagerungen am Werkstück verhindert.
Die COOLPULSE-Anlage, die mit einer Leistung von 12 oder 24 kW lieferbar ist, enthält ferner alle Funktionen, die zum prozesssicheren Bearbeiten notwendig sind und trägt dabei allen Umweltschutzaspekten Rechnung. Ein Filtermodul zur kontinuierlichen Elektrolytreinigung und ein Kühlaggregat, das den Elektrolyt auf die gewünschte Betriebstemperatur kühlt, sind im Leistungsumfang des Grundmoduls enthalten. Durch ihre kompakte Bauweise lässt sich die Anlage zudem problemlos in jede Fertigungsumgebung integrieren.
„Coolpulsen“ perfektioniert die Oberflächenbearbeitung
Das „Herzstück“ des COOLPULSE ECM-Verfahrens ist der spezielle Elektrolyt, der ausschlaggebend für das Erreichen der hohen Oberflächengüte ist. Der Elektrolyt ist umweltfreundlich und enthält keine instabilen oder erwärmten Säurelösungen.
Der COOLPULSE-Prozess löst sichtbare Grate und Mikrounebenheiten auf, trägt Material im Hundertstel-Millimeter-Bereich ab – auch von kleinen komplexen 3D-Formen – oder poliert filigrane Komponenten, die weder mechanisch noch thermisch beansprucht werden dürfen. Die Bearbeitungszeit liegt meist zwischen 15 und 180 Sekunden, je nach Werkstoff und gewünschtem Ergebnis.
Bearbeitet werden können die meisten Metalle wie Weichstähle, Schmiedeeisen, Edelstahl, Aluminium etc. Prädestiniert ist COOLPULSE unter anderem für Komponenten aus der Medizin- und Feinwerktechnik, elektrische und elektronische Bauteile, Automobilteile sowie in der Mikrosystemtechnik.
Bild 1: Die COOLPULSE ECM-Anlage entgratet und poliert innen- und außenliegende Flächen und Konturen.
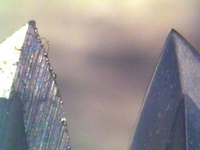
Bild 2: Spitze eines medizintechnischen Instruments (Trokar) – vor und nach der Bearbeitung mit COOLPULSE ECM.
Kontakt:
Anmerkungen:
Mit der Erfindung des patentierten Druckfließläppverfahrens AFM (Abrasive Flow Machining) – einer unkonventionellen Methode zum Entgraten, Polieren und Verrunden von schwer zugänglichen Oberflächen – definierte 1966 Extrude Hone (Hauptsitz in Irwin, PA, USA) neue Qualitätsmaßstäbe in der Oberflächenbearbeitung. Heute ist Extrude Hone führend in den unkonventionellen Prozesstechnologien AFM, ECM und TEM. Die Verfahren von Extrude Hone werden eingesetzt zum Entgraten und Polieren sowie in der Endbearbeitung von Oberflächen und Kanten. Extrude Hone liefert technische Lösungen für die Feinbearbeitung in den Bereichen Automobiltechnik, Luftfahrt, Fluidtechnik, Lebensmittelverarbeitung, Halbleiterindustrie, Medizintechnik, Formen & Werkzeuge. Das Unternehmen baut jedoch nicht nur Anlagen, sondern stellt seine Prozesstechnologien der Industrie auch über ein globales Netzwerk an Lohnfertigungsstätten zur Verfügung. Extrude Hone ist ein Tochterunternehmen von Kennametal Inc., einem der führenden Hersteller von Werkzeugen und Werkzeugsystemen mit Hauptsitz in Latrobe/PA, USA.


