


Die HARVI-Produktlinie von Kennametal wird um einen weiteren Vollhartmetall-Schaftfräser mit vier Schneiden erweitert werden – den HARVI I TE. Durch sein völlig neues Design bietet der HARVI I TE hohe Leistung für die Bearbeitung unterschiedlichster Werkstoffe, darunter Stahl, nichtrostende Stähle, Hochtemperaturlegierungen und Gusseisen – und das bei höchsten Standzeiten. Dank der deutlich reduzierten Schnittkräfte passt dieses Werkzeug laut Kennametal zu allen Bearbeitungs- oder Fräsdrehzentrum.
„Im Vergleich zu anderen Fräsern mit vier Schneiden erweist sich der HARVI I TE sowohl bei der Nass- als auch bei der Trockenbearbeitung und bei zahlreichen Materialien und Anwendungen eindeutig als das überlegene Werkzeug. Die Werkzeugstandzeit ist ebenfalls beispiellos“, erklärt Bernd Fiedler, verantwortlich für den Bereich Vollhartmetall-Schaftfräser bei Kennametal.
„Der HARVI I TE eignet sich gleichermaßen für fordernde Schruppbearbeitungen wie für anspruchsvolle Schlichtbearbeitungen – tiefe Kavitäten, Voll-Nuten und Schulter- sowie Eintauchoperationen können mühelos realisiert werden. Auch für das dynamische Fräsen ist das neue Werkzeug bestens geeignet.“
Die Kennametal-Ingenieure haben den HARVI I TE entwickelt, um die folgenden vier, den Großteil aller Fräsanwendungen wesentlich beeinflussenden Problemfaktoren in den Griff zu bekommen – die Spanabfuhr, die Werkzeugabdrängung, die Schneidenstabilität und Werkzeugbrüche durch radiale Schnittkräfte. Am Ende des Entwicklungsprozesses steht ein Werkzeug, das so langlebig und vielseitig ist, dass damit die meisten Fräsbearbeitungen erledigt werden können.
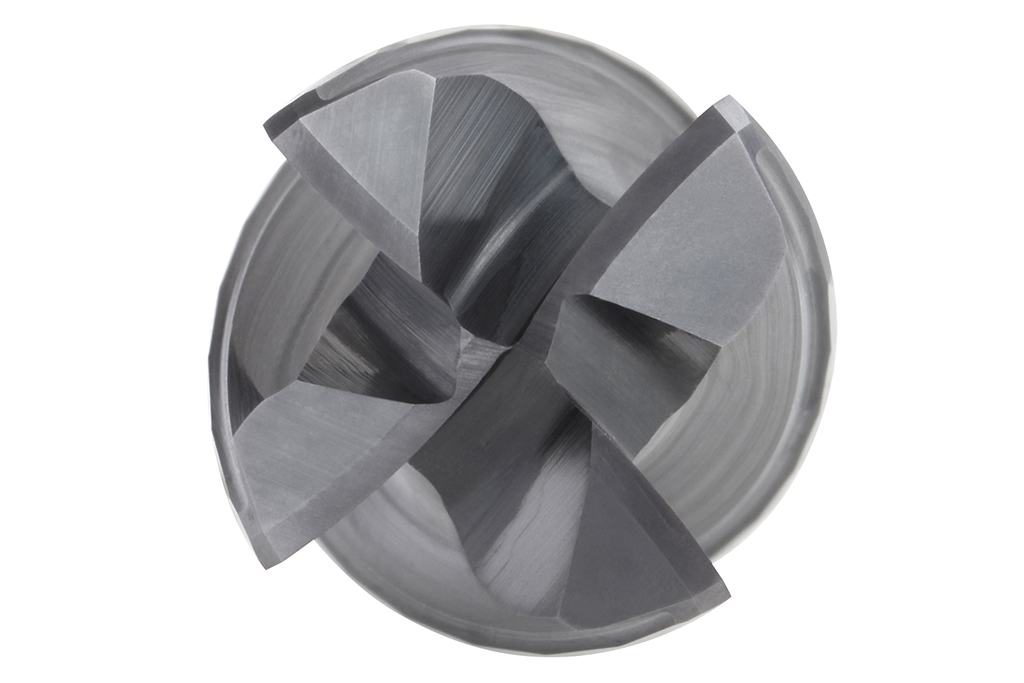
Die Spannut ist beim HARVI I TE so geformt, dass sich die entstehenden Späne gleich einrollen und in kleine Stücke brechen, die dann über Spanmulden innerhalb der Nut direkt abtransportiert werden. Beides hilft Spänestau zu unterbinden, den Kühlmittelfzufuhr im kritischen Bereich zu fördern, und die Werkzeugstandzeit zu erhöhen.

Die geformte Stirnschneide unterstützt den Spanabtransport, sorgt aber gerade auch durch
geringe Schnittkräfte dafür, dass das Werkzeug hervorragende Tauch- und
Schrägeintaucheigenschaften besitzt.
Durch den parabolisch geformten Werkzeugkern sowie die exzentrische, facetierte Freifläche über die gesamte Länge der Schneide wird die Reibung und damit auch die Werkzeugabdrängung reduziert, die Schneidenstabilität steigt. All dies macht den HARVI I TE zu einer vielseitig einsetzbaren Lösung.
Durch den variablen Spiralwinkel und die asymmetrischen Schneiden werden Vibrationen und Resonanzschwingungen für eine problemlose Bearbeitung minimiert.
„Durch den Einsatz des HARVI I TE werden die Prozessstabilität, die Oberflächenqualität und die Spanabfuhr gleichermaßen verbessert“ sagt Fiedler. „Doch die Hauptsache ist, dass diese Leistungsmerkmale auch bei erhöhten Vorschüben, großen Geschwindigkeiten und hohen Schnitttiefen erreicht werden. Zerspanungsrate, Standzeit und Produktivität sind somit optimal.“
Kontakt:


