


Der Einsatz neuer, wirtschaftlicher Werkzeugkonzepte lohnt sich besonders bei aufwändigen und anspruchsvollen Bearbeitungen. Mit den richtigen Tools können zum Beispiel beim Zerspanen von Ventilsitz und -führung im Zylinderkopf die Kosten erheblich reduziert werden.
Ungefähr 50 % der Werkzeugkosten für das Bearbeiten eines Zylinderkopfes sind Kosten, die für die Zerspanung der überwiegend aus Sintermaterial bestehenden Ventilsitze und –führungen aufgebracht werden müssen. Steigende Anforderungen machen zunehmend den Einsatz sehr harter Sintermaterialien notwendig. Hartmetall scheidet in den meisten Fällen als Schneidstoff aus und es kommt überwiegend das teurere PCBN zum Einsatz. Eine weitere Aufgabe an die Werkzeuge stellen die anspruchsvollen Anforderungen an die Genauigkeit. Um eine hohe Verdichtung im Motor zu erreichen, muss die so genannte Dichtfase am Ventilsitzring einen eng tolerierten Winkel einhalten. Auch die Konzentrizität zwischen der Ventilführung und dem Ventilsitz sind in diesem Zusammenhang von Bedeutung. Um all diese Forderungen zu lösen, gibt es verschiedene Werkzeugkonzepte. Früher wurden Zylinderköpfe überwiegend auf Transfermaschinen gefertigt. Die Ventilführung wurde mit einer Reibahle, in einer Feedout-Einheit, buchsengeführt bearbeitet; der Ventilsitz im selben Bearbeitungsgang von einem Aussteuerwerkzeug gedreht. Immer kleinere Durchmesser der Führungen und Sitze sowie die Fertigung auf Bearbeitungszentren lassen jedoch die sehr stabilen aber groß bauenden Werkzeugkonzepte von früher nicht mehr zu. Die heute noch üblichen Werkzeugkonzepte für Bearbeitungszentren umfassen zwei Werkzeuge:
1. Pilotieren der Ventilführung und Vorbearbeiten des Ventilsitzes
2. Fertigbearbeiten der Ventilführung und des Ventilsitzes
Zunächst handelte es sich um einstückige Werkzeuge. Die Schneiden zur Bearbeitung der Ventilsitze waren mit PCBN bestückt und wegen ihrer Nachschleifbarkeit in axialer Richtung nachstellbar.
MAPAL HFS-Trennstelle bringt Stabilität und Präzision
In einem ersten Weiterentwicklungsschritt wurde zwischen dem großen Teil des Werkzeugs für die Sitzbearbeitung und der dünnen Reibahle für die Ventilführung die MAPAL HFS-Trennstelle eingefügt. Das ermöglicht den flexibleren Einsatz der Reibahlen in Bezug auf Durchmesser und Schneidsysteme.
Alternativ können einstellbare Einschneidenreibahlen oder feste, mehrschneidige Werkzeuge eingesetzt werden. Hinzu kommt eine verbesserte Reparaturfreundlichkeit und ein ganz besonderer und wichtiger Effekt, der sich durch die im HFS-System ausgeführte Trennstelle ergibt. Wie beim HSK bringen Kegel und Planfläche sehr hohe Steifigkeiten und hohe Wechselgenauigkeit bei dieser Verbindung. Das neue Konzept ermöglicht erstmals, bei entsprechend passendem Umfeld, die Bearbeitung in einem Schritt also mit nur einem Werkzeug.
Mehr Schneidkanten und längere Standzeit
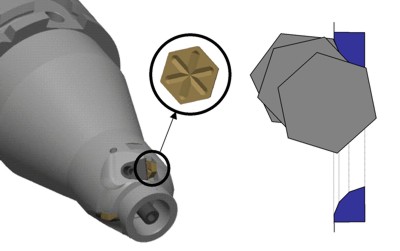
Der weitere Ansatz zum Optimieren dieser Werkzeuge waren die Schneiden für das Bearbeiten des Ventilringes. An diesem Ring sind die innere und äußere Begrenzungsfase sowie die Dichtfase zu zerspanen. Die bereits erwähnten, axial eingebauten Schneidplatten wurden durch HX Schneiden aus PCBN ersetzt. HX steht für hexagonal und bedeutet, dass diese Schneiden sechs Schneidkanten haben. Die Schneiden für die Begrenzungsfasen sind fest eingebaut, während die Schneide für die Dichtfase meist einstellbar ist. Die HX Schneiden sind präzisionsgeschliffen und in einem hochgenauen Plattensitz mit einer speziellen Spannung absolut genau und sicher gespannt. Zusammen mit der richtigen Schneidstoffauswahl und Kantenpräparation konnten im konkreten Fall die Standzeiten von 2.000 auf 10.000 Ringe pro Schneidkante gesteigert werden. Die Schneiden können so angeordnet werden, dass sie die Fasen in verschiedenen Segmenten der Schneidkanten bearbeiten und die Wendeplatten bis zu 18 Mal eingesetzt werden können.
Bedeutende Einsparungen
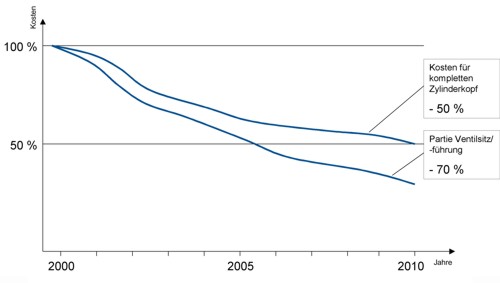
Durch den stetigen Fortschritt in der Fertigungs- und Werkzeugtechnologie konnten die durchschnittlichen Bearbeitungskosten für PKW-Zylinderköpfe in den letzten zehn Jahren halbiert werden. Maßgeblich waren die Fortschritte bei der Bearbeitung von Ventilsitz und
–führung. Bei einem aktuellen Fall wurden die Werkzeug- und Schneidkosten mit der neuen MAPAL Technologie seit Beginn der Fertigung dieser Bauteile auf Bearbeitungszentren um 70 % reduziert.
Bild 1: Exakte Plattensitze und stabile HFS-Trennstelle sind besondere Kennzeichen der MAPAL Werkzeuge für Ventilsitz und -führung
Bild 2: Die HX-Schneiden können so angeordnet werden, dass sie für verschiedene Fasen insgesamt 18 mal eingesetzt werden
Bild 3: Erheblich reduzierte Bearbeitungskosten sind das Ergebnis stetiger Weiterentwicklung der Werkzeuge
Kontakt
MAPAL Fabrik für Präzisionswerkzeuge Dr. Kress KG:


