


CrazyMill Cool Vollradius ist das neueste Produkt dieser Linie und wird an der AMB zum ersten Mal vorgestellt. Er kommt sowohl zum Schruppen als auch zum Schlichten beim Kopierfräsen, Wandungsfräsen und Planfräsen zum Einsatz. Der Vollradiusfräser aus Hartmetall im Durchmesserbereich von 0.3 bis 8 mm und für Frästiefen von 2 x d / 3 x d und
5 x d, wurde speziell entwickelt für Industrien, wo rostfreie Stähle, Superlegierungen und Chrom-Kobalt-Legierungen an der Tagesordnung und die Herausforderungen entsprechend hoch sind.
 Die Medizintechnik mit ihren Instrumenten und Implantaten ist durchwegs auf zuverlässige Werkzeuge angewiesen. Dasselbe gilt in Bereichen, wo die Werkstoffe hitzebeständig sein müssen (Energieerzeugung mit Turbinenschaufeln, Automobil und Luftfahrt mit Kompressoren usw).
Die Medizintechnik mit ihren Instrumenten und Implantaten ist durchwegs auf zuverlässige Werkzeuge angewiesen. Dasselbe gilt in Bereichen, wo die Werkstoffe hitzebeständig sein müssen (Energieerzeugung mit Turbinenschaufeln, Automobil und Luftfahrt mit Kompressoren usw).
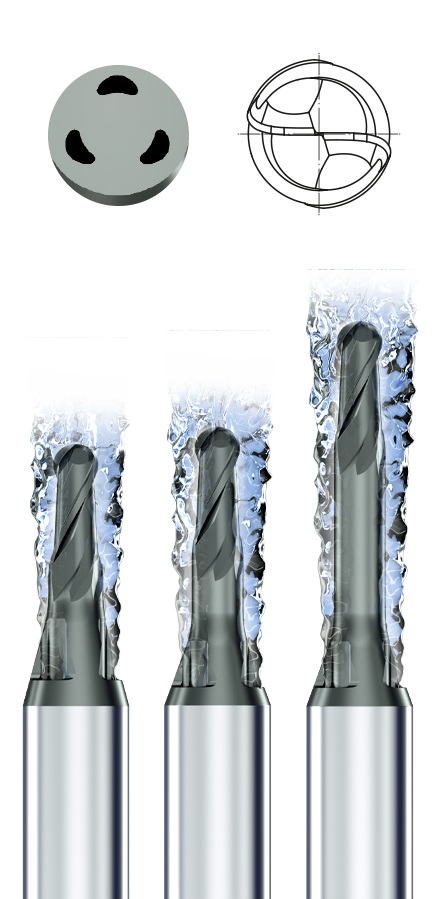
Dank einer engen Zusammenarbeit mit kompetenten Partnern, wie Hartmetallherstellern oder Beschichtungsspezialisten, und dem Einbezug von verschiedenen Faktoren, wie Werkzeuggeometrie, Schleiftechnik oder Kühlmittelzufuhr, überzeugt dieses Werkzeug sowohl beim Schruppen als auch beim Schlichten mit hohen Bearbeitungsgeschwindigkeiten und höchsten Oberflächenqualitäten. Als einziger Schaftfräser in diesem Durchmesserbereich verfügt CrazyMill Cool über eine im Schaft integrierte Kühlung mit 3 bis 5 Kühlkanälen, die am Konus austreten, die Schneiden konstant mit einem starken Kühlmittelstrahl versorgen und die Späne aus der Fräszone spülen. Die Form ist so konzipiert, dass eine möglichst hohe Durchflussmenge auch bei niedrigerem Druck garantiert ist, ohne dabei die Stabilität des Werkzeuges zu schwächen. Bei kleinsten Bohrdurchmessern (ab 0.3 mm) mit einem Schaftdurchmesser von 3 mm ist dennoch ein Druck von 15 bar notwendig, um einen guten Kühleffekt zu gewährleisten.
 Neben der Kühlung sind weitere Faktoren verantwortlich für die hohe Leistung dieses Werkzeuges: durch angepasste Freiwinkel ist der Anschliff vibrationshemmend und sorgt -kombiniert mit einer hohen Schnittgeschwindigkeit – für eine bessere Oberflächengüte. Je nach Zustellung ap und ae dient dieses Werkzeug sowohl als Schrupp- als auch als Schlichtfräser. Ist beim Schruppen eine vertikale Zustellung ap bis zu 1 x d möglich und eine seitliche (ae) bis 0.3 x d, so reduziert sich diese beim Schlichten auf ap = max. 0.5 x d und ae = 0.05 bis 0.15 x d, je nach der geforderten Oberflächenqualität. Wenn beim Schruppen in senkrechter Position (Neigungswinkel der Spindel = 0°) gefräst wird, ist beim Schlichten eine Abwinkelung von 10 bis 15° von Vorteil.
Neben der Kühlung sind weitere Faktoren verantwortlich für die hohe Leistung dieses Werkzeuges: durch angepasste Freiwinkel ist der Anschliff vibrationshemmend und sorgt -kombiniert mit einer hohen Schnittgeschwindigkeit – für eine bessere Oberflächengüte. Je nach Zustellung ap und ae dient dieses Werkzeug sowohl als Schrupp- als auch als Schlichtfräser. Ist beim Schruppen eine vertikale Zustellung ap bis zu 1 x d möglich und eine seitliche (ae) bis 0.3 x d, so reduziert sich diese beim Schlichten auf ap = max. 0.5 x d und ae = 0.05 bis 0.15 x d, je nach der geforderten Oberflächenqualität. Wenn beim Schruppen in senkrechter Position (Neigungswinkel der Spindel = 0°) gefräst wird, ist beim Schlichten eine Abwinkelung von 10 bis 15° von Vorteil.
Kontakt:


