


Wenn die Krisen der letzten Jahre eines deutlich vor Augen geführt haben, dann wie fragil Lieferketten sind und wie schnell diese auch gestört sein können. Daraus resultiert die Tatsache, dass derjenige das Geschäft macht, der liefern kann. Infolgedessen werden etliche Prozesse wieder ins Haus geholt, die Hersteller und Fertigungsunternehmen vor Jahren aus Kostengründen ins Ausland ausgelagert haben. Auf der Messe AMB war dieser Trend offensichtlich und ein Grund für deren Erfolg. Dumm nur, wenn mit den Prozessen auch das Know-how abgewandert ist.
Trend mit Tücken: Fertigungsprozesse wieder zurück holen
Das erfolgreiche Zerspanen von Stahl im Allgemeinen und das kompetente und wirtschaftliche Fräsen im Besonderen ist von zahlreichen Stellgrößen beeinflusst, deren Komplexität einem schnell über den Kopf wachsen kann. Willkommen sind daher Werkzeughersteller, die von der Anwendungsseite her denken – und die bei komplexen Fertigungsprozessen auch bereitwillig beraten können.
Der schwäbische Mittelständler Karl-Heinz Arnold GmbH ist unter der Marke Arno Werkzeuge bekannt für seine Dreh- und Abstechwerkzeuge. Weniger bekannt ist, dass das familiengeführte Unternehmen auch Fräswerkzeuge entwickelt und in Deutschland herstellt. „Mit großer Fertigungstiefe, eigener Entwicklungskompetenz und globalen Vertriebsstrukturen fertigen wir hochmoderne und leistungsfähige Fräswerkzeuge, die weltweit für produktives Fräsen eingesetzt werden“, berichtet Arno-Marketing-Teamleiter Christian Kimmich.
Mit Anwendungs-Know-how bereitwillig unterstützen
Dazu gehören vor allem ein Trägerwerkzeug für Eckfräs- und HFC-Wendeschneidplatten, ein multifunktionales System zum HFC- und Eckfräsen sowie ein Planfrässystem und Vollhartmetallfräser. Insbesondere ein neues System zum Planfräsen berücksichtigt dabei eine aktuelle Entwicklung. „Ein Trend bei Anwendern geht zu kleineren Aufmaßen der zu bearbeitenden Werkstücke, die schneller, mit höheren Vorschubgeschwindigkeiten gefahren werden“, berichtet Marco Staiger, Anwendungstechniker bei ARNO Werkzeuge.
Genau dafür hat der Hersteller das FT-Planfrässystem 09 entwickelt. Laut Hersteller ist das FT-System grundsätzlich sehr stabil und zeichnet sich durch einen weichen Schnitt sowie hohe Laufruhe aus. Das schont die Spindel. Möglich wird das durch eine große Plananlage der Trägerwerkzeuge, einen positiven Spanwinkel trotz negativer Einbaulage sowie die Differenzialteilung.
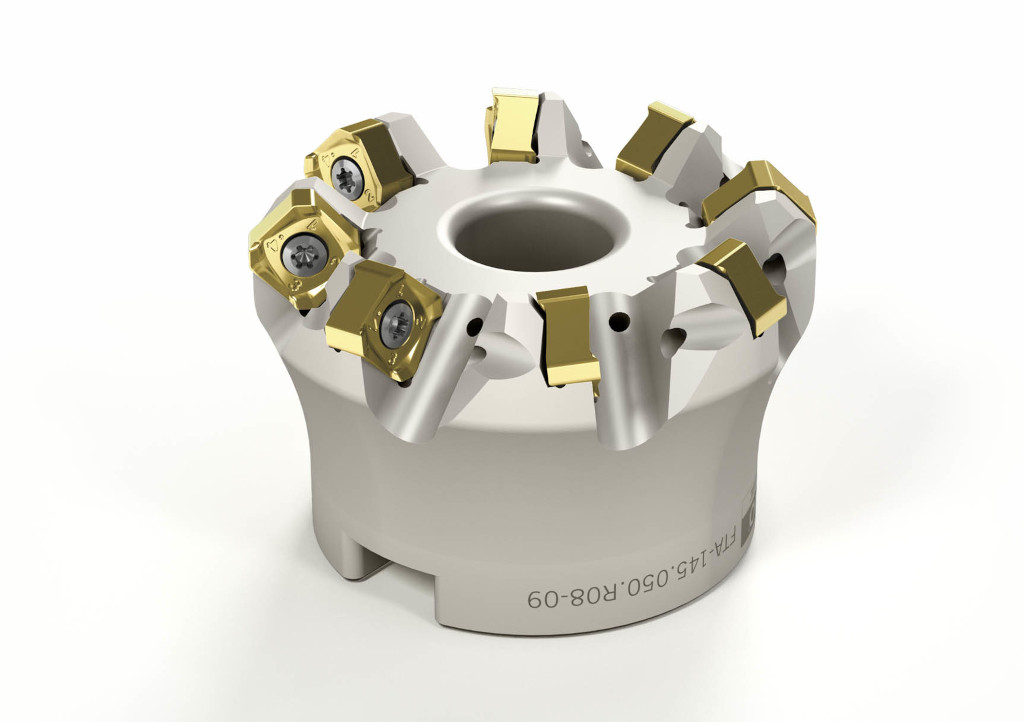

Mehr Zähne und kleinere doppelseitige Wendeschneidplatten
Das Frässystem besteht aus zwei Varianten an stabilen Trägerwerkzeugen, die einen Durchmesserbereich von 20 – 125 Millimeter abdecken und mit acht Schneiden und dazu passenden kleineren Wendeschneidplatten bestückt sind. Die Differenzialteilung der Trägerwerkzeuge sorgt dabei für einen ruhigen und vibrationsarmen Fräsprozess. Speziell bei kleinen Aufmaßen verspricht der Hersteller ein höheres Zeitspanvolumen, weil höhere Vorschubgeschwindigkeiten gefahren werden können.
“Weil wir in dem Trägerwerkzeug trotz kleinem Durchmesser eine engere Teilung realisieren konnten, können wir nun im Werkzeug mehr Zähne platzieren“, erklärt Staiger. So lassen sich sogar bis zu neun Wendeschneidplatten montieren, wo seither nur sechs möglich waren.
Trotz der engeren Baumaße müssen Anwender nicht auf Kühlung verzichten. Noch einmal Staiger: „Durch die inneren Kanäle für Kühlmedien, wird Kühlschmiermittel oder – bei Trockenbearbeitung – Luft direkt in die Schneidzone geführt und sorgt für wesentlich höhere Standzeiten der Werkzeuge und optimale Spanausbringung.“
Überzeugend ist vor allem die optimale Ausnutzung der Schneide bei kleineren Zustellungen bis maximal vier Millimeter. So müssen Anwender nicht mehr nur halb genutzte Wendeschneidplatten wegwerfen.
Großer Pool von Anwendungsfällen
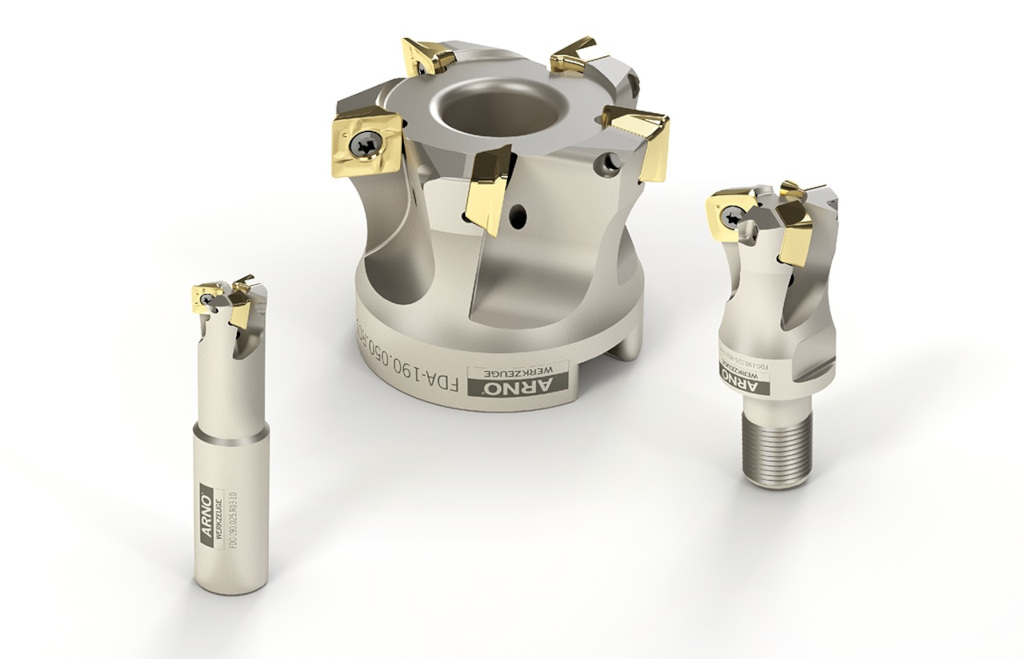
Wer sich bei der Bearbeitung nicht zwischen „schnell“ oder „fein“ entscheiden will, greift am besten zum FD–Frässystem des Herstellers. Die vernickelten und somit langlebigen Grundhalter für Eckfräs– und HFC–Wendeschneidplatten mit vier effektiven Schneidkanten pro Platte erlauben einen hohen Vorschub. Auch diese Trägerwerkzeuge verfügen über eine Differenzialteilung. Das reduziert Vibrationen und bringt im Ergebnis glatte Oberflächen. Das System sorgt für lange Standzeiten und lässt sich komfortabel handhaben.
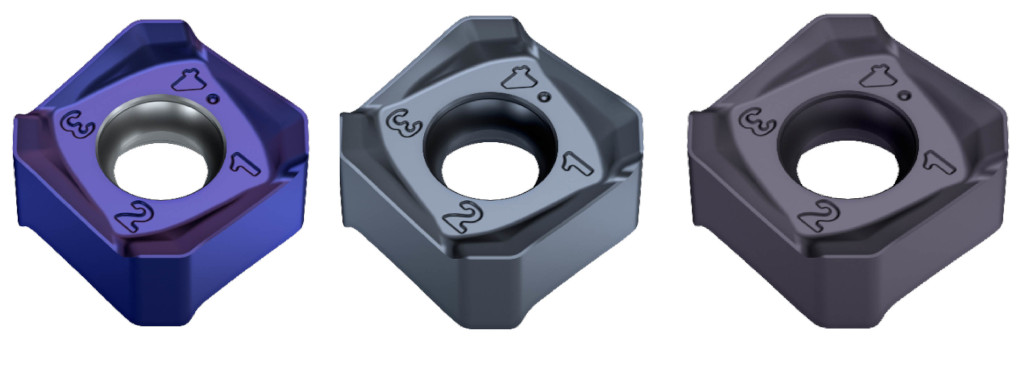
Mit Wendeschneidplatten in 10er und 15er Größen setzen Anwender die Prioritäten bei der Bearbeitung. Mit der kleineren Platte lassen sich aufgrund einer großen Planfase hohe Oberflächengüten erreichen. Dagegen eignen sich die 15er Platten ideal zum Schruppen, weil sie besonders stabil sind. Arno bietet hierbei verschiedene Geometrien und Sorten an, damit die Bearbeitung an den jeweiligen Anwendungsfall flexibel angepasst werden kann.
Genau hierbei zeichnet sich der Hersteller aus, weil er aus einem riesigen Pool von Anwendungsfällen Erfahrungen schöpft und zum jeweils passenden Werkzeugsystem beraten kann. Einen weichen Schnitt versprechen die präzisionsgefertigten, positiven Spanleitstufen der Wendeschneidplatten. Und weil sie auch umfanggeschliffen und poliert sind, kann die PMA-Geometrie ebensogut Aluminium und NE Metalle zerspanen.

Anwendungsorientierte Beratung
Mit VHM Vollhartmetallfräsern haben die Schwaben darüber hinaus Werkzeuge im Sortiment, mit denen durch weniger Werkzeugwechsel optimale Produktionsprozesse bei geringen Stillstandszeiten gelingen. Die Vollhartmetallfräser sind aus Ultra-Micro-Grain – Feinstkorn-Hartmetall zwischen 0,1 und 0,5 µm – gefertigt und überzeugen durch eine konstante Materialbeschaffenheit. Je nach Ausführung sind sie mit TiAIN, TiCN oder AlCrN beschichtet.
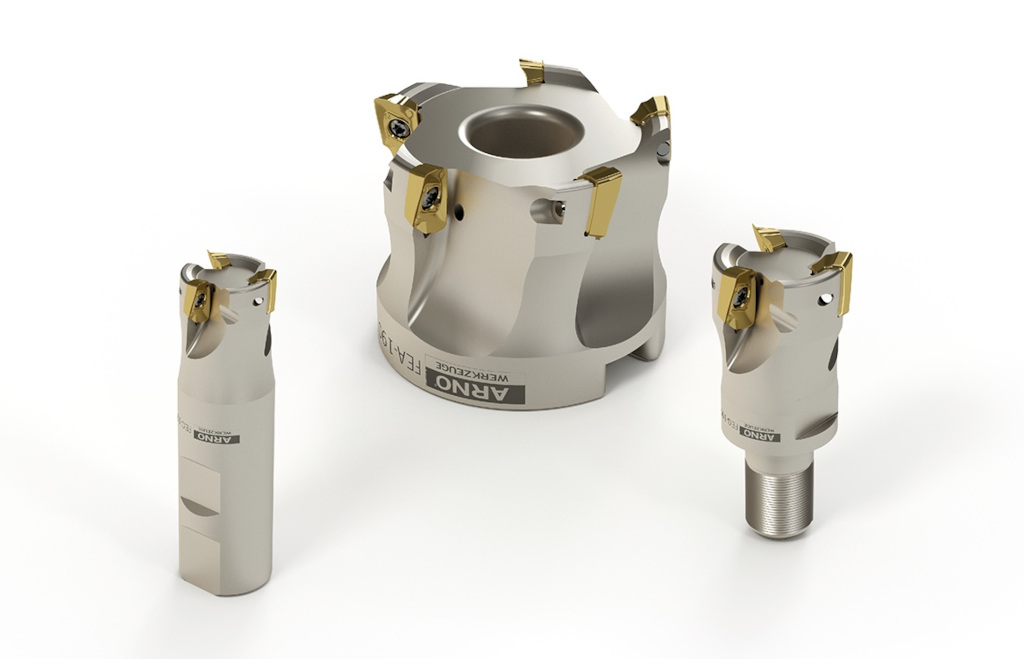
Als Alternative zu Vollhartmetall-Fräsern bietet sich das FE-Frässystem des Herstellers an. Damit lassen sich effektive Schultern oder ein hohes Tempo beim HFC Fräsen erreichen. „In beiden Fällen profitieren Anwender von hohen Vorschüben, einem extrem ruhigen Lauf und einer hervorragenden Schnittigkeit“, verspricht Staiger. Möglich ist dies durch eine besonders positive Einbaulage der Wendeschneidplatten sowie eine gedrallte Helix-Form der Schneiden, die für ein weiches Eintreten ins Material sorgt.
Ideal ist es auch, wenn sich der Werkzeuganbieter mit speziellen Produktlinien auf die Bedürfnisse seiner Kunden einstellen kann. So gibt es bei Arno Werkzeuge mit der Basic Series wirtschaftliche, solide Werkzeuge mit vielen Sorten und Geometrien, die sich für ein breites Spektrum an Zerspanungsaufgaben eignen.
Wenn hingegen Oberflächen überragend sein müssen, bei Standzeiten jede Minute zählt, schwer zerspanbare Werkstoffe bearbeitet werden oder große Serien laufen, gibt es die Werkzeuge der Major Series. Die können, zum Beispiel bei Beschichtungen oder Trägerwerkzeugen, individuell angepasst werden.
Kontakt:


