


Die Firma KERN Micro- und Feinwerktechnik GmbH & Co. KG, Murnau ist seit über 20 Jahren bekannt als Marktführer in der Herstellung der erfolgreichen KERN CNC Höchstpräzisions- Micro- Fräs und Bohrzentren TypenreiheKERN MMT, KERN MMP und KERN HSPC. Mit dem Begriff „HSPC“ hat es auch einen eigenen Anspruch für die HSC-Präzisionszerspanung geschaffen: „High Speed Precision Cutting“.
Bereits diese Maschinen zeichneten sich durch höchste Präzision in der Positionierung und Wiederholung von ±1 µm aus. KERN ist auch der einzige Werkzeugmaschinenhersteller, der eine Arbeitsgenauigkeit am Werkstück von ≤ ±2,5 µm angibt.
 Nun setzt KERN noch eines drauf!
Nun setzt KERN noch eines drauf!
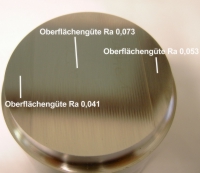
Mit der komplett neu entwickelten KERN Pyramid Nano wird ein neuer Meilenstein in der Höchstpräzisionszerspanung geschaffen. Mit einer Positionsstreubreite PS nach VDI/DGQ 3441 von ±0,3 µm dringt KERN in absolut neue Dimensionen vor. Und das über einen Verfahrbereich von X=500 mm und Y=500 mm. Ca. 7 Tonnen wiegt die Maschine mit hydrostatischen Führungen und hydrostatischen Antrieben. Sämtliche Wärmequellen liegen außerhalb der Maschine. Über ein ausgetüfteltes Kühlmanagement werden alle Teile der Maschine auf konstantem Temperaturniveau gehalten.
Apropos Maschinenständer: Die absolut symmetrische Portalbauweise aus dem Material KERN-ARMORITH® ist etwas ganz besonderes! Mineralguß, armoriert mit schweren Stahlverstrebungen, sorgt für eine Steifigkeit des Maschinenständers in bisher ungekannter Dimension. Das Gewicht in Verbindung mit dem Verbundwerkstoff KERN-ARMORITH® unterdrückt praktisch alle auftretenden Schwingungen.
KERN hat im Zuge der Neuentwicklungen verschiedene Antriebsalternativen ausführlich getestet. Im Vergleich zu Linearantrieben haben sich die hydrostatischen Antriebe durchgesetzt, da diese nicht den sich aufschaukelnden „Cogging-Effect“ aufweisen. Die höheren Herstellkosten für hydrostatische Systeme amortisieren sich sehr schnell durch wesentlich geringere Energiekosten. Laut externen Berechnungen [Werkstatt und Betrieb, 11/2002] können die Energiemehrkosten von Linearantrieben gegenüber hydrostatischen Antrieben pro Achse 750,- Euro im Jahr ausmachen. Bei zumindest drei Achsen im Dreischicht-Betrieb summiert sich das auf 6.750,- Euro pro Jahr!
 Es stehen zwei Spindelalternativen zur Verfügung: 500 – 50.000 rpm mit 6,4 kW Leistung (HSK 25) und 200 – 36.000 rpm mit 11 kW Leistung (HSK 40). Die Werkzeugwechsler-Kapazität kann bis auf 96/75 Plätze ausgedehnt werden (HSK 25/40), ohne die Außenmaße der Maschine zu verändern. Außerdem ist die KERN Pyramid Nano standardmäßig mit einem integrierten automatischen Werkstückwechsler mit 20 Plätzen ausgestattet. Mannlose Höchstpräzisionsbearbeitung ist für KERN seit vielen Jahren gelebte Praxis.
Es stehen zwei Spindelalternativen zur Verfügung: 500 – 50.000 rpm mit 6,4 kW Leistung (HSK 25) und 200 – 36.000 rpm mit 11 kW Leistung (HSK 40). Die Werkzeugwechsler-Kapazität kann bis auf 96/75 Plätze ausgedehnt werden (HSK 25/40), ohne die Außenmaße der Maschine zu verändern. Außerdem ist die KERN Pyramid Nano standardmäßig mit einem integrierten automatischen Werkstückwechsler mit 20 Plätzen ausgestattet. Mannlose Höchstpräzisionsbearbeitung ist für KERN seit vielen Jahren gelebte Praxis.
Ein ebenfalls neuentwickelter CNC-Hochpräzisions-Teilapparat (4./5. Achse) mit Torque-Motoren ist so gestaltet, dass die Bearbeitungsebene praktisch direkt am Drehpunkt der Achse ist. Beste Voraussetzungen für ein 5-Achsen-Nanopräzisions-Bearbeitungszentrum!
Und dann noch das Design! Bereits bei dem sehr erfolgreichen Model KERN HSPC wurden die KERN Mitarbeiter häufig auf das tolle Design angesprochen. So mancher Messebesucher trat im Vorbeigehen an den KERN Stand, nur um dem Design Hochachtung zu zollen. 1997 war KERN einer der ersten Werkzeugmaschinenhersteller, der mit einem halbrunden Design am Markt erschien. Man muß sich nur einmal auf Messen umsehen, um festzustellen, wie viele Maschinenhersteller es heute KERN gleich tun…..
Das Pyramiden-Design der KERN Pyramid Nano soll dem Interessenten die außergewöhnlichen Eigenschaften der Maschine signalisieren, die ebenfalls bei den Pyramiden zu finden sind:
Stabilität – Langlebigkeit – Nanopräzision!
Diese im wahrsten Sinne des Wortes neue Dimension in der Zerspanung kann auf der EMO in Hannover besichtigt werden.
Kontakt:
KERN Micro- und Feinwerktechnik GmbH & Co. KG
Email: mtsales@kern-microtechnic.com
Kern auf der EMO Hannover vom 14.-21. September 2005
Halle 012, Stand Nr. C59


