


„Auch im Zeitalter der Industrie 4.0 gibt es in der Hartbearbeitung Arbeitsschritte, die trotz automatisierter Produktionsabläufe sehr zeitaufwändig sind und die Produktionskosten in die Höhe treiben. Dazu gehört beispielsweise das Einrichten der Werkzeuge und Werkstücke im Formenbau, wenn auf unterschiedlichen Maschinen gearbeitet werden muss“, weiß Markus Westermann, Direktor Europe bei der IWATA Tool Co., Ltd. Folglich müssen neue Werkzeuge entwickelt werden, um möglichst viele Arbeitsschritte in einer Aufspannung durchzuführen.
Im Bereich des Formenbaus für Spritzgussmaschinen stellt beispielsweise das Bohren der Löcher mit einer Toleranz von H7 für Auswerfernadeln, die das fertige Spritzgussteil aus der Form entfernen, einen solchen ausgelagerten Prozess dar. Bisher müssen die gehärteten Werkstücke nach dem Fräsen und Drehen aus dem Bearbeitungszentrum entnommen werden, um auf einer anderen Maschine die Löcher mittels Senkerodieren in das Werkstück einzubringen.
Mit den Bohrern der Toglon-Serie kann dies jedoch direkt auf dem Bearbeitungszentrum erfolgen, so dass wertvolle Zeit und somit auch Kosten gespart werden. In einem ersten Arbeitsschritt werden mit den Toglon Hard SP Zentrierbohrern Bohrungen zentriert, im zweiten Schritt kommen die Bohrer der Toglon Hard Drill Serie zum Einsatz, um das Werkstück µ-genau zu durchbohren. Dabei werden Bohrtiefen bis zu 50xd und Toleranzen von H7 erreicht, ganz ohne Reiben.
Die Präzision beider Typen wird dabei durch die spezielle Geometrie der Doppelspitze erreicht. Diese weist einen Winkel von 90 Grad auf, der an der Spitze des Werkzeugs auf 140 Grad abgeflacht ist. „Durch die hohe Stabilität der Doppelspitze zentriert sich der Bohrer selbst und ermöglicht eine hohe Positionsgenauigkeit der Bohrung“, erläutert Westermann den Effekt der konstruktiven Besonderheit. Außerdem wird durch die erhöhte Stabilität dieser Geometrie die Standzeit der Werkzeuge deutlich erhöht.
Drei Nuten garantieren Rundheit und Geradheit
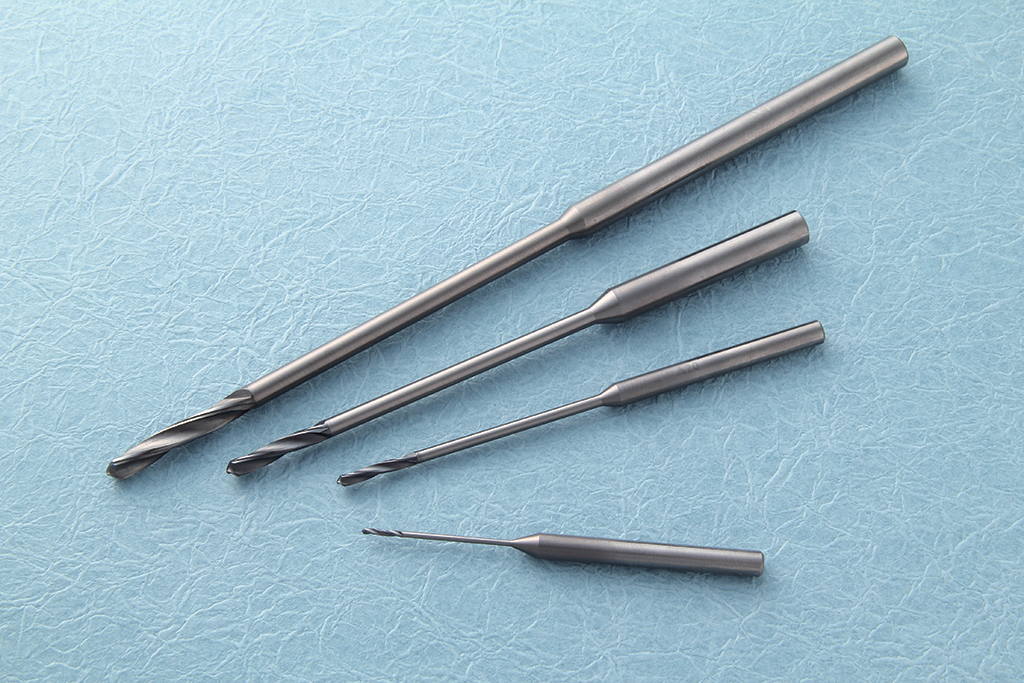
Alle Toglon-Bohrer werden aus einer speziellen Hartmetallsorte gefertigt und mit einer Iwata Tool eigenen Beschichtung versehen, deren Schichtdicke in einem Bereich zwischen 1 und 2 µ liegt. Diese Dicke der Beschichtung darf nicht überschritten werden, um die geforderte H7-Toleranz im Bohrprozess einzuhalten. Nach dem Zentrieren der Bohrungen mit dem Toglon Hard SP kommen die Toglon Hard Drill Bohrer zum Einsatz. Diese stehen in Durchmessern von 0,1 mm bis 12 mm und in Längen von 5xd bis 50xd zur Verfügung. Die Bohrer werden in den Zentrierbohrungen geführt und setzen dank der Doppelspitze stabil und Positionsgenau am Werkstück an.
„Alle Bohrer ab 0,8 mm sind 3-nutig ausgeführt, wodurch wir in Kombination mit der besonderen Geometrie der Doppelspitze auch in Stählen von 40 bis 72 HRC extrem präzise Bohrungen in H7-Toleranz erzielen. Darüber hinaus sind die gebohrten Löcher extrem rund und gerade“, berichtet Westermann. Die 3-nutige Ausführung sorgt dabei für eine hochpräzise Führung des Werkzeugs in der Bohrung. Bei einer Bohrtiefe von 20xd werden bei guten Prozessbedingungen Positionsabweichungen zwischen Bohrungseintritt und –austritt von unter 15 µ erreicht.
Zeitersparnis von über 95 Prozent möglich
Der Arbeitsschritt des Erodierens kann durch den Einsatz der Toglon Hard Bohrer von Iwata komplett abgelöst werden. Ein Vergleich zwischen beiden Bearbeitungsarten hat gezeigt, dass sich durch den Einsatz der Bohrer nicht nur Fehler vermeiden lassen, die durch das Umspannen entstehen können, sondern dass auch enorme Einsparungen im Hinblick auf Bearbeitungszeit und -kosten möglich sind.
Für das Erstellen von 225 Auswerferbohrungen mit einem Durchmesser von 1 mm auf einer Lochplatte benötigten die Toglon-Bohrer inklusive Zentrieren circa 2,5 Stunden. Mittels Senkerodieren hätte dieser Arbeitsschritt etwa 75 Stunden in Anspruch genommen. Die Zeitersparnis von über 95 Prozent schlägt sich auch in einer Produktionskosteneinsparung von rund 91 Prozent wieder. „Mit unserer Toglon Hard-Produktfamilie können wir die klassische Prozesskette im Werkzeugbau verkürzen und mittels unseres Prozesses des Präzisions-Hartbohrens die geforderten Toleranzen bei höchsten Qualitätsanforderungen einhalten“, resümiert Westermann.
Die IWATA Tool Co., Ltd auf der EMO 2019 in Halle 05, Stand A34.
Kontakt:


