


Als Systemlieferant für die OEM Kunden stellte MAG im Rahmen der Europäischen Werkzeugmaschinenmesse EMO 2015 in Mailand auch dieses Jahr einige Entwicklungshighlights unter dem Motto: „come and see tradition of innovations“ vor und präsentierte die Leistungsfähigkeit dieser Produkte und Technologien für eine effiziente Fertigung. Darunter die neuen BOEHRINGER 221/226 Cx für die Kurbelwellenbearbeitung sowie die SPECHT-Bearbeitungszentren. Darüber hinaus nimmt das Thema Industrie 4.0 eine zentrale Stellung ein. Die neue Produktbaureihe BOEHRINGER 221/226 Cx ist speziell für die neue Generation von Kurbelwellen für kompakte Antriebsaggregate mit progressivem Leistungsportfolio ausgelegt. Mit höheren Fräsleistungen für härtere Materialien und Wellen mit optimiertem Lagerdurchmesser zur Verbrauchsminderung deckt die Baureihe die Anforderungen zukunftsweisend ab. Durch die kompakte Bauform bei sehr guter Service-Zugänglichkeit lassen sich diese Maschinen platzsparend in die Produktionsanlage integrieren. MAG stellte die BOEHRINGER 226 CM vor, eine längere Maschinenvariante für die neue 6-Zylinder Wellen für Reihenmotoren, welche signifikante Investitionsvorteile neben den technischen Innovationen für den Betreiber bietet.
Bedienkomfort angekurbelt

Moderne Werkzeugmaschinen müssen nicht nur produktiv und effizient fertigen können, zunehmend wichtiger werden Bediener- und Wartungsfreundlichkeit
wie auch Umweltaspekte. Unter diesen Gesichtspunkten hat MAG die bekannte BOEHRINGER-Baureihe für die Kurbelwellenbearbeitung unter die Lupe genommen. Heraus kam eine kompakte, modular aufgebaute Maschine mit hohem Bedienkomfort. “Wenn eine Maschine so konzipiert ist, dass Bedienung und Wartung deutlich vereinfacht sind, dann hat dies aufgrund sinkender Nebenzeiten auch Einfluss auf die Produktivität”, erklärt Martin Billerbeck, Leiter Technologie rotatorische Teile, bei MAG. Das neue Konzept Cx umfasst dabei die drei Maschinenarten für das Fräsen, Dreh-Räumen und Drehen, und zwar alle nach dem gleichen, modularen Grundprinzip: Maschinenbett mit einer Spindel, Lünette, selbe Führungsschienen, immer gleiche Kugelrollspindeln, etc., nur die Werkzeugträger unterscheiden sich je nach Bearbeitungsart. Dadurch wird schließlich dem Kunden die vorbeugende Wartung deutlich erleichtert, so muss dieser sich bspw. nur eine Spindel auf Lager legen, und kann bei Ausfall einer seiner MAG-Maschinen diese beliebig austauschen. Zu mehr Stabilität hat die Vergrößerung des Spindelkopfes von Größe 8 auf 11 geführt wie auch stabilere Spindellager. Dadurch fertigt die Maschine von der ersten Kurbelwelle an präzise, ohne zeitintensive Genauigkeitsoptimierungen.
Das Maschinenbett selbst besteht aus einem umweltverträglichen, recyclebaren Mineralguss mit hoher Werkstoffdämpfung. Integrierte Gussleisten leiten die auftretenden Kräfte ins Bett. Zudem reduzieren die senkrechten Bettschlitten die bewegte Masse und das Schrägbett sorgt für einen optimalen Kraftfluss. Dimensionsstabilität bei kurzzeitigen Temperaturschwankungen wird durch die hohe thermische Trägheit erreicht. Obwohl bisher keine Vergleichswerte vorliegen – dazu ist die CNC-Drehmaschine noch zu neu am Markt –, ist mit einer besseren Ausbringung und längeren Werkzeugstandzeiten zu rechnen, da die hohe Stabilität Rattermarken verhindert und eine verbesserte Oberflächenqualität erreicht wird, so MAG.
Ein Highlight auf den neuen CNC-Drehmaschinen ist sicher auch das dreistufige Getriebe. Dadurch kommt mehr Drehmoment auf die Maschine, was sich unmittelbar auf die Produktivität auswirkt. “Früher wurde mit gebremsten Antrieb gefahren, weil das Drehmoment des alten 2-stufigen Getriebes das nicht hergab”, weiß Martin Billerbeck aus den Kundenprojekten.
