


Wenn man als Maschinenhersteller in eine Maschine investiert, werden bei einem Benchmark gegenüber herkömmlichen Vergleichen sicher ganz andere Maßstäbe angesetzt. Das gilt auch für das Unternehmen WEILER. Im Rahmen der Vergleiche mit sieben namhaften Anbietern wollte man sich vor Ort über die Fertigungstiefe informieren und sehen wie Maschinenkomponenten hergestellt werden. In einem zweiten Schritt hatte man für eine Probebearbeitung ein sehr kritisches Bauteil gewählt, bei dem der Prozess hinsichtlich Genauigkeit und Zeit ausgelegt werden sollte. Um es kurz zu machen: HELLER hat mit dem 4-Achs-Bearbeitungszentrum H 5000 überzeugt.


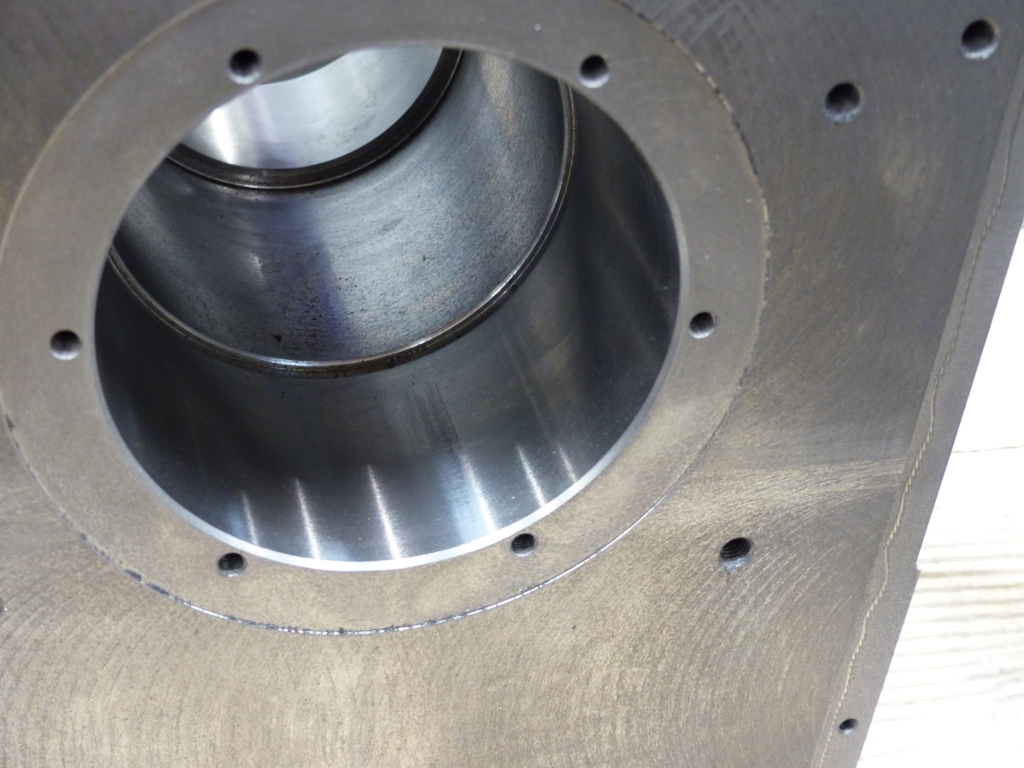
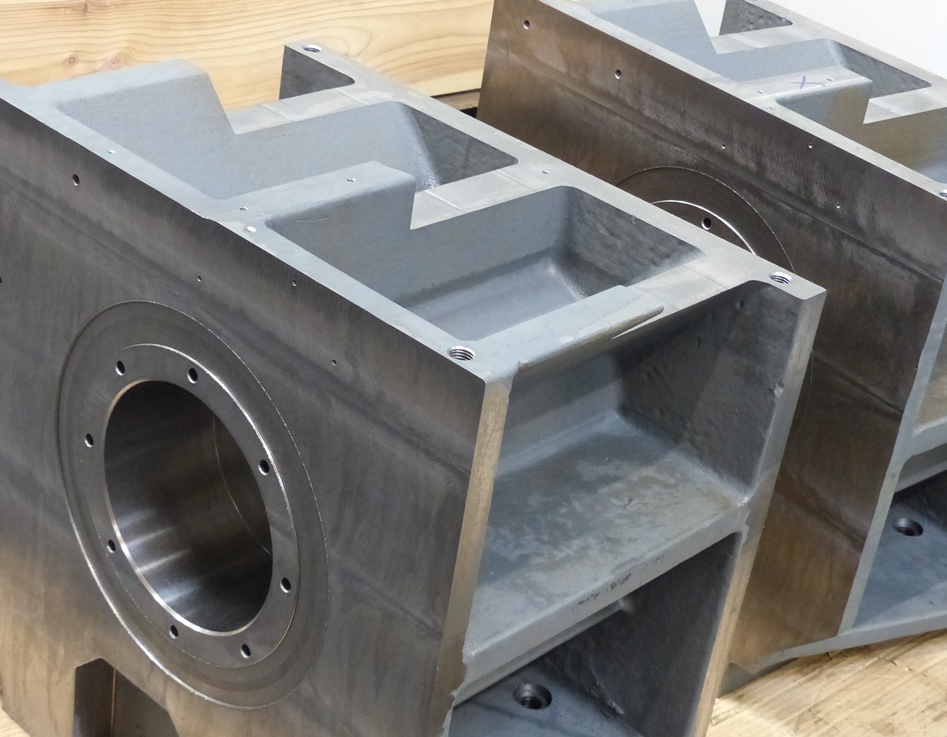
Für Volker Preisig, Bereichsleiter Produktion & Montage bei WEILER Werkzeugmaschinen, ist diese Investition bis heute die richtige Entscheidung gewesen: „Dieses kritische Bauteil war ein Spindelkasten mit einer Toleranz in der Rundheit und Zylinderform von 2,5 µm. Das hat das Bearbeitungszentrum, ohne Honen, problemlos geschafft. Die Geometrie der Maschine ist ausgezeichnet, das ist die Qualität eines Lehrenbohrwerks. Außerdem lag auf unseren älteren Maschinen die Laufzeit pro Spindelkasten bei 120 min., die konnten wir mit der H 5000 halbieren.“
Nun sind Vergleiche mit älteren Maschinen immer mit Vorsicht zu genießen. Fakt ist aber, dass man enorme Kapazitäten geschaffen hat und mittlerweile mit der zweiten H 5000 nicht nur die Versorgungssicherheit gewährleistet, sondern darauf alle Bauteile bearbeitet, die hohe Genauigkeiten erfordern. Das sind neben den Spindelkästen auch Lagerböcke bis hin zu Reitstockplatten und weiteren Kleinteilen. Bei den Planflächen liegt man unter 5 µm.
Nun kommt diese Präzision nicht von ungefähr, wie sich Bernd Weinberger, Gebietsverkaufsleiter bei HELLER, erinnert: „Die Firma WEILER hat als Option das Präzisionspaket ausgewählt, das durch den Abgleich der Linearmaßstäbe mit dem Wärmewachstum des Werkstücks dessen erreichbare Genauigkeit erhöht. Im konkreten Fall war es so, dass HELLER bereits bei der Montage der H 5000 sehr aufwändig die Toleranzen der Führungskomponeten zueinander abgestimmt hat. Diese mechanische Kompensation bzw. Grundgenauigkeit führen dann zu solch einer äußerst präzisen Maschine.“
Neue Taktzeiten sind eine Ansage
Das Ziel der Investition in die zweite H 5000 war, in Emskirchen alle Bauteile auf jeweils einer autarken Maschine zu fertigen. Deshalb wurde u.a. die Option Werkzeugmagazin mit 150 Plätzen gewählt und an beiden Maschinen jeweils ein flexibles Fertigungssystem von Fastems installiert. Trotz der geringen Losgrößen zwischen 3 bis 100 Stück und überwiegend Wiederholteilen setzt man bei WEILER nicht auf Sonderspannmittel. Im Gegenteil, bei den ca. 90 Prozent Rohgussteilen aus GG 25 versucht man so universell wie möglich zu bleiben.
Für Kevin Rösch, verantwortlich für die Fertigungssteuerung ist deshalb ein eigens entwickelter Vierfach-Schraubstock das Allround-Spannmittel schlechthin: „Seitdem wir auf den HELLER Maschinen fertigen, versuchen wir alles so simpel wie möglich zu halten. Die Bearbeitung des Gusses ist kein Problem, jedoch die Spannung. Unabhängig davon, haben wir schon getestet, was mit den Maschinen geht. Die Leistung und Steifigkeit sind wirklich beeindruckend. Wir suchen zwar nicht die Sekunde aber drei Spindelkästen in drei Stunden anstatt wie vorher in sechs Stunden ist eine Ansage. Wir fertigen im Jahr mehrere Hundert Spindelkästen.“
Was die Leistung angeht, setzt man auf die Standardspindel der H 5000 mit HSK 100, 8.000 min-1 und 2.822 Nm Drehmoment. Einen wesentlichen Anteil an der enormen Reduzierung der Taktzeiten hat aber auch die Tatsache, dass Bearbeitungsschritte entfallen. Konkret werden die Spindelkästen in zwei Aufspannungen bearbeitet. In einer Aufspannung wird zunächst die Auflage feingeschlichtet, früher musste diese geschliffen werden. Mit der Präzision der H 5000 Bearbeitungszentren reicht das Feinfräsen für entsprechende Ebenheiten und Oberflächen. Für das Ausdrehen der Spindelkasten-Bohrungen wird ein von HELLER empfohlenes Werkzeug genutzt, das die engen Toleranzen problemlos sicherstellt.
Mit über 5.000 Spindelstunden pro Maschine wurden so mittlerweile Kapazitäten geschaffen, die es ermöglichen, die komplette Abteilung Montage durch die Eigenfertigung zu versorgen. Selbst wenn den Verantwortlichen bei WEILER die HELLER Gene wie Produktivität, Genauigkeit und Zuverlässigkeit wichtig waren, wollte man auf eine hohe Verfügbarkeit und Flexibilität nicht verzichten. Flexibilität deshalb, weil man bei WEILER zwar jedes Jahr eine Planung erstellt, die Realität, besonders in den derzeit turbulenten Zeiten, erfordern aber kontinuierlich Modifizierungen, Produktoptimierungen oder Sonderlösungen.
Stellt sich abschließend die Frage, ob der Altersunterschied der beide Bearbeitungszentren in Emskirchen spürbar ist. Dazu Volker Preisig: „Wir können da keine großen Unterschiede feststellen. Mein Eindruck ist, dass HELLER die Präzision nochmals gesteigert hat. Und Tatsache ist aber auch, dass die erste H 5000 die Leistung und Präzision so zuverlässig wie am ersten Tag bringt. Deshalb gehen wir davon aus, dass beide Maschinen bei entsprechender Wartung und Pflege das auch die nächsten 20 bis 30 Jahre tun.“
Kontakt:


