


„Wir lieben ultrapräzise Metallbearbeitung.“ Mit diesem Statement macht Martin Bräm, Geschäftsführer der Schweizer Gebr. Bräm AG, deutlich, wo die Leidenschaft seines Unternehmens liegt. Ein Segment, in das Bearbeitungszentren der Kern Microtechnik GmbH, Eschenlohe, perfekt passen. Ob Einzelteil oder Serienwerkstück – das Ergebnis ist immer gleich: µm-genau mit perfekter Oberfläche.
Im Jahr 1965 gründeten die Brüder Karl und Walter Bräm einen kleinen Zweimannbetrieb mit nachvollziehbarem Namen: Gebrüder Bräm. Hochgenaues Profilschleifen und Erodieren zählte zu den ersten Technologien, die das Unternehmen als Lohnfertiger anbot. Auch heute spielt Präzision für den Familienbetrieb mit 30 Mitarbeitern die entscheidende Rolle, unterstreichen Firmenchef Martin Bräm (Sohn von Karl) und sein technischer Geschäftsführer und Betriebsleiter Raphael Bausch. Seit 1998 leiten sie gemeinsam das erfolgreiche Schweizer Unternehmen in Dietikon.
Die Präzisionsexperten der Gebr. Bräm AG unterstützen ihre Kunden bereits bei der Bauteilentwicklung mit fertigungsorientiertem Know-how und beherrschen rund zwanzig verschiedene Fertigungstechnologien. Nicht zuletzt deshalb sind sie in der Lage, auch schwierigste, sehr harte Materialien zu bearbeiten. Ein Vorteil, den all ihre Kunden sehr schätzen, denn sie stammen aus durchwegs anspruchsvollen Branchen wie der Mikrofluidik, Halbleitertechnik, MedTech, Textilmaschinen-, Uhren- und optischen Industrie.
Werksbesuch hat restlos überzeugt

Trotz umfangreicher Erfahrungen, machte eine Kundenanfrage zu Bauteilen, die mit dem bestehenden Maschinenpark nicht bewältigt werden konnte, die beiden Firmenchefs erst einmal ratlos. Entsprechend machten sie sich auf die Suche nach geeigneten Fräsmaschinen und wurden im Jahr 2011 in Oberbayern bei Kern Microtechnik fündig. Der erfahrene Techniker Bausch erkannte schnell das Potenzial der Bearbeitungszentren aus Eschenlohe. Insbesondere das Fünfachszentrum Kern Triton mit hydrostatischen Führungen rückte in den Fokus seines Interesses. Er war sicher, dass sich damit die Erwartungen des besagten Kunden erfüllen lassen. Darüber hinaus erkannten er und Martin Bräm noch deutlich mehr Potenzial, was ihren Vorstellungen entgegenkam, neue Branchen zu erobern.

Dass dies gelingen kann, davon war Raphael Bausch spätestens nach dem Werksbesuch bei Kern restlos überzeugt: „Ich werde nie vergessen, wie ich im Vorführzentrum aufgefordert wurde, meine Hand auf eine Achse mit hydrostatischer Führung zu legen. Nach dem Zuschalten der Hydrostatik „schwebte“ der 80kg Achsblock auf einem 15 µm hohen Ölfilm und ich konnte ihn ohne Kraftaufwand bewegen. Dabei spürte ich nichts, wirklich gar nichts. In diesem Moment habe ich verstanden, warum diese Maschine in der Lage ist, µm-genau zu fertigen.“

Gefühlt – gekauft, so lässt sich in kurzen Worten beschreiben, was damals geschah. Und letztlich erfüllte dieses technische Wunderwerk alle Erwartungen. Als die Schweizer Uhrenindustrie erfuhr, dass Bräm mit Kern Maschinen arbeitet, fasste das Unternehmen auch in diesem Markt Fuß. Und damit nicht genug, erinnert sich Martin Bräm: „Kurze Zeit später erhielten wir auch erste Aufträge aus der optischen Industrie. Der Kunde suchte ganz bewusst nach einem Präzisionsfertiger, der mit Bearbeitungszentren von Kern arbeitet.“

Eine Partnerschaft die Grenzen verschiebt
Die damit neu gewonnenen Kunden und Branchen zählen bis heute zu den wichtigen Umsatzträgern bei Gebr. Bräm. Nach der Geschäftsbeziehung zu Kern Microtechnik gefragt, findet Martin Bräm eindeutige Worte: „Wir haben mit Kern einen Partner gefunden, der unsere Werte zu hundert Prozent teilt und mit denen wir auf Augenhöhe zusammenarbeiten.
Das bayrische Unternehmen baut Top-Maschinen und ihre Mitarbeiter pflegen persönliche Kontakte in einer so intensiven Weise, dass daraus immer wieder Ideen, Projekte und Lösungen entstehen, die letztlich allen zugutekommen – Kern, uns und unseren Kunden.“ Raphael Bausch ergänzt: „Ohne Kern wären wir nicht da, wo wir heute sind – in der Champions League der Präzisionszerspanung“.

Inzwischen stehen mit einer Kern Pyramid Nano und einer Kern Micro Vario zwei Fünfachs-Bearbeitungszentren aus Eschenlohe in Dietikon. Beide Maschinen sind mit einer Werkstückautomatisierung von 3R ausgestattet und können am Tag bemannt, nachts und an den Wochenenden mannlos die anspruchsvollsten Kundenteile fertigen. Nach Frässtunden gefragt, nennt Martin Bräm beispielhaft die der Kern Micro Vario im Jahr 2023: „Das waren genau 6.669 Stunden!“
Formtoleranz von +/- 1µm und Oberflächengüte <Ra 0,02µm
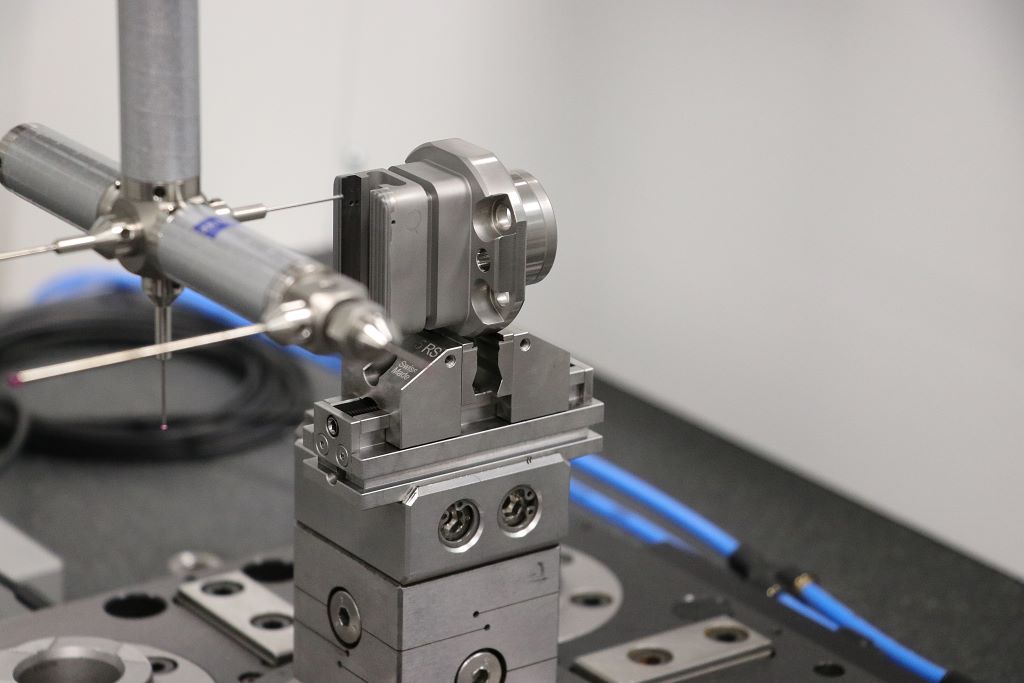
Dass mit den Möglichkeiten der Ultrapräzisionsfertigung auch die Erwartungen der Kunden steigen, hat Bräm schon mehrfach erfahren. So produziert das Unternehmen inzwischen beispielsweise sogenannte Pankrates in Serie. Das sind zentrale Halteelemente für die Mikroskopie mit Toleranzen von wenigen µm. Eine noch höhere Präzision erfordern nickelbeschichtete Formeinsätze für die Mikrofluidik, wie Raphael Bausch hervorhebt: „Unser Kunde forderte eine Formtoleranz von +/- 1µm und eine Oberflächengüte von <Ra 0,02µm. Diese Werte wollten wir zuerst gar nicht bestätigen. Letztlich haben wir sie aber doch erreicht.“
Entscheidend für solche Erfolge sind viele Faktoren, die ineinandergreifen müssen. Allen voran steht in diesem Fall das Bearbeitungszentrum Kern Pyramid Nano. Stephan Zeller, Gebietsverkaufsleiter von Kern erklärt dazu: „Mit hydrostatisch gelagerten Achsen, hydrostatischen Gewindetrieben und wellengekühlter Frässpindel stößt diese Maschine in langzeitstabile Bereiche von Genauigkeit und Oberflächenqualität vor, die anders nicht realisierbar sind.“ So ausgestattet, kann dieses BAZ nicht nur Fräsen, sondern auch Koordinatenschleifen – in einer Aufspannung.
Messen heißt Wissen
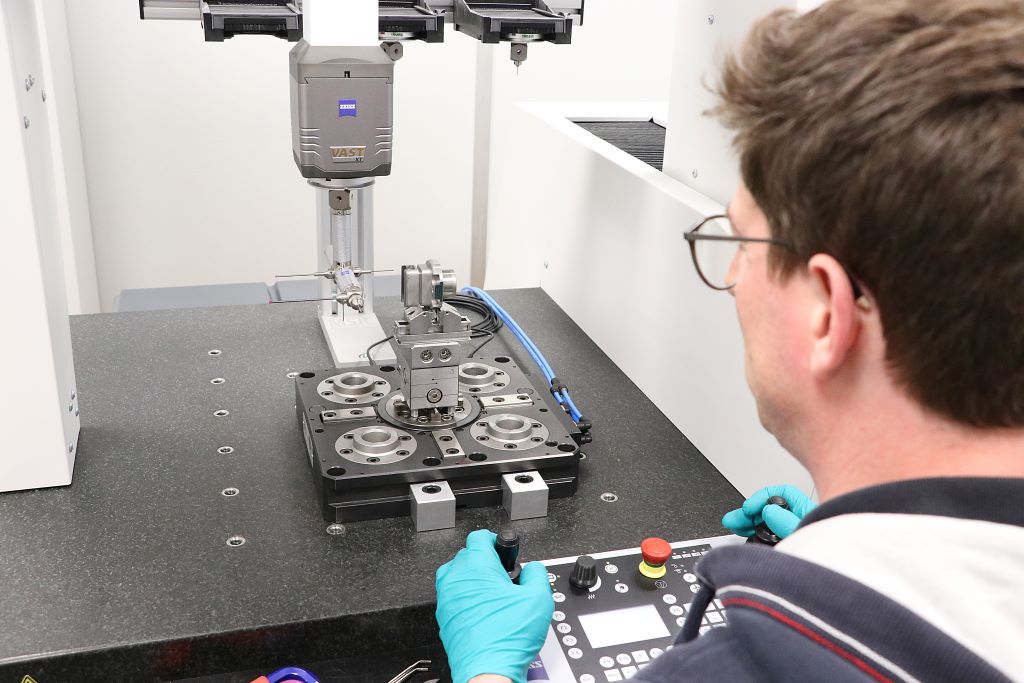
Darüber hinaus muss laut Betriebsleiter Bausch das gesamte Fertigungsumfeld stimmen – vom Maschinenbediener über das Spannsystem bis hin zum Werkzeug und zur Messtechnik. Letzteren Punkt hebt er besonders hervor: „Messen heißt wissen. Und wissen heißt, wir können zum richtigen Zeitpunkt in den Fertigungsprozess eingreifen“, erklärt der Technikchef und zeigt sich von den Kern Maschinen begeistert, denn „wenn wir bei denen ein halbes µm zustellen, dann trägt sie auch ein zusätzliches halbes µm ab!“
Damit legt Gebr. Bräm die wichtige Basis dafür, hundert Prozent Gutteile zu liefern, bei einer Ausschussrate, die gegen Null geht.
Um langfristig Formtoleranzen im unteren µm-Bereich einhalten zu können, ist aber noch ein weiterer Faktor entscheidend: ein klimatisiertes Umfeld! Deshalb stehen die Kern-Maschinen der Gebr. Bräm AG auch in einem Raum, der weitgehend konstant auf 20 Grad Celsius gehalten wird. Weitgehend deshalb, weil auch dieser Raum in einem Produktionsumfeld angesiedelt ist, wie der Betriebsleiter erklärt: „Mitarbeiter gehen rein und raus. Da sind leichte Temperaturschwankungen kaum zu vermeiden.“ Das Schweizer Unternehmen wäre aber nicht so erfolgreich, wenn es nicht auch dafür eine Lösung gefunden hätte.
Mannlose Schichten sind noch präziser
„Wenn µm Toleranzen am Bauteil gefordert sind, – also bei besagten Formtoleranzen von +/- 1µm oder Oberflächengüten von <Ra 0,02µm, brauchen wir stabile thermische Bedingungen“, erläutert Raphael Bausch. Martin Bräm ergänzt: „Solche Bauteile fertigen wir in der mannlosen Zeit – also nachts oder an den Wochenenden.“ Da bleiben die Türen des Präzisionsbereichs durchgängig geschlossen und man verlässt sich auf die Langzeitstabilität der Bearbeitungszentren.

Insbesondere bei Langläufern ist dies wichtig. Denn hier wäre ein Ausschuss besonders teuer. Zwei Beispiele dazu: Die Kern-Maschinen bearbeiten bei Gebr. Bräm Formeinsätze mit Naturdiamantfräsern rund 70 Stunden am Stück – ohne Pause. Bipolarplatten für die Brennstoffzellentechnologie bleiben mitunter sogar 140 Stunden auf der Maschine.
Solche Bauteile haben dann schnell einen Wert von mehreren Tausend Euro. Fehler dürfen in solchen Fällen nicht passieren, bekräftigen die Geschäftsführer und freuen sich, dass sie von ihren Kern-Bearbeitungszentren noch nie enttäuscht wurden.
Kontakt:


