


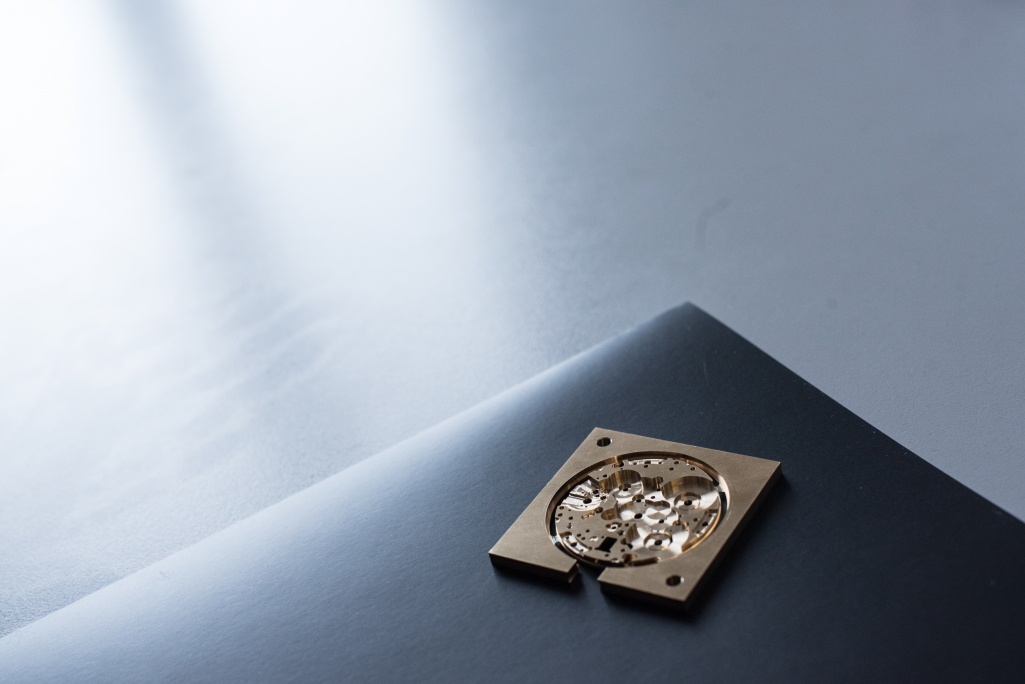
Die Fertigung der Uhrenplatine ist die Geburtsstunde eines Manufakturkalibers, dem Herzstück hochpräziser, mechanischer Luxusuhren. Für die prozesssichere und wiederholgenaue Herstellung setzt IWC Schaffhausen eine KERN Micro ein. Darauf ist das preisgekrönte Schwenkfutter von Röhm aus der micro-technology Reihe montiert. So erreicht IWC höchste Präzision und Wiederholgenauigkeit in einer einzigen Aufspannung bei dutzenden Bearbeitungsschritten mit zig Werkzeugwechseln. Wir haben ganz genau hingeschaut.

Wir blicken in eine Fertigungshalle, die auf den ersten Blick aussieht wie viele, wären da nicht die zahlreichen roten Kern-Maschinen, die Besonderes erwarten lassen. Dass wir überhaupt hier hineingekommen sind, wäre ohne Begleitung gar nicht möglich gewesen. Kein Firmenschild, nirgends das vertraute IWC-Logo, nichts, was auf den Hersteller von Luxusuhren hinweist. Als uns der Produktionsleiter für Werkteile von IWC Schaffhausen, Christian Indlekofer, erzählt, dass die wertvollste IWC-Uhr 750.000 Schweizer Franken kostet, sind wir schwer beeindruckt und können die Geheimniskrämerei durchaus verstehen.

Fertigung der Platine ist Geburtsstunde eines Uhrwerks
Dennoch ist heute auch die Herstellung der Bauteile für die Kaliber, wie die Uhrenmanufakturen ihre eigens entwickelten, hergestellten und montierten Uhrwerke nennen, nur noch mit modernsten CNC-gesteuerten Präzisionsmaschinen und Bearbeitungszentren möglich.
Das ändert nichts an der Wertigkeit der Uhren – im Gegenteil: Kunden erwarten neben hochwertigen Materialien, Design und Komplikationen (so heißen Funktionen wie Datum, zweite Zeitzone oder Jahreskalender) einer wertvollen Armbanduhr auch höchste Ganggenauigkeit. „Das prozesssichere und wiederholgenaue Fertigen der Einzelteile ist nur maschinell möglich. Die Montage findet dagegen nach alter Tradition weiterhin von Hand statt“, erklärt uns Heiko Zimmermann, der für die Industrialisierung verantwortlich ist.

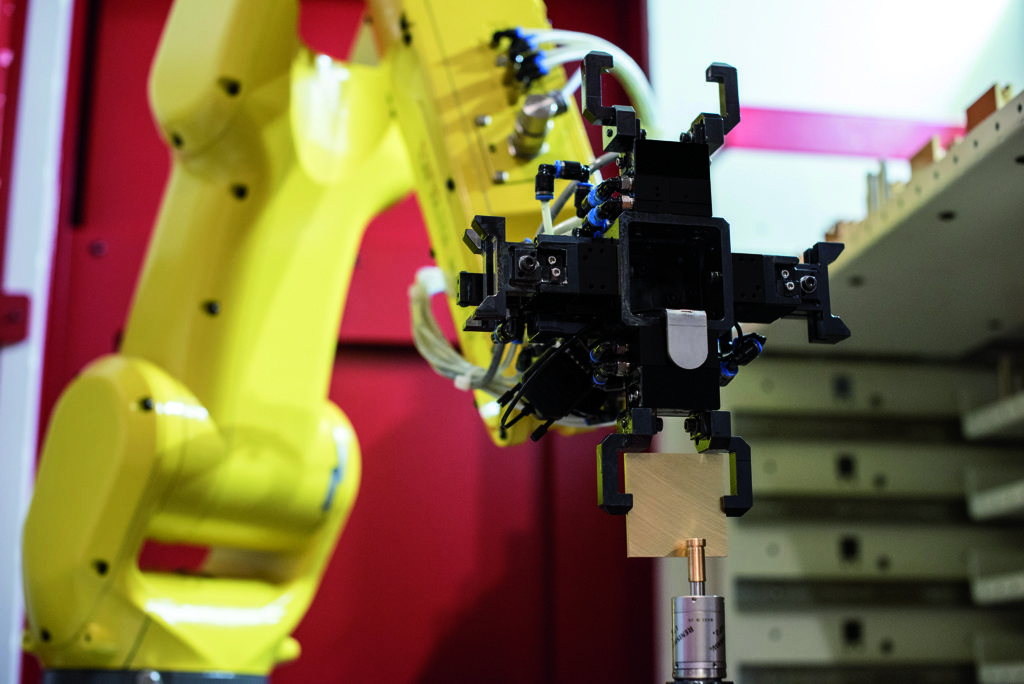
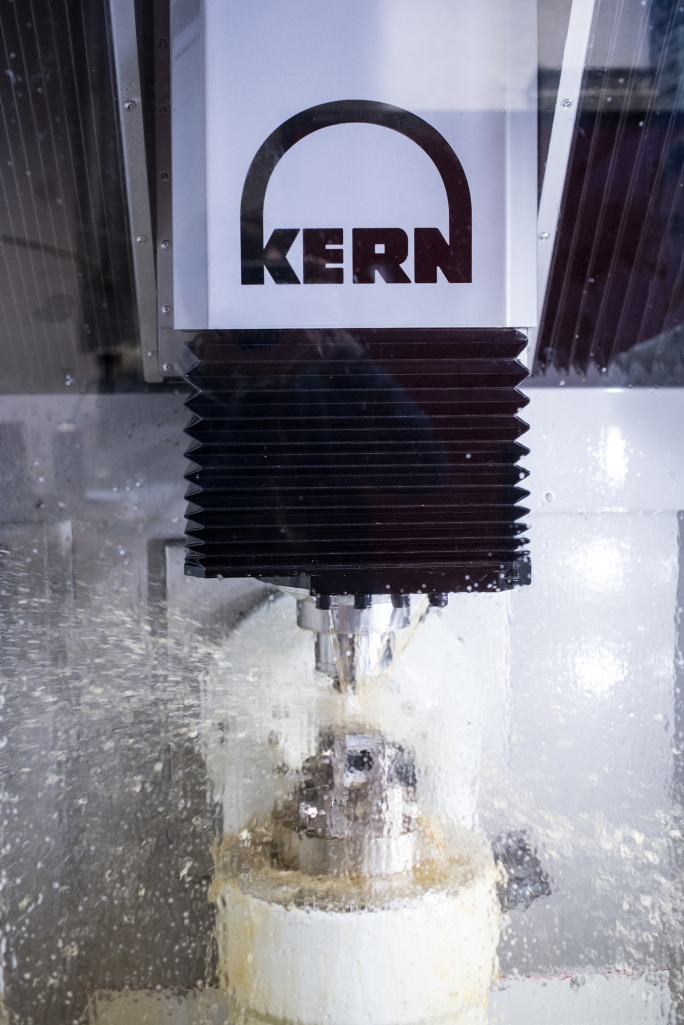
Also stehen wir jetzt vor einer KERN Micro, einem sehr kompakten Präzisions-Bearbeitungszentrum und beobachten, wie der Handlingroboter eine Messingplatine in den Abmessungen 50 x 50 x 3,25 mm einlegt. Stephan Zeller, Gebietsverkaufsleiter von Kern, schildert sogleich das Besondere: „Mit der KERN Micro hat IWC ein sehr kompaktes 5-Achs-Bearbeitungszentrum auf nur vier Quadratmetern Stellfläche, das hervorragend automatisierbar ist und bis in den Nano-Bereich präzise arbeitet.“ Garant dafür ist unter anderem die Temperierung aller wärmeeinbringenden Komponenten in der Maschine. Mit 101 Werkzeugen im gut zugänglichen Werkzeugkabinett, das sogar maximal 209 Werkzeuge aufnehmen kann, werden alle Prozessschritte abgedeckt.

Preisgekröntes Schwenkfutter von Röhm
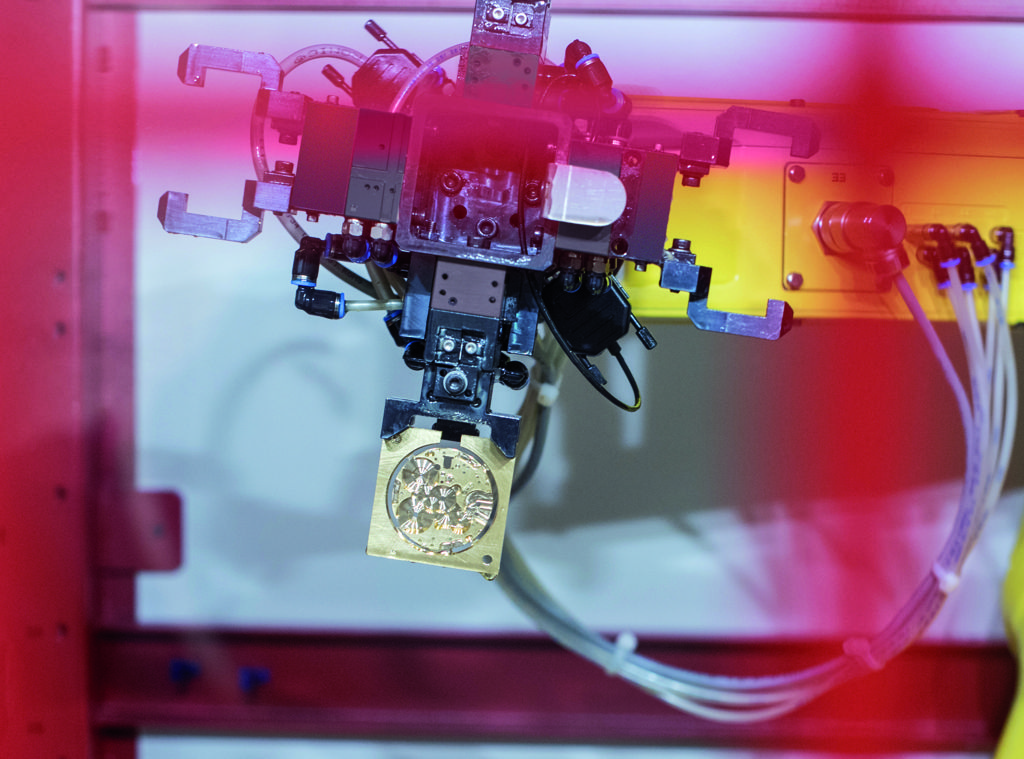
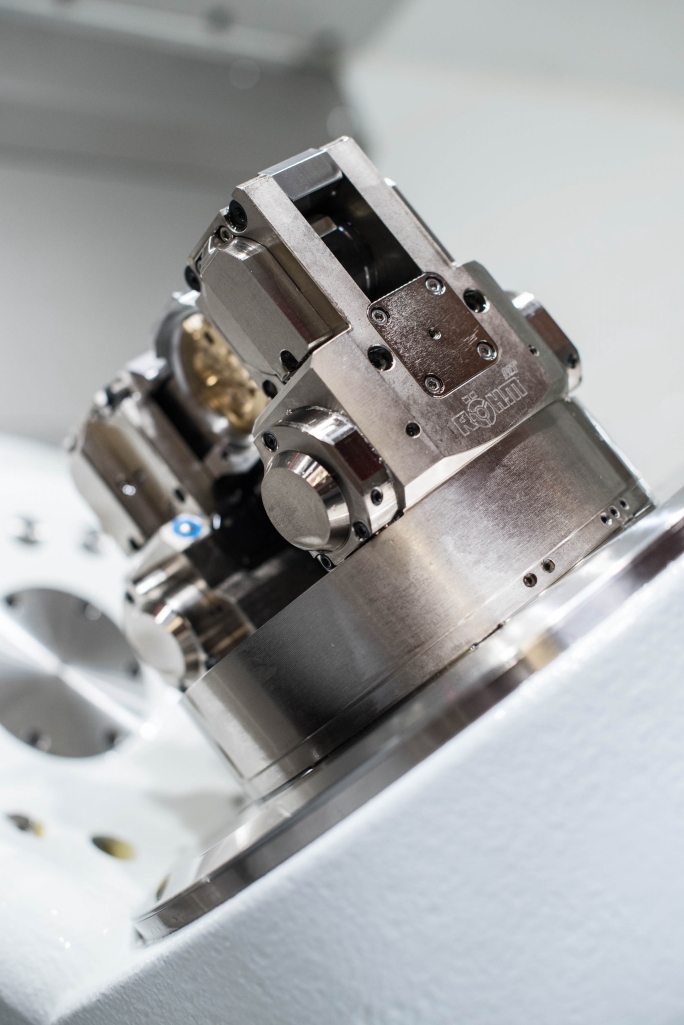
Im aufgeräumten Arbeitsraum ist das preisgekrönte Kraftspann-Schwenkfutter von Röhm aus der micro-technology Reihe montiert. Mit dem weltweit einzigartigen, von Röhm in der Schweiz ausgedachten und im Zweigwerk Dillingen konstruierten Platinenfutter fertigt IWC in einer einzigen Aufspannung der Platine alle notwendigen Operationen. Dies sind Fräsen, Bohren, Gewindeschneiden und Einstechen sowie die Feinbearbeitung der Kanten. Ja selbst die Bohrung für die Aufzugswelle horizontal vom Außenrand der Platine zu deren Inneren kann ohne Umspannen durchgeführt werden. „Früher hatten wir die Platine auf drei Maschinen aufspannen müssen“, erinnert sich Zimmermann. Das dauerte natürlich insgesamt länger und barg die Gefahr, dass das Ergebnis weniger präzise sein konnte als heute. Nach einem Einmessen, des Werkstücks, das Toleranzen des Rohlings berücksichtigt, holt sich das System seinen Nullpunkt.
270 Prozesse mit 54 Werkzeugwechseln auf 0,001256637 m2

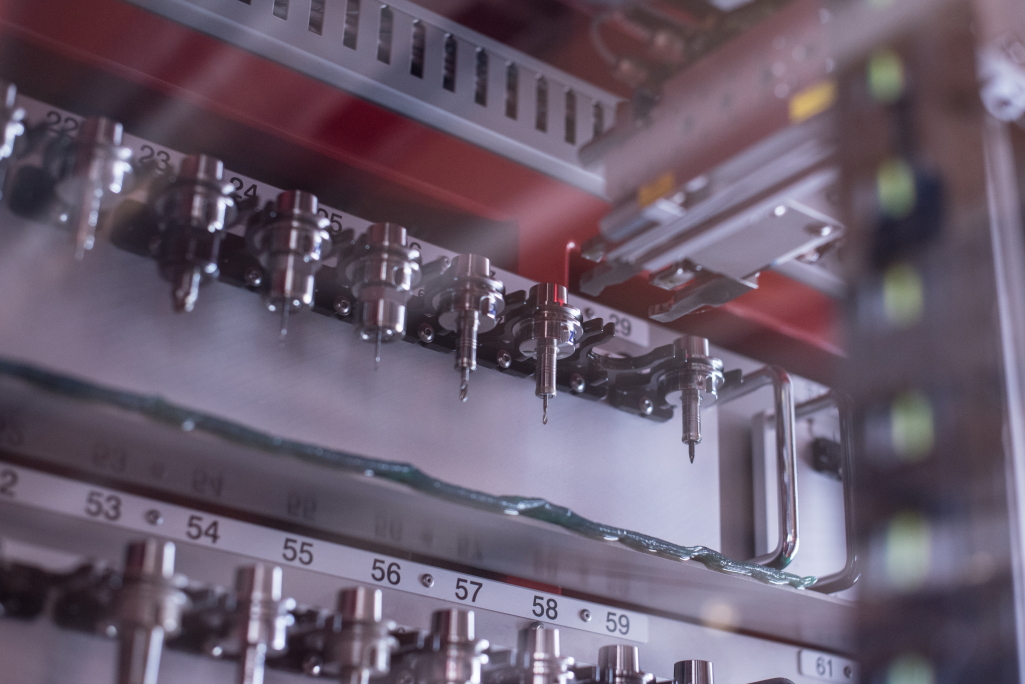
Die Uhrenplatine ist das zentrale Bauteil einer mechanischen Uhr. Auf ihr werden später alle Bestandteile des Uhrwerks platziert, von der Brücke über die Unruhkloben bis zu den Lagersteinen aus Rubin sowie Stifte, Achsen, und Zahnräder. Je nach Komplikation kann ein solches Uhrwerk aus mehreren hundert! kleinsten Teilen bestehen. Bis das Spannfutter den Rohling als fertige Platine wieder für die Entnahme loslässt, werden mit der KERN Micro auf der Werkseite und der Zifferblattseite unglaubliche 270 Operationen mit insgesamt 54 Werkzeugwechseln in einer Präzision von +/- 2 µm durchgeführt. Dabei kommt jedes Werkzeug nur einmal zum Einsatz. Die Bearbeitungsschritte und deren Reihenfolge sind sehr genau durchgeplant. Weil das Schwenkfutter die Platine schneller wendet als ein Werkzeugwechsel durchgeführt wird, werden mit einem Werkzeug stets Operationen auf beiden Seiten der Platine durchgeführt, bevor es gewechselt wird.
 Und so entstehen auf der später 40 mm im Durchmesser großen Uhrenplatine Bohrungen, von denen die kleinsten nur 0,38 mm Durchmesser haben, Gewindelöcher und Raum für die Werksbestandteile. An manchen Stellen wird das Material des Rohlings bis auf 0,5 mm abgetragen. Das stellt nun wiederum eine ganz besondere Herausforderung an das Spannfutter. Denn keinesfalls darf sich das Werkstück aus Messing durch die auf es einwirkende Kraft durchbiegen oder gar zerbrechen. Vor allem bei den Einstechprozessen ist die einwirkende Kraft nicht zu unterschätzen. Ein Durchbiegen würde zu ungenauen Ergebnissen führen. Also muss eine Werkstückabstützung, eine Art Anschlag her.
Und so entstehen auf der später 40 mm im Durchmesser großen Uhrenplatine Bohrungen, von denen die kleinsten nur 0,38 mm Durchmesser haben, Gewindelöcher und Raum für die Werksbestandteile. An manchen Stellen wird das Material des Rohlings bis auf 0,5 mm abgetragen. Das stellt nun wiederum eine ganz besondere Herausforderung an das Spannfutter. Denn keinesfalls darf sich das Werkstück aus Messing durch die auf es einwirkende Kraft durchbiegen oder gar zerbrechen. Vor allem bei den Einstechprozessen ist die einwirkende Kraft nicht zu unterschätzen. Ein Durchbiegen würde zu ungenauen Ergebnissen führen. Also muss eine Werkstückabstützung, eine Art Anschlag her.
Eine Abstützung, die auf beiden Seiten wirkt
Doch das ist gar nicht so einfach, denn die Abstützung, die die Platine von unten unterstützt und gegen ein Durchbiegen wirkt, muss ja nach einem Schwenk wiederum genauso von unten wirken. Hier hat Röhm eine weltweit einzigartige clevere Lösung gefunden. „Ein pneumatisch betätigtes Spannjoch rotiert nach dem Schwenk des Futters um 180° und stützt das Werkstück somit wieder von unten ab“, erklärt Damiano Casafina, Geschäftsführer von Röhm Schweiz, der sich diese innovative und einfache Lösung ausgedacht hat.
Dennoch steckt auch hier die Schwierigkeit im Detail. Denn nach der Drehung des Spannjochs darf es nicht mit dem vollen Drehschwung auf die Platine durchschlagen. Die könnte dabei verbogen, zerstört oder aus den Spannbacken herausgeschleudert werden. Also hat Röhm eine Art Bremse eingebaut, die die Abstützung auf beiden Platinenseiten sanft von unten heranführt, einrastet und ihre Abstützfunktion wahrnehmen kann. Die Bearbeitung kann so mit der notwendigen Präzision bei sämtlichen Prozessen durchgeführt werden. Wie dieser Mechanismus im Detail funktioniert, lässt sich Casafina partout nicht entlocken. „Das ist und bleibt natürlich unser Knowhow.“
Flexibilität und Produktivität weiter erhöhen
Seit Oktober 2015 ist die Kombination aus KERN Micro und Röhm’s schwenkbarem Kraftspannfutter im Einsatz. „Die Einheit produziert inzwischen an 140 Wochenstunden“, wie Zimmermann nicht ohne Stolz berichtet. Tausende der Platine sollen innert eines Jahres darauf prozesssicher und wiederholgenau gefertigt werden.

Und der nächste Schritt ist bereits geplant, wie Indlekofer verkündet: „Wir wollen vor allem die Flexibilität aber auch die Produktivität weiter erhöhen.“ Hierzu ist an ein 4-fach-Futter mit Schwenkfunktion gedacht. Kern und Röhm sind bereits an der gemeinsam abgestimmten Planung. Und so betonen Zeller und Casafina unisono, „dass nur die enge Abstimmung zwischen uns und die gute Zusammenarbeit dem Kunden IWC diese erfreulichen Ergebnisse verschafft.“ Wir lassen uns bei einem nächsten Besuch an geheimer Stätte gerne wieder davon überzeugen.
Kontakt: www.roehm.biz


