


Immer wenn es um das Fertigen hochpräziser Anarbeitungen an Aluminium-Strangpressprofilen geht, ist Mack Alu-Systeme eine der ersten Adressen. Das Unternehmen mit Sitz in Klettgau Geißlingen hat sich im Laufe der Jahre zu einem der führenden Bearbeitungsbetriebe für lange und großvolumige Alu-Profile und Konstruktionsteile entwickelt. „In unserer Fertigung werden Bauteile mit einer Länge bis zu 8 Metern bearbeitet. Die mechanische Fertigung erfolgt auf SPC-überwachten Horizontal-CNC-Bearbeitungszentren mit Rundtischen, ausgelegt für Serienteile von 500 bis 10.000 Stück,“ erklärt Andreas Maxia, Projektmanagement bei Mack. „Den Standard für die Qualitätsstufe setzen die spezifischen Anforderungen unserer Kunden. Hierfür setzen wir natürlich auch auf führende Technologien in unserer Fertigung.“

Bereits seit Jahren setzt Mack daher auf die Werkzeugsysteme des CNC-Aggregatespezialisten BENZ. „Durch den gestiegenen Bedarf bei einem Serienprodukt, Profilen für Textilmaschinen, haben wir den zu Grunde liegenden Fertigungsprozess analysiert und zusammen mit unserem CNC-Partner BENZ Optimierungspotenziale aufgedeckt“, erläutert Karl Schilling (Projektmanagement) die Ausgangssituation.

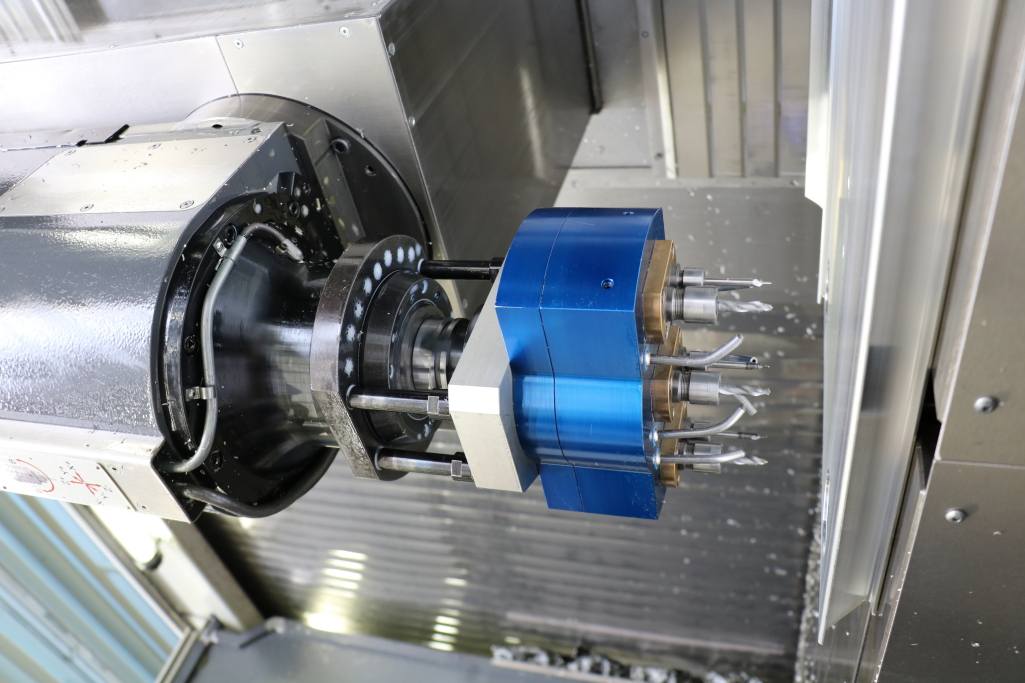
„Bei diesen Profilen werden horizontale und vertikale Bohrungen und Gewinde eingebracht. Neben der Erweiterung des Maschinenparks mit einer AXA HSC3-8000 trug insbesondere ein BENZ Mehrspindelkopf einen entscheidenden Anteil an der realisierten Produktivitätssteigerung. Mit dem 6-spindligen, bauteilspezifischen Bohrbild des Mehrspindelkopfes und der Kombination aus Bohr- und Gewindefräser können wir die vertikalen Gewinde in einem Schritt einbringen.“
Werkzeugwechselzeiten wie bei der herkömmlichen, aufeinander folgenden Bearbeitung können so gespart und die Taktzeiten signifikant reduziert werden. Alleine durch das Ersetzen des bisherigen Kopfes mit vier Spindeln mit einem sechsspindeligen Bohrkopf konnte eine Zeiteinsparung von rund 30% erzielt werden. „Auf den Gesamtprozess gesehen haben wir die Bearbeitungszeit pro Bauteil um 10% gesenkt und die Fertigungsstückzahlen erhöht“, resümiert Andreas Maxia den Optimierungserfolg. Zusätzlich wurden die Drehzahlen der Mehrspindelköpfe an den Werkzeugdurchmesser angepasst. Die eingesetzte Minimalmengenschmierung sorgt für eine umweltfreundliche, emulsionslose Bearbeitung.
Kontakt:


 Freude statt Frust")