Zugang auf alles
Ein wesentlicher Aspekt für die Maschinenkonzeption lag in der Bedienerund Wartungsfreundlichkeit. Einerseits sollte der Werker die Maschine optimal
bedienen können, andererseits die Wartung vereinfacht werden, indem alle zu wartenden Bauteile leichter zugänglich sind. So stand bei der gesamten Verblechung der Bedienkomfort im Vordergrund. “Wir haben Wert gelegt auf funktionales Maschinendesign, was nützt eine schöne Schiebetür ohne Funktion”, sagt Martin Billerbeck. Die Schiebetür ist so konzipiert, dass sie sich mit drei zu lösenden Schrauben einfach öffnen lässt, so dass der gesamte Maschinenraum leicht zugänglich ist, und das von rechts und links. Ein seitlicher Servicezugang erlaubt dem Wartungspersonal einen schnellen Zugriff auf alle Komponenten – die Abdeckung ist leicht verschiebbar, ohne etwas demontieren zu müssen.
Der Arbeitsraum ist für optimalen Spänefall ausgelegt und für die Trockenbearbeitung geeignet. Die Entsorgung der Späne ist jetzt erheblich einfacher: die großzügig dimensionierten Späneförderer sind unter der Maschine angebracht. Der Maschineninnenraum ist resistent gegen Spänebeschuss und für einen optimalen Spänefall konzipiert, so dass sich keine Spänenester bilden können. In dem Bodenblech befinden sich ebene Aussparungen, so dass die Späneförderer mit einem Handgriff über das Bodenblech gehoben werden können. Ein positiver Nebeneffekt: durch den Wegfall des Späneförderers an der Maschinenaußenseite ist diese nun im Footprint mit 4 m gleich einen Meter kürzer ausgefallen. Die kompakte Bauweise schließt die optimale Vorbereitung der Maschinen auf den Einsatz im System mit ein – die Einheiten lassen sich in einer Fertigungslinie mit nur 800mm Abstand aufstellen. Und schließlich ist auch der Energiecontainer (Fluidtechnik und Elektroschaltschrank) zentral und platzsparend an der Rückseite der Maschine angebracht. Zudem ist er nun leichter zugänglich. Der Bedienergonomie kommt entgegen, dass sämtliche Bedienfelder motorisch in der Höhe auf die Körpergröße des Maschinenbedieners eingestellt werden können. Wer zusätzlich ein Handbediengerät bspw. für das Portal nutzen möchte, der findet direkt am Bedienpult einen entsprechenden Stecker. Und auch für das Bediengerät des Ladeherstellers ist eine Schnittstelle vorhanden.
Honen von Zylinderbohrungen auf SPECHT

Für die Integration der Hontechnologie auf der SPECHT-Baureihe wurde eine Verstellspindel mit elektromechanischer Zugstange entwickelt. Mit diesem System kann neben dem Honen im Übrigen heute auch bei vielen anderen Werkzeugen durch definiertes Aussteuern (Schneidenkompensation) höchste Präzision erreicht werden. MAG bietet mit dem Honen auf dem BAZ eine vollwertige Alternative zur konventionellen Honmaschine, die sämtliche Regel- und Steueralgorithmen für das Honen beinhaltet (u.a. auch die pneumatische In-Prozess-Messung). Dies sowohl auf dem einspindligen SPECHT, als auch auf dem zweispindligen SPECHT DUO. Die Vorteile der Hontechnologie auf dem gleichen Bearbeitungszentrum sind vielschichtig. Durch die permanente Erfassung des tatsächlichen Aufmaßes nach dem Feinbohren kann die nachfolgende Honbearbeitung deutlich verkürzt werden. Daraus resultieren die geringeren Investitionskosten einer Linie mit Hon-Bearbeitungszentren gegenüber einer konventionellen Honmaschine, wodurch das Einsparpotential für Invest und Betrieb bei bis zu 20% liegen kann. Weitere Vorteile der Honlösung auf dem BAZ sind u.a. die Redundanz durch die Parallelbearbeitung, die Skalierbarkeit beim Produktionsanlauf sowie die einfache Wiederverwendbarkeit der Maschine bei Produktwechseln. So kann ein Hon-Bearbeitungszentrum bei Bedarf später
auch für andere Aufgaben abseits des Honens wiederverwendet werden. Auch die Bearbeitungsergebnisse können sich sehen lassen: Zylindrizitäten < 5 μm bei Zylinderbohrungen sind nach dem Honen problemlos und sicher erreichbar. Durch die starre HSK100-Schnittstelle und die Kombination mit dem Feinbohren in einer Aufspannung sind auch Position und Lage der Zylinderbohrungen nach dem Honen äußerst präzise. So ist es nicht verwunderlich, dass Kunden aus der Automobilindustrie bereits seit ca. 2 Jahren das Honen auf dem SPECHT erfolgreich in der Serienproduktion einsetzen. Der Fokus von MAG lag in der Vergangenheit beim Honen von Zylinder- und Kurbelwellenbohrungen. Inzwischen ist man bei MAG aber auch auf der Suche nach Anwendungen außerhalb des Zylinderblocks und plant auch hier interessante und neue Lösungswege anzubieten.
Beschichtung von Zylinderbohrungen
Die thermische Beschichtung von Zylinderlaufflächen ist bereits in einigen Serienanwendungen bei verschiedenen Automobilherstellern eingeführt. Die Gründe für diese Beschichtungen sind vielfältig und umfassen in der Regel folgende Punkte:
• Reduktion der Reibung
• Erhöhung der Lebensdauer
• Resistenz gegen Korrosion durch schlechte Kraftstoffqualität
• Bessere Wärmeübertragung, wichtig für kleine aufgeladene Motoren
• Down-sizing: Reduktion des Motorblock-Bauraums führt zu Gewichtsreduzierung
und Palettenwechsler
Zur Verbesserung der Wirtschaftlichkeit und der Robustheit der gesamten Prozesskette kooperiert MAG mit der der STURM Gruppe aus dem Bayerischen Salching. MAG bringt vor allem das Know-how der Zerspanung und Automation ein, während STURM die Themen Inspektion, Beschichten und Reinigen abdeckt. Somit kann die gesamte Prozesskette aus einer Hand angeboten (Turn-Key) und die einzelnen Prozessschritte können optimal und flexibel auf die individuelle Anforderung des Kunden angepasst werden. Dabei kann die notwendige Oberflächenaktivierung vor dem Beschichten auf einem SPECHT-BAZ mechanisch erfolgen. Alternativ können die Kooperationspartner aber auch das Hochdruck-Wasserstrahlen anbieten. Für die beste Wirtschaftlichkeit wird das mechanische Aufrauen bevorzugt und kontinuierlich weiterentwickelt.
Nach der Beschichtung kann die „Vorbearbeitung“ der Zylinderbohrungen entweder durch Feinbohren oder Schrupphonen auf dem MAG-Bearbeitungszentrum stattfinden. Aus Wirtschaftlichkeitsgründen wird das Feinbohren zukünftig voraussichtlich die bevorzugte Lösung sein. Hier sind aber noch Entwicklungstätigkeiten notwendig, um die Standzeit in einen akzeptablen Bereich zu bekommen. Auch das Fertighonen von beschichteten Zylinderbohrungen ist natürlich auf dem SPECHT möglich.
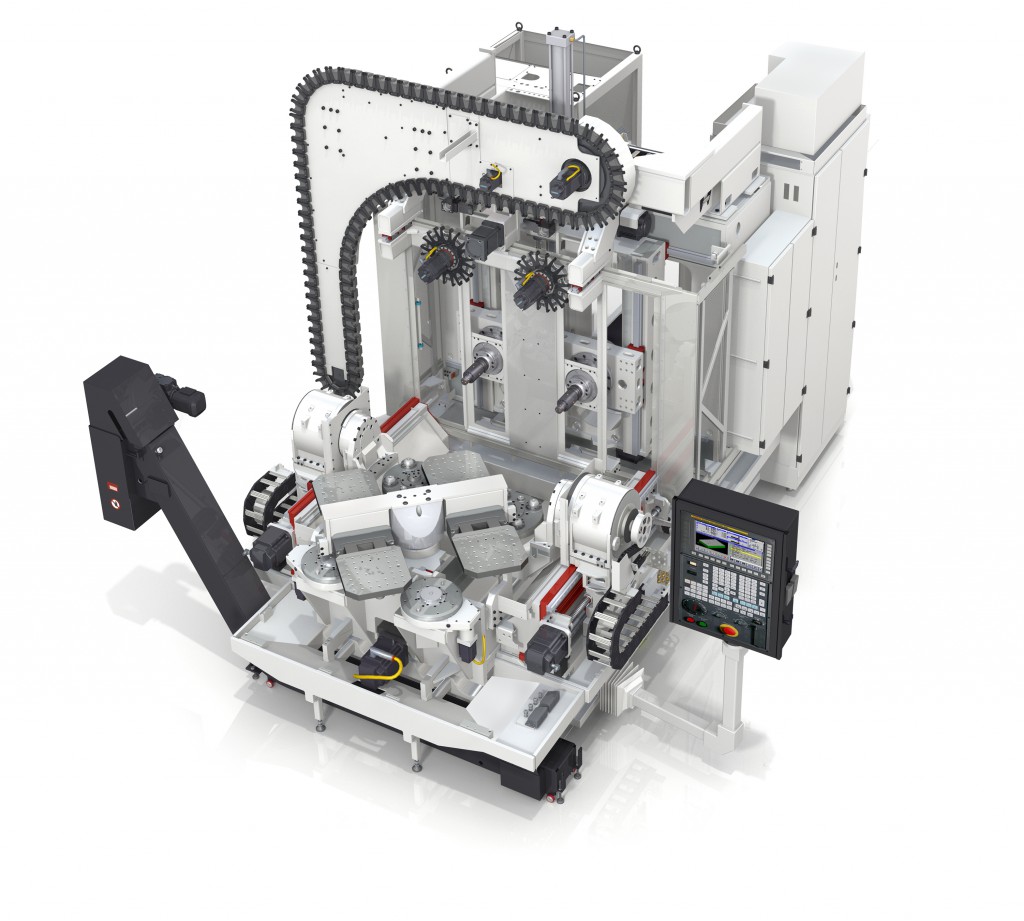
Speziell für die Zuliefererindustrie ist das zweispindlige Bearbeitungszentrum SPECHT 500+ entwickelt. Volle Flexibilität mit fünfachsiger Bearbeitung mit einem Palettenwechsler für das hauptzeit-parallele Beladen sowie höchste Produktivität durch kürzeste Span-zu-Span-Zeiten durch dynamische Magazinscheiben lassen keine Anforderungen der Fertigung unberücksichtigt. Ein ergonomisch, ebenfalls hauptzeitparalleles beladbares Kettenmagazin mit großer Kapazität deckt den Bedarf eines Bearbeitungszentrums in idealer Weise ab.
Kaltwalzen mit höchster Verzahnungsqualität

MAG präsentierte auf der EMO in Mailand auch die Kaltwalztechnologie. Mit den modernen, energieeffizienten und hydraulikfreien Hochleistungskaltwalzmaschinen der XK-Baureihe steht MAG für robuste und hochgenaue Fertigungsprozesse in der Welt der Passverzahnungen. Auf der EMO war ein absolutes Novum die Advanced Involute Profile Technology (AIPT). Diese neue Werkzeugtechnologie verspricht laut MAG eine noch bessere Verzahnungsqualität und Profilbelastbarkeit. Bislang ließ sich beim Kaltwalzen prozessbedingt eine Einkerbung im Fuß der Verzahnung kaum vermeiden. Das führte bei der Bauteilvermessung beim Kunden oft zu Unsicherheiten, ob die Verzahnung noch optimal sei. „Um einen prozessbedingten Unterschnitt, sprich eine Vertiefung der Evolvente, zu verringern haben wir die neue Technologie entwickelt“, sagt Jürgen Schmid, Leiter der MAG Business Unit Kaltwalzen.
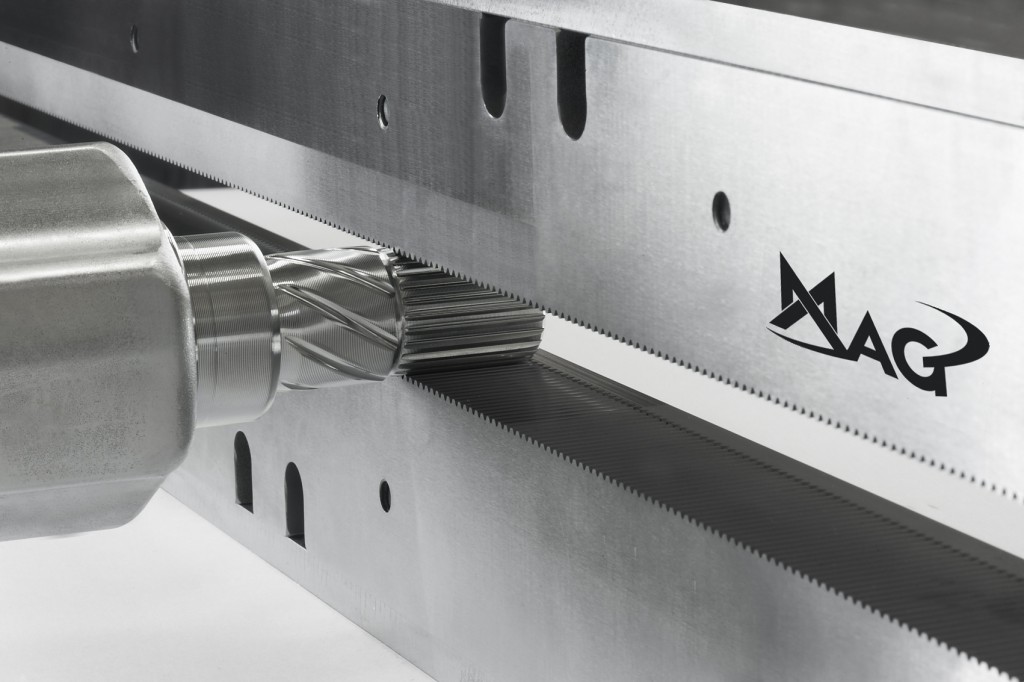
dafür, dass die Abweichungen im Unterschnitt so gering wie möglich ausfallen.
Hinter AIPT verbirgt sich eine Software- und Werkzeugentwicklung. Mittels einer speziellen CAD-Software wird das Herausdrehen des Werkzeugzahnes mit Unterschnitt simuliert. Danach werden dann die Verzahnungswerkzeuge entsprechend ausgelegt. „Mit unserer neuen Technologie können wir den Unterschnitt deutlich verringern, bis hin zur Eliminierung dieser Abweichung“, betont Jürgen Schmid. Das wirkt sich nicht zuletzt direkt auf das Bauteil aus, denn die längere Evolvente kann mehr Kräfte übertragen und die verzahnte Welle ist belastbarer. Messungen ergeben eine Erhöhung des aktiven Traganteils der Evolventen um bis zu 20 Prozent. Außerdem sein das Risiko für entstehenden Passungsrost am Verzahnungsfuß geringer.
Spindel an Maschine – Maschinen intelligent überwachen durch smarte Komponenten
In zwei Forschungsprojekten zur intelligenten Fertigungsunterstützung engagiert sich Werkzeugmaschinenbauer MAG noch bis Ende 2016. Einerseits soll die Maschinenüberwachung intelligenter, andererseits auch die Komponenten in den Maschinen schlauer werden. Mit Secure Plug-and- Work will MAG künftig eine Art Ausfallprognose für die Maschinen bei den Kunden liefern und mit eApps4Production Maschinen- und Anlagen realtime überwachen können.
Predictive Wartung im Blick
Im Idealfall könnte MAG anhand sämtlicher Informationen zu einem Maschinentyp ermitteln, ob bspw. die Corcom-Spindeln zu robust oder zu schwach ausgelegt sind oder ob ein bestimmtes Hydraulikaggregat permanent ausfällt. Daran ließen sich Schwachpunkte erkennen und die Maschinen daraufhin optimieren. “Wenn wir alle Daten verfügbar hätten, wär eine predictive Wartung möglich”, erklärt Dr.-Ing. Jan Kotschenreuther, Leiter Neue Technologien bei MAG. Aber genau dorthin will der Maschinenbauer kommen, um bei den Kunden die Maschinen-Stillstandszeiten zu reduzieren. Die übertragenen Maschinendaten z.B. zum Energieverbrauch, zur Nutzung, zum Komponentenzustand bringen Mehrwert auf beiden Seiten. “Wir möchten die ungeplanten Ausfallzeiten unserer Kunden reduzieren, und zwar möglichst optimiert geplant nach Wartungspriorität.” Die gesammelten Datenmengen über alle im Einsatz befindlichen Maschinen wären enorm, da würde BigData sicherlich auch eine Rolle spielen, um diese überhaupt noch analysieren, vergleichen und auswerten zu können.
Komponenten schlau machen
Der erste Schritt zu einer kontinuierlichen Überwachung heißt bei MAG künftig “Secure Plug-and-Work”. Hierzu werden gegenwärtig im Rahmen eines vom BMBF bezuschussten Industrie 4.0-Forschungsprojektes Lösungen entwickelt. Das Prinzip ist so einfach wie effizient, das bekannte Druckerprinzip: Die Druckerpatronen sind mit Chips versehen und tauschen ihre Informationen mit dem Drucker aus. Jeder hat das spätestens dann schon einmal bemerkt, wenn die Patrone dem Drucker rückmeldet, dass sie leer ist und ausgetauscht werden möchte. “Wir wollen zukünftig alle Komponenten an der Werkzeugmaschine mit einer solchen Intelligenz versorgen”, erläutert Dr. Kotschenreuther. Getestet werden je nach Bauteil unterschiedliche Speichermöglichkeiten von der simplen SD-Karte bzw. Flashspeicher bis zum Mikro-PC. Die Daten werden regelmäßig gespeichert und mit der Maschine ausgetauscht. Muss eine Komponente gewechselt werden, greift das Druckerprinzip: die Maschine liest den Datenspeicher bspw. der Spindel aus, erkennt dass es sich im ein Originalbauteil von MAG Corcom handelt, akzeptiert die Spindel und ist mit ihr connected. Vorerst ist geplant, vorhandene Komponenten, die bei einem Ausfall hohe Kosten bzw. lange Reparaturzeiten nach sich ziehen, mit einer gewissen Intelligenz zu versehen. Als smarte Pilotkomponenten wurden deshalb die Spindel, inklusive der Lager, und der Kugelgewindetrieb (KGT) ausgewählt. Auf die Spindel wird ein Zigarettenschachtelgroßer Mikro-PC aufgebracht, weil sie zusätzliche Schnittstellen und Ethernet-Anbindung zur Erfassung auch anderer Maschinendaten gleich mit bereithalten soll. Der Kugelgewindetrieb bekommt einen RFID-Chip eingepflanzt.
Prognose für Spindelausfälle
Heute wird die Spindelwartung noch aufgrund der optimalen Mindestlaufzeit eingeplant, z.B. nach 50.000 Maschinenstunden austauschen. Die vom Hersteller mit gegebenen mittleren Laufzeiten, sind jedoch recht theoretisch auf den Idealfall bezogen. In der Praxis beeinflussen unterschiedliche Aspekte die Lebensdauer der Spindel, bspw. beeinflusst der Zusammenbau eines Lagers dessen Haltbarkeit wie auch der tatsächliche Einsatz an der Maschine. Der Mikro-PC hält diese Informationen fest. So lässt sich ermitteln, ob eine Spindel ausgefallen ist, weil die Drehzahlen zu hoch waren, aber gleichzeitig geringe Kräfte in Z-Richtung gewirkt haben. Das größte Problem an einer Spindel sind die Lager. Wenn eine Spindel z.B. mit 2.000 Umdrehungen gefahren wird, kann über ein Datenblatt für das Lager ermittelt werden, was bei dieser Umdrehungszahl die Schadensfrequenzen sind. Schließlich lässt sich darüber dann ermitteln, was genau defekt ist. Über diverse zusätzliche Aus- und Eingänge können auch weitere Daten, ganz gleich ob analog oder digital, mit auf der Spindel gespeichert werden, bspw. direkt aus der Steuerung. Dadurch fungiert die Spindel als eine Art Fahrtenschreiber auf der Maschine. Über ein vergleichbares Lastkollektiv weiß man schließlich, wie lange ein Spindeltyp noch hält.
Intelligentes Monitoring für Maintenance Optimization
Und tatsächlich könnte dieses smarte Prinzip schon bald auch bei dem zweiten Pilotbauteil greifen, sobald die Kugelgewindetriebe mit einem RFID-Chip versehen sind. Die smarte Komponente wird mit wichtigenMesswerten beschrieben und kann diese nach dem Einbau an die Maschinensteuerung so dass eine Reduktion der Inbetriebnahmezeiten bei gleichzeitiger geringerer Fehlerquote resultieren. Auf allen verfügbaren Informationen basierend, wird ein Präventionsplan erstellt und der Kunde in den geplanten Wartungszyklus für die Spindel mit reingenommen. Wenn das Monitoring optimal eingerichtet ist, wird sichtbar, wann eine Spindel kritisch und ein Kugelgewindetrieb mit “orange” gekennzeichnet ist. Im Sinne eines Maintenance Optimization lässt sich die Wartung nach Prioritäten einplanen und selbst mehrere Wartungsaufgaben können sinnvoll zusammengefasst werden, so dass Maschinenstillstandszeiten heruntergedrückt werden. Dr. Kotschenreuther: “Das ist noch Zukunftsmusik, soweit können wir Ausfälle bisher noch nicht konkret vorhersagen, wir arbeiten aber an einer ständigen Verbesserung der Vorhersagen.“
Kluge Apps für die Smart Production
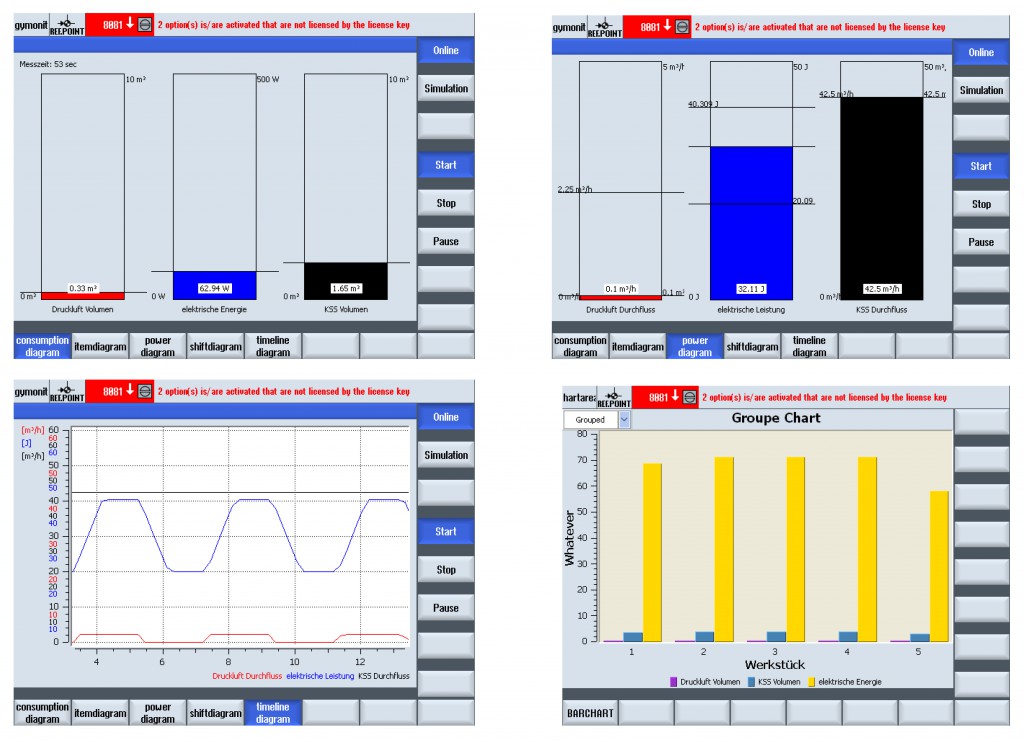
elektrischen, pneumatischen und fluidischen Verbräuche an.
Noch einen Schritt weiter geht MAG mit “eApps4Production”. “Darunter verstehen wir eine flexible Vernetzung intelligenter Engineering Apps, also e-Apps, zur Maximierung der Maschinen- und Anlagenperformance”, sagt Dr.-Ing. Jan Kotschenreuther. Dazu soll Sensorik, die sich ohnehin schon auf der Maschine befindet, ausgelesen bzw. neue Sensorik mit hinzugenommen, wie Stromzähler, Durchflussmessgerät für Druckluft, Temperatursensoren, u.v.m. Über die Maschinenschnittstelle greifen die Apps auf alle Daten zu, die in Maschine vorhanden sind, aus der Steuerung ebenso wie aus zusätzlichen Sensoren, die über das BUS-System mitlaufen. Die Informationen sollen sich auf alle Geräte verteilen lassen, die man nutzen möchte, denn die eApps sind plattformunabhängig. Die gesammelten Daten können natürlich unmittelbar am HMI-Monitor angezeigt werden. Die eApps werden über einen Dienstekatalog bereitgestellt.
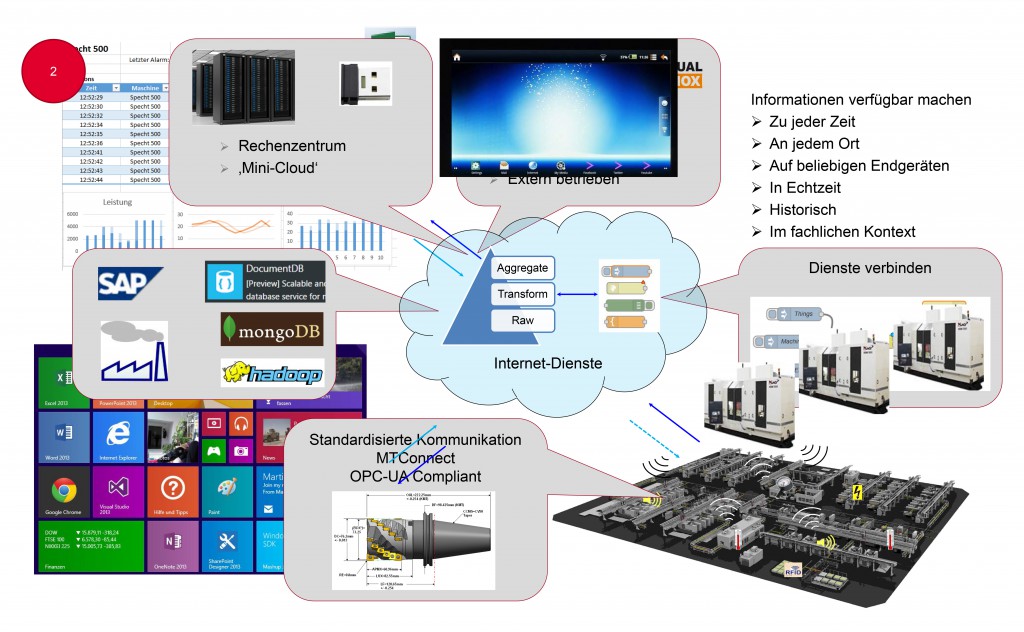
Informationen unterstützen.
Darüber lassen sich komplette Workflows einfach per Drag-and-Drop generieren. Meldet eine CNC-Maschine z.B., dass die Spindel in Kürze ausfallen könnte, dann verschickt die App automatisch eine SMS an die Instandhaltung. Die Dienste lassen sich miteinander verknüpfen, Das ist so einfach gestaltet, dass das jeder Ingenieur selbst machen kann, ohne Informatiker mit Programmierkenntnissen zu sein. Die eApps sollen im Excel von Office verfügbar sein. Dort einmal aufgerufen, lässt sich z.B. eine Maschinendatenliste einrichten und die Daten werden ab sofort in Echtzeit darin fortgeschrieben. Damit erhalten die Anwender ein kosteneffizientes Tool für Maschinenauswertungen. Ein erstes konkretes Ergebnis aus dem eApps-Projekt liegt bereits vor und wird mit den neuen MAG-Maschinen als Option angeboten: das Energie- Effizienz-Paket mit übersichtlichem Energiemonitor. Wenn bspw. längere Zeit kein Bauteil am Einlaufen ist, schaltet die Maschine automatisch auf Leerlauf und die nicht benötigten Komponenten ab.
Ersatzteile und Komponenten aus dem Online Shop
Über 1,5 Millionen Artikel für 50 Maschinenmarken können per Knopfdruckim MAG Online Shop geordert werden. Öffnungszeiten: 24 Stunden, 7 Tage die Woche. Artikel- oder Zeichnungsnummer zum gewünschten Ersatzteil eingeben und Verfügbarkeit und Preise werden angezeigt. Dabei fungiert der Online Shop als Bestellportal, in dem sich Kunden ein individuelles Konto einrichten können, und zwar nicht nur MAG-Kunden, sondern alle Industrieunternehmen, die zeitnah Ersatzteile für Werkzeugmaschinen benötigen. Ist das gewünschte Ersatzteil vorrätig, kann es sofort per Mausklick bestellt werden. Permanent an MAG-Zentrallager befinden sich 600.000 Teile. Das Service-Team von MAG sorgt für eine kundenorientierte Bevorratung an Servicestandorten weltweit. So sind dringend benötigte Ersatzteile selbst bei Standardversand innerhalb kürzester Zeit an der Maschine. Sie brauchen das Ersatzteil schneller? Dann genügt ein Mausklick über den Button „Expressversand“ oder außerhalb der üblichen Geschäftszeiten auf „Sofortversand“. Durch die hohe Lieferbereitschaft der gängigsten Ersatzteile ab Lager lassen sich Maschinen-Stillstandszeiten deutlich reduzieren. Gerade bei begrenzten Maschinenkapazitäten kann ein ungeplanter Maschinenausfall zu erheblichen Fertigungsverzögerungen führen.
Kontakt:


