


Effizienzsteigerung in der mechanischen Fertigung ist essenziell, damit sich produzierende Unternehmen in Anbetracht der aktuellen Herausforderungen erfolgreich behaupten können. Einen wesentlichen Beitrag hierfür leisten neuartige Verfahrensansätze, wie die schwingungsunterstützte Zerspanung der VibroCut GmbH. Über innovative Werkzeughalter werden definierte Oszillationsbewegungen in die Prozesszone eingebracht, um die Qualität, Produktivität und Prozesssicherheit zu steigern. Durch die einhergehende Beseitigung von bestehenden Limitierungen werden die Leistungsgrenzen von Fertigungsverfahren verschoben und wesentliche Effizienzsteigerungen und Kosteneinsparungen realisiert.
Der Druck auf fertigende Unternehmen in Europa und insbesondere Deutschland steigt stetig. Zur internationalen Konkurrenzsituation kommen weitere Faktoren wie Energiekosten, Bürokratie und Fachkräftemangel hinzu, welche die Kosteneffizienz der lokalen Fertigung reduzieren. Damit Unternehmen auch in Zukunft wettbewerbsfähig bleiben, sind Effizienzsteigerungen notwendig. Einen wesentlichen Beitrag dazu müssen technische Innovationen leisten. Die von der VibroCut GmbH entwickelten Systeme für die schwingungsunterstützte Zerspