


Warum zwei unterschiedliche Beschichtungen verwenden, wenn es auch mit einer geht? „Harte und weiche Materialien mit nur einem einzigen Werkzeug bearbeiten zu können, verbessert das Produkt an sich und spart Zeit und Kosten“, dachte sich der Werkzeugspezialist HAM aus Schwendi-Hörenhausen. Den Bogen zwischen Härten von 35 HRC bis 65 HRC spannt er mit dem Schichtwerkstoff HSN² von CemeCon.
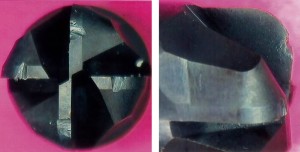
| Bilder 1/2: Das CemeCon-Supernitrid HSN² ist hervorragend für die Hartbearbeitung geeignet und macht auch bei der Zerspanung weicher Materialien eine gute Figur. | ||
| |
||
|
Bild 1: HSN² im Neuzustand |
||
 |
||
|
Bild 2: HSN² nach 75 min Weichbearbeitung. |
||
|
|
||
Die HAM Hartmetallwerkzeugfabrik Andreas Maier GmbH ist Spezialist für Vollhartmetallwerkzeuge, die Kunden aus den unterschiedlichsten Branchen entscheidende Vorteile beim Zerspanen auch schwierigster Materialien bringen. Dazu Frank Junginger, Verkaufsleiter Standardwerkzeuge bei HAM: „Wir betreiben bereits seit Jahren unsere eigene Beschichtungsproduktion. Doch wenn es ums ‚Feintuning‘ von Schichten geht, sind die Experten von CemeCon unsere erste Anlaufstelle! Bereits in vielen Projekten haben sie uns in solchen Fragen unterstützt. So auch bei unserem Vorhaben, Hart- und Weichbearbeitung mit nur einem Schichtsystem zu realisieren.“
Eine Beschichtung für zwei Anwendungen?
Substrat, Geometrie und Beschichtung: Die drei Bestandteile gehen bei der Werkzeugkonstruktion stets Hand in Hand. „Mit diesen Stellschrauben kann sich der Zerspaner schon grob an eine neue Aufgabe herantasten. Die wirkliche Feinarbeit beginnt, wenn die erforderlichen Parameter im Detail anzupassen sind. Das erfordert manchmal auch den Mut, etwas Neues auszuprobieren!“, erläutert Marc Semder, Sales Manager bei CemeCon.
Bislang nutzte HAM das Supernitrid HYPERLOX® ausschließlich auf Fräsern für die Hartbearbeitung bis 65 HRC. Doch in dem CemeCon-Schichtwerkstoff steckt erfahrungsgemäß noch einiges mehr. Daher sollte versucht werden, mit dem Werkzeug auch beispielsweise korrosionsbeständigen Kaltarbeitsstählen beizukommen. Frank Junginger: „Also überprüften wir, inwieweit sich die Standzeit durch die Modifikation von Geometrie, Beschichtung oder Substrat sowohl im Einsatz in der Weich- als auch der Hartbearbeitung verändern würde.“
Für die ersten Testläufe wurde ein Torusfräser in X46Cr13 (ca. 60 HRC) eingesetzt, mit Beschichtungen auf Basis der Schichtwerkstoffe HYPERLOX® und HSN² versehen. Bei der Trockenbearbeitung wurden sie mit den Schnittwerten vc = 50 m/min und vf = 2.130 mm/min verwendet und erreichten gute Ergebnisse bei beiden Schichtvarianten. „Das Nanocomposite HSN² ist eine Neuentwicklung für die Hartbearbeitung und bringt die entscheidenden Voraussetzungen für beste Ergebnisse gleich mit: Es ist extrem hart, glatt, temperaturbeständig, eigenspannungsarm und chemisch äußerst stabil. Daher setzten wir es in den Wettbewerb mit unserem, in schwer zerspanbaren Materialien bewährten, HYPERLOX®. Auch wir waren sehr gespannt auf die Ergebnisse!“, ergänzt Marc Semder.
Deutliches Standzeitplus in Hartem
Bei diesem Vergleich drehten die Zerspanungstechniker zusätzlich an den Parameterschrauben und erhöhten Schnittgeschwindigkeit und Vorschub. Frank Junginger: „Ziel war es auszuloten, wie sich das Werkzeug, und insbesondere die unterschiedlichen Schichten, bei deutlich erhöhten Werten verhalten. Nach 20 Minuten unterbrachen wir den Testlauf und verglichen beide Fräser.“ Während die Variante auf Basis von HYPERLOX® normalen Verschleiß an den Schneiden zeigte, sah es bei HSN² ganz anders aus: Ihm war lediglich anzusehen, dass es überhaupt im Einsatz war. Daher wurde der Test für weitere 20 Minuten fortgesetzt.
„Nach insgesamt 40 Minuten zeigte der Fräser mit HSN² ähnliche Verschleißmarken wie der HYPERLOX®-Fräser nach lediglich der Hälfte der Zeit. Für eine Premiere ist das ein super Ergebnis!“, bestätigt Frank Junginger. Doch nun musste sich die HSN²-basierte Beschichtung ja auch noch in einem anderen Material beweisen. Denn mit 35 HRC ist der Kunststoff-Formenstahl 40CrMnNiMo deutlich weicher, und bei der Zerspanung gelten andere Schnittdaten als sinnvoll. So wurde die Schnittgeschwindigkeit auf 300 m/min (8.000 U/min) und die Vorschubgeschwindigkeit auf 6.400 mm/min erhöht. Jeweils 75 Minuten lang frästen beide Werkzeuge – das eine mit der Beschichtung auf HYPERLOX®- das andere auf HSN²-Basis – und erzielten die gleichen Ergebnisse.
Ob hart, ob weich – Ziel erreicht
Damit hatte das Unternehmen erreicht, was es wollte: HAM benötigte eine individuelle Beschichtung für ihre Werkzeuge, die sich sowohl hervorragend für die Hartbearbeitung eignet, die gleiche Leistung wie der bisherige Favorit aber auch in weicheren Materialien erbringt. Das Supernitrid HSN² hat genau diesen Bogen gespannt. Der Schichtwerkstoff verhalf HAM zur neuen Universal-Schicht. „Für uns und unsere Kunden bedeutet das im Ergebnis eine bessere Performance bei der Hartbearbeitung – schnellere Bearbeitungszeiten und höhere Standzeit – sowie die gleiche Performance bei der Weichbearbeitung“, ergänzt Frank Junginger.
KONTAKT:


