


Die Wiederaufbereitung hochpräziser beschichteter Hartmetallwerkzeuge wie Tief- und Präzisionsbohrer oder Reibahlen geht bisher noch viele Kompromisse ein. So greifen bisherige Entschichtungsverfahren das Substrat an, mögliche Folgen reichen von Oberflächenschäden und Abweichungen der Mikrogeometrie bis zu sinkenden Standzeiten und immer weniger Prozesssicherheit nach jedem Nachschleifzyklus. Auch die Wiederaufbereitungsmethoden schaffen Beeinträchtigungen.
Die gesamte Problematik lässt sich am Tiefbohren zeigen, angewandt im Automobilbau vor allem für Serienbohrungen im Antriebsstrang. Dabei wird das Werkzeug extrem beansprucht. Durch den zunehmenden Einsatz von Stählen mit hohem Chrom- bzw. Legierungsanteil entstehen leicht Aufschmierungen. Dies auch an der Spannut, die für besseren Spanfluss oft nicht beschichtet ist wie der Werkzeugkopf. Aufschmierungen und Auswaschungen am unbeschichteten Hartmetall beeinträchtigen jedoch die Oberfläche nach der Wiederaufbereitung signifikant, es kann zu schlechterer Spanabfuhr und verklemmten Spänen bis zum Werkzeugbruch kommen.
Bei der bisherigen Wiederaufbereitung wird der beschichtete Kopf teils gekappt und das Werkzeug nachgesetzt, was die Zahl der Aufbereitungszyklen beschränkt. Noch öfter wird der Bohrer direkt nachgeschliffen und eine neue Schicht über die Rest-Beschichtung aufgetragen. Dies kann sich nachteilig auf Schichthaftung und Bohrtoleranzen auswirken. So gibt es oft Probleme mit nachgeschliffenen Werkzeugen: Oberflächenwerte, Standzeiten und Prozesssicherheit verschlechtern sich nach jedem neuen Einsatzzyklus. Zudem erfordert die bisherige Wiederaufbereitung häufig viel Zeit, was Umlaufbestände und Stückkosten negativ beeinflusst.
Erfolg im Test: inShape und primeTreat

Mit einem Servicepaket aus zwei möglichen Bausteinen eröffnet der Liechtensteiner Oberflächenexperte Oerlikon Balzers nun neue Lösungswege für Werkzeuge, die mit BALINIT PERTURA, BALINIT LATUMA, BALINIT ALTENSA oder BALIQ ALTINOS beschichtet sind. Deren Entschichtung mit dem neuartigen Verfahren „inShape“ schont HM-Oberflächen, beseitigt dennoch jegliche Schichtaufträge samt Verunreinigungen und bewahrt dabei Werkzeug-Geometrien.
Der Service „primeTreat“ (für Verzahnungswerkzeuge: „primeGear“) bietet spezielle Vor- und Nachbehandlungen, optional auch eine Schneidkantenpräparation. Die individuelle Kombination dieser Bausteine ermöglicht eine hocheffiziente Wiederaufbereitung von allen Reib-, Bohr- und Verzahnungswerkzeugen, die eng toleriert sind sowie eine hohe Oberflächengüte und Bearbeitungspräzision benötigen, wie etwa Tieflochbohrer, Reibahlen und MMS-gekühlte Werkzeuge.
Die Wirksamkeit belegen Tests am Institut für Spanende Fertigung (ISF) der Technischen Universität Dortmund. Dort wurden Hochgeschwindigkeitsanalysen der Spanbildung beim Tiefbohren mit kleinsten Durchmessern in Stahlmaterial (42CrMoV4) durchgeführt. Testobjekte waren HM-Einlippen- und Wendeltiefbohrer, mit inShape und primeTreat behandelt und bis zum Spannutauslauf mit BALINIT PERTURA beschichtet.
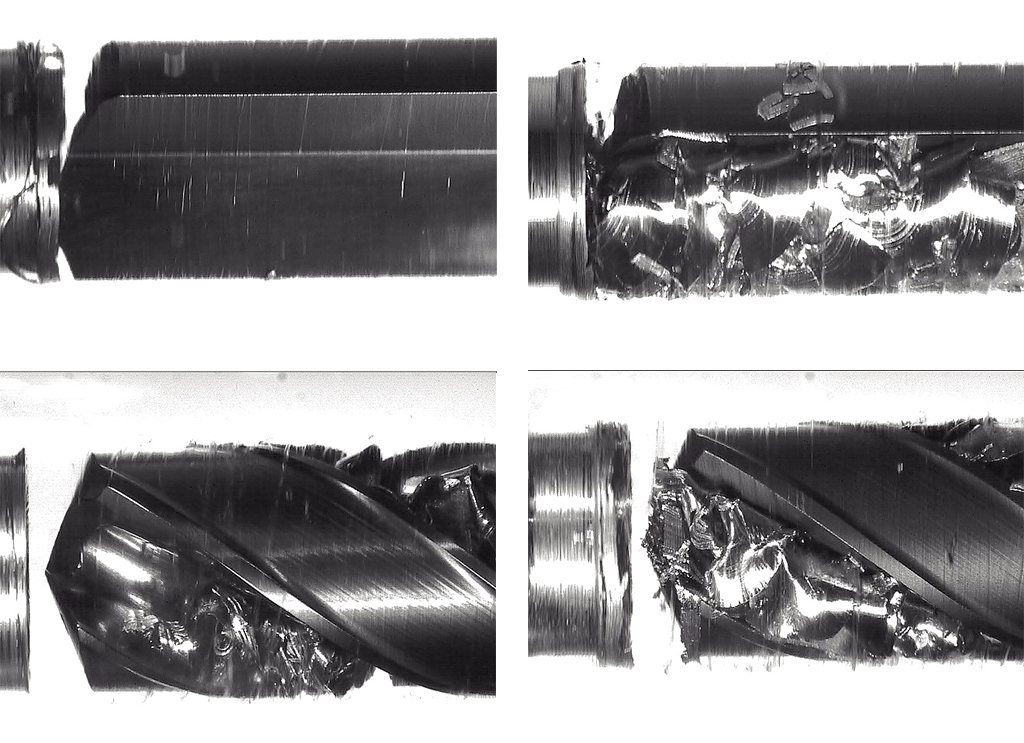
Die Vergleichspartner waren mit Standardverfahren behandelt und trugen dieselbe Beschichtung. Die Testwerkzeuge zeigten um durchschnittlich 30 Prozent verbesserte Ra– und Rz-Werte gegenüber den Referenzpartnern und eine deutlich bessere Spanabfuhr im Einsatz. „Entsprechend aufbereitete Werkzeuge arbeiten über alle Einsatzzyklen hinweg so gut wie Neuwerkzeuge. Zudem konnten wir bisherige Durchlaufzeiten für die Wiederaufbereitung deutlich reduzieren“, resümiert Rico Fritzsche, Segment Manager Cutting Tools bei Oerlikon Balzers.
ISF Dortmund: Testparameter
Werkzeug A: Einlippenbohrer (ELB)
Durchmesser: = 2,0 mm
KSS-Konzept: Tiefbohröl (Motorex NF X)
Schnittgeschw.: vc = 70 m/min
Vorschub (4 Zyklen): f = 20/25/35/45 μm/U
KSS-Druck: pKSS = 32 bar
Werkzeug B: Wendeltiefbohrer (WTB)
Durchmesser: = 2,0 mm
KSS-Konzept: Tiefbohröl (Motorex NF X)
Schnittgeschw.: vc = 80 m/min
Vorschub (2 Zyklen): f = 70 μm/U
KSS-Druck: pKSS = 32 bar
Aufbau
Sondermaschine: TBT ML 200
Spindelleistung: 4 kW
Spindeldrehzahl: max. 36.000
Bohrungsdurchmesser: 0,5-0,6 mm
Bohrtiefe: max. 450 mm
Kühlmitteldruck: 200 bar
Highspeed-Kamera: Keyence VHX-5000
(max. 20.000 frames/sec)
Kontakt:


