


Als Innovationen haben sie Auszeichnungen erhalten. Sie sind weltweit in Tausenden von Werkzeugmaschinen im Einsatz und haben sich bei den anspruchsvollsten Fertigungsaufträgen bewährt. Auf der METAV 2008 präsentierte die LMT eine Auswahl der erfolgreichsten Präzisionswerkzeuge und Schneidstoffe aus dem aktuellen Gesamtprogramm.
Neue VHM-Reibahlen von LMT Belin: Kostengünstige Alternative für die Finish-Bearbeitung von Ventilsitz und -führung
Gemeinsam mit den Hartmetallspezialisten von Boehlerit hat LMT Belin eine neue Reibahlengeneration aus speziellen Ultrafeinkorn-Hartmetallsubstraten entwickelt, die bis zu 80 Prozent der Standzeit von CBN-Schneiden beim Finish der 45°-Fase in Sintermetall erreichen. Erstmals auf der EMO 2007 in Hannover präsentiert, haben sich die Werkzeuge innerhalb kürzester Zeit als zuverlässige und kostengünstige Alternative zu CBN-Wendeschneidplatten und gelöteten PKD-Werkzeugen bei der Ventilsitzbearbeitung etabliert. Vor allem in der Großserienproduktion mit vielen Gleichteilen und wenig Werkzeugwechseln können Anwender mithilfe der neuen Reibahlen die Gesamtkosten deutlich senken.
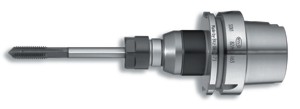 Synchrofutter von LMT Bilz: Prozesssicherheit beim Gewindebohren
Synchrofutter von LMT Bilz: Prozesssicherheit beim Gewindebohren
Durch die Synchronisation zwischen Vorschub und Drehzahl bieten CNC-Maschinen die Möglichkeit, Gewinde ohne Ausgleichsfutter zu fertigen. Ändert die Maschine die Drehrichtung der Maschinenspindel, können jedoch Synchronisationsfehler auftreten, die sich bei starr eingespannten Gewindebohrern negativ auf die Standzeit des Gewindebohrers und auf die Gewindequalität auswirken. Synchrofutter mit Pendelung von LMT Bilz kompensieren diese Synchronisations- und Achsfehler und garantieren beste Gewindequalität bei optimaler Standzeit, sowohl für konventionelle Gewindebohrer als auch für spezielle Synchrogewindebohrer.
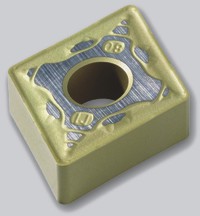 Nanolock von LMT Boehlerit: innovative Anbindungsschicht für Hochleistungsschneidstoffe
Nanolock von LMT Boehlerit: innovative Anbindungsschicht für Hochleistungsschneidstoffe
Nanolock, die innovative Anbindungsschicht von LMT Boehlerit für Hochleistungsschneidstoffe, hat sich innerhalb kürzester Zeit zu einem echten Bestseller-Produkt entwickelt. Großaufträge, wie die Instandsetzung des Schienennetzes der Londoner U-Bahn mittels eines speziell entwickelten Schienenfräszugs, sind Belege für die Leistungsfähigkeit von Nanolock. Das Geheimnis von Nanolock ist ein spezielles Hochtemperaturverfahren, durch das es Boehlerit gelang, eine Compositschicht aus nanokristallinem Titancarbonitrid zu erzeugen. Die ultrafeine Nadelstruktur dieser Anbindungsschicht hält die darauf folgende Keramikschicht, die als Hitzeschutzschicht in der Zerspanung dient, fest zusammen. Mit den Drehsorten Steeltec LC240F, LC215K und LC225K stellt Boehlerit drei Schneidstoffe vor, die hart und zäh zugleich sind.
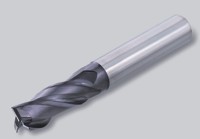 DHC-Fräser von LMT Fette: Schruppen und Schlichten mit demselben Werkzeug
DHC-Fräser von LMT Fette: Schruppen und Schlichten mit demselben Werkzeug
Für die Zerspanung von anspruchsvollen Werkstoffen wie Edelstahl, Titan oder Aluminium haben sich DHC-Fräser von LMT Fette bewährt. DHC steht für Different Helix Cutter: Fräser mit ungleichem Drallwinkel. Ihr extrem schwingungsarmer und kräfteschonender Einsatz ermöglicht Schlichtqualität unter Schruppbedingungen – und spart so einen Arbeitsgang. Im Vergleich zu monogedrallten Ausführungen ist das Zeitspanvolumen des DHC-Fräsers wesentlich höher. Durch seine große Zähnezahl eignet er sich optimal für hohe Zahnvorschübe beim Kantenfräsen. Mit der Fräserausführung „kurz“ kann der Vorschub nochmals um bis zu 40 Prozent erhöht werden. DHC-Fräser von Fette erzielen hohe Oberflächengüten und bieten das maximale Zeitspanvolumen für eine wirtschaftlichere Bearbeitung.
 1D-Messerkopfsystem von LMT Kieninger: Mehr Zähne sorgen für „mehr Biss“
1D-Messerkopfsystem von LMT Kieninger: Mehr Zähne sorgen für „mehr Biss“
Der Vielzahnfräser FEEDJet von LMT Kieninger ist ein innovatives Messerkopfsystem, das mit mehr Schneiden ausgestattet ist als vergleichbare Produkte. Das Ergebnis sind höhere Vorschubraten und längere Standzeiten als bei vergleichbaren Messerkopfsystemen. Die μm-genaue Feinjustierung im Planlauf in Verbindung mit der hohen Schneidenzahl sorgt für höchste Oberflächenqualitäten und gratarme Bearbeitungen. Eine rückseitige Verzahnung sichert die Schneiden gegen die Fliehkraft und ermöglicht es, das Werkzeug schnell und sicher einzustellen. FeedJet-Fräser sind flexibel für Schrupp-Semifinish und -Finishoperationen einsetzbar und eignen sich für das Planfräsen von Nichteisenmetallen, speziell Aluminiumguss. In Verbindung mit CBN-Schneidstoffen ist auch die effiziente Bearbeitung von Grauguss möglich.
 SERF-Schaftfräser von LMT Onsrud: Optimierte Schneidengeometrie garantiert höchste Qualität beim Schruppen und Schlichten von Verbundwerkstoffen
SERF-Schaftfräser von LMT Onsrud: Optimierte Schneidengeometrie garantiert höchste Qualität beim Schruppen und Schlichten von Verbundwerkstoffen
Mit dem zunehmenden Anteil von Verbundwerkstoffen wächst die Bedeutung von Werkzeugen, die eine wirtschaftliche Bearbeitung ermöglichen. Durch den mehrlagigen Aufbau des Materials müssen Werkzeuge so konstruiert sein, dass sich bei der mechanischen Bearbeitung keine Fasern ablösen und die Temperaturbelastung des als Klebstoff verwendeten Harzes möglichst gering bleibt. Wegen des stark abrasiven Charakters des Werkstoffs müssen die Werkzeuge außerdem optimal gegen Verschleiß geschützt sein. Speziell für das Schruppen und Schlichten von glas- und kohlefaserverstärkten Verbundwerkstoffen hat LMT Onsrud deshalb im Jahr 2005 die neue Produktreihe der SERF-Schaftfräser entwickelt. SERF steht für Sinusoidal Edge Rougher Finisher. Die optimierte Schneidengeometrie der PKD-Fräser sorgt für einen optimalen Schnitt und reduziert die mechanischen Belastungen von Material und Werkzeug. Das Ergebnis sind glatte und gerade Schnittkanten ohne Delamination und ohne aufwendige Nachbearbeitung.
Kontakt


