

")
Auf Basis der bisher schon bei Bestandskunden umgesetzten Anwendungen hat MAPAL passgenaue Lösungen für die Fluidtechnik abgeleitet. In ihnen finden sich viele Kundenbedürfnisse und Bauteilanforderungen wieder.

Denn die Kompetenz von MAPAL bei der Schieberbohrung ist seit Jahren gefragt. Von der Genauigkeit dieser Bohrung hängt das Spaltmaß mit dem Schieber ab, damit das Hydrauliköl leckagefrei nur in die gewünschte Richtung fließen kann. Dies ist bei modernen Hydraulikventilen sehr eng definiert. Dementsprechend liegt ein großes Augenmerk auf der Rundheit, Zylinderform, der Geradheit sowie der Oberflächengüte dieser Bohrung.
Anschauliche Best-Practice-Beispiele gehen jeweils auf bestimmte Fertigungssituationen ein. Die Werkzeuge dafür legt MAPAL so aus, dass immer der wirtschaftlichste Prozess herauskommt. Dazu gehört, nicht nur Vorbearbeitung und Semifinish schnell zu erledigen, sondern auch nachgelagerte Prozesse wie etwa das Honen im Blick zu haben.
Anwendungslösungen für alle Fälle
Die erste der vorgestellten Lösungen für die Bearbeitung eines Hydraulikventilgehäuses ist eher untypisch für MAPAL, da sie ohne ein Feinbohrwerkzeug für die Finishbearbeitung auskommt. Nach dem Pilotieren, Aufbohren und Zirkularfräsen der Schieberbohrung macht hier eine Mehrschneidenreibahle den letzten Bearbeitungsschritt vor dem Honen. Mit der Werkzeugauswahl zeigt MAPAL, dass manche Aufgaben auch ohne ein einstellbares Spezialwerkzeug in hoher Genauigkeit lösbar sind. Das Konzept eignet sich vor allem für kleinere und mittlere Stückzahlen.

Wenn es in der Serienproduktion um große Stückzahlen bei höchster Genauigkeit geht, ist die zweite Anwendungslösung die passende Blaupause. Den entscheidenden Unterschied macht das zur Fertigbearbeitung eingesetzte Feinbohrwerkzeug, das die hohen Anforderungen an die Herstellung der Schieberbohrung und der Druckwaagenbohrung erfüllt. EasyAdjust-System und Führungsleisten stehen für eine prozesssichere Feinbearbeitung mit einfachem Handling. Als Technologiepartner klärt MAPAL zusammen mit dem Kunden, wie weit ein abschließender Honprozess reduziert werden kann oder sogar überflüssig wird.
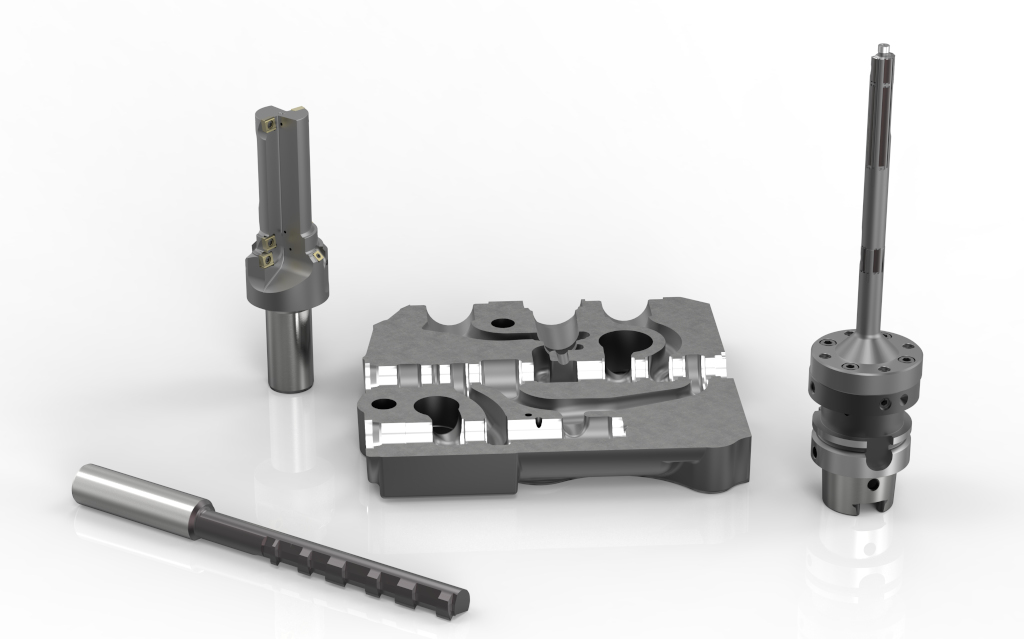
Muss das Bauteil aufgrund seiner Abmaße von zwei Seiten bearbeitet werden, kommt die dritte Lösung zum Zug. Für das Pilotieren und Aufbohren setzt MAPAL ein mehrstufiges Aufbohrwerkzeug mit Radial- und Tangentialwendeschneidplatten ein. Es erledigt die Vorbearbeitung der Schieberbohrung und die Fertigstellung der Konturen in einem Schuss. Die Steuerkanten bearbeitet ein Vollhartmetallprofilwerkzeug definiert und ohne Ausbrüche. Das nachfolgende Feinbohrwerkzeug mit einstellbaren Wendeschneidplatten und Führungsleisten eliminiert den Achsversatz, der durch die Bearbeitung von zwei Seiten entsteht. Das wäre mit einer mehrschneidigen Reibahle in dieser Qualität nicht möglich.
Anwendungslösung 4 bringt jene Flexibilität in die Fluidtechnik, die vor allem für kleine Serien und den Prototypenbau verlangt wird. Das mechatronische Werkzeugsystem TOOLTRONIC ermöglicht es, den Honprozess über eine zusätzliche Achse auf dem Bearbeitungszentrum durchzuführen. Damit kann die komplette Bearbeitung in einer Aufspannung auf einer Maschine erfolgen. Die Bearbeitung mit der TOOLTRONIC erreicht eine hohe Oberflächenqualität und Maßgenauigkeit bei engsten Fertigungstoleranzen und hoher Flexibilität. Zudem werden gratfreie und gerundete Übergänge erzeugt, Umspannfehler durch Umrüsten auf die Honmaschine entfallen.
Bei niedrigen Stückzahlen kann für die Bohrungsbearbeitung anstelle eines Sonderwerkzeugs eine klassische Einschneiden-Reibahle aus dem Standardportfolio zum Einsatz kommen. Die schnelle Verfügbarkeit und die geringeren Werkzeugkosten kompensieren in diesem Fall die etwas längere Bearbeitungszeit.
Kontakt:


