


In der Praxis kommen PENTA-Werkzeuge häufig als Sonderlösungen zum Einsatz. „Die Anwender müssen ihren Kunden immer wieder innerhalb weniger Wochen Musterteile liefern oder auf erhöhte Abnahmemengen reagieren. Für solche Fälle bieten wir den Premium-Service an“, schildert Frederik Schmalbach, Produktmanager Non-Rotating Tools bei ISCAR.
Nach Eingang einer Anfrage erhält der Kunde innerhalb von 48 Stunden ein detailliertes Angebot. Ab Bestellung beträgt die Lieferzeit für geschliffene Spanleitstufen drei, inklusive gelaserter Spanformer maximal vier Wochen. Der Umfang beträgt drei beschichtete Sonderwerkzeuge der Reihen 17, 24, 27 oder 34. Falls erforderlich, gibt es zwei passende Sonderhalter hinzu. „Damit helfen wir unseren Kunden, die Marktanforderungen zu erfüllen“, sagt Erik Hoffmann, Produktspezialist Non-Rotating Tools bei ISCAR.
Für die Weiterentwicklung aller PENTA-Reihen steht ISCAR in ständigem Austausch mit den Kunden. Prototypenwerkzeuge werden im TechCenter in Ettlingen sowie bei überwachten Feldtests auf Herz und Nieren geprüft und gegebenenfalls optimiert, bevor sie angeboten werden. Ein Beispiel für die erfolgreiche Zusammenarbeit ist die Reihe PENTA 27. Ein Kunde wandte sich mit einer komplexen Bearbeitungsaufgabe und klaren Anforderungen an ISCAR. Gefragt waren eine lange Standzeit, ein wirtschaftlicher Preis sowie sehr präzise gestochene Konturen.
Mit Standards nicht zu lösen
„Mit herkömmlichen Stechsystemen waren diese Bedingungen nicht zu erfüllen“, erzählt Hoffmann. Die geforderte Stechbreite war zehn Millimeter. Bis dato gab es PENTA 27 aber nur in 20 Millimetern. ISCAR hat prompt reagiert. Mittels Drahterodieren trennten die Experten den 20-Millimeter-Rohling in zwei zehn Millimeter große Teile. Nach erfolgreichem Test und in Zusammenarbeit mit dem ISCAR-Stammhaus in Israel wurde die PENTA 27-Reihe um die Rohlingsbreiten zehn und 15 Millimeter ergänzt und standardisiert. Aufgrund der positiven Erfahrungen mit den neuen Varianten setzte der Kunde weitere Projekte erfolgreich um.
Die PENTA-Erfolgsgeschichte begann mit der Reihe 24. Anfang der 2000er brachte ISCAR erstmals ein fünfschneidiges System auf den Markt, das im Gegensatz zu den herkömmlichen zwei- bis dreischneidigen Varianten wirtschaftlicher war. Zunächst nur für die Ein- und Abstechbearbeitung mit einem Spanformer und einer Schneidstoffsorte entwickelt, wurde das System aufgrund positiver Rückmeldungen und Kundenwünschen schnell weiter ausgebaut. Zusätzliche Schneidstoffsorten und Spanformer kamen hinzu und vergrößerten das Einsatzgebiet.
Die Forderungen von Anwendern nach größeren Stechtiefen führte schließlich zur Entwicklung von PENTA 34. Damit sind Präzisionsstechbearbeitungen bis zu einer Tiefe von zehn Millimetern möglich. Es stehen Schneideinsätze mit vier verschiedenen Spanformern zur Verfügung. Dies sichert eine prozesssichere Spanevakuierung auch aus tiefen Einstichen und verschiedenen Materialien. Für Sonderanwendungen bietet ISCAR Rohlinge für eine Vielzahl von Geometrien an. Mit einer Stechbreite von bis zu zehn Millimetern kommen diese in radialen wie axialen Anwendungen zum Einsatz.
Präzision und Wiederholgenauigkeit
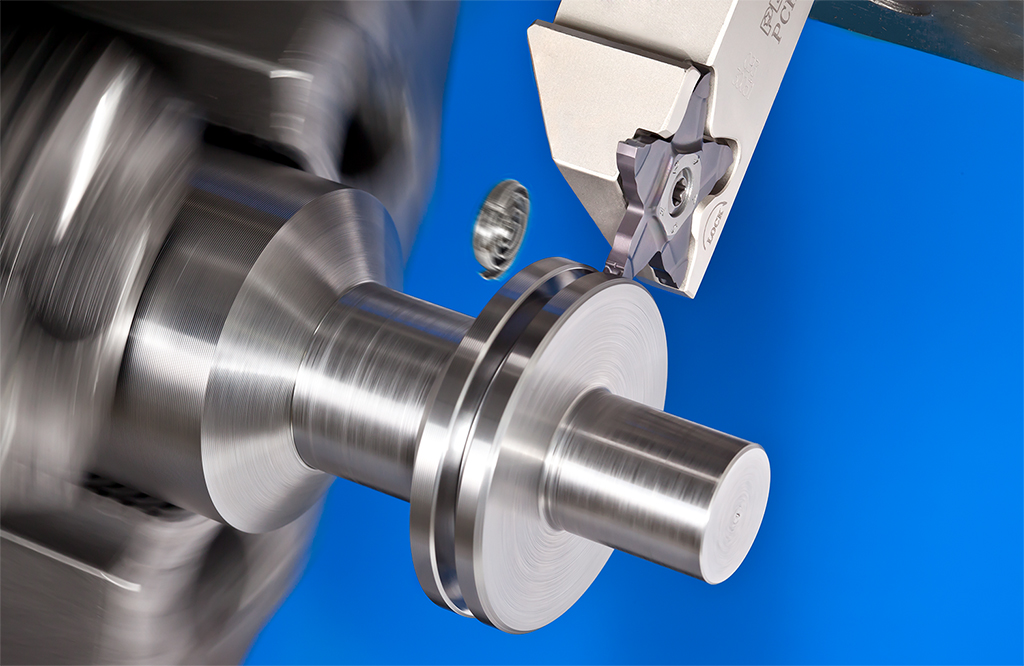
Der Trend zu mehr Produktivität und Flexibilität führte zur Entwicklung der PENTA-Varianten 17 und 27, vorgestellt 2018 im Rahmen der weltweiten Produktkampagne LOGIQ von ISCAR. PENTA 17 zeichnet sich durch eine sehr kompakte Bauform aus, wodurch das System in beengten Räumen punktet, wie sie in Mehrspindlern und Langdrehmaschinen vorkommen. Die vier Grad schräge Einbettung im Werkzeug vermeidet eine seitliche Störkontur. Der geschliffene Schneideinsatz ermöglicht viel Präzision und Wiederholgenauigkeit. In Kombination mit einer positiven Spanleitgeometrie erzielen Anwender auch an filigranen Kleinbauteilen eine hohe Oberflächengüte.
PENTA 27 eignet sich besonders für die Herstellung von Präzisions-Massendrehteilen. Damit lassen sich komplexe Profile mit Breiten bis zu 20 Millimetern und einer Stechtiefe von vier Millimetern in einer Bewegung maßgenau in wenigen Sekunden herstellen. Für ein optimales Bearbeitungsergebnis werden alle Parameter des Schneideinsatzes wie Kantenverrundung, Beschichtung und Spanleitgeometrie individuell nach Kundenwunsch hergestellt. ISCAR verfügt über einen großen Bestand an Hochleistungsbeschichtungen und setzt neue Technologien ein, beispielsweise das Lasern von Spanformern.
In der Praxis bewährt
PENTA CUT hat sich in einer Vielzahl von Anwendungen in der Praxis bewährt. So erzielt beispielweise HAWE Hydraulik in Kaufbeuren mit der Sonderstechplatte PENTA CUT 27 deutliche Prozessvorteile bei der Bearbeitung von Reglerkolben aus Einsatzstahl. Im Vergleich zur vorherigen Lösung haben sich die Standzeiten deutlich verlängert. HAWE Hydraulik spart durch das ISCAR-System Zeit und Geld. Die Bearbeitung hat sich von 0,75 auf 0,55 Minuten verkürzt. Waren für die Bearbeitung früher 33 Wendeschneidplatten pro Jahr nötig, sind es heute gerade einmal zwei.
Für die Phiesel Dreh- und Frästechnik hat sich der Einsatz von PENTA CUT 17 ausbezahlt. Mit dem Präzisionssystem für die Bearbeitung von Kleinbauteilen sticht das Unternehmen eine 1,5 Millimeter breite und ein Millimeter tiefe Nut an einem sieben Millimeter langen Bauteil ein. Störkanten wie mit dem Werkzeug eines Wettbewerbers gehören der Vergangenheit ein. Phiesel konnte die Prozesssicherheit spürbar erhöhen, weil das Werkzeug sehr formstabil arbeitet und nicht verläuft. Gute Noten gibt es auch für die Rüstzeiten. Betriebsleiter Bernd Frantzen: „Wir können die Platten einfach und schnell in der Maschine tauschen. Der Zugang ist von beiden Seiten möglich, das vereinfacht das Handling.“
Kontakt:


 Freude statt Frust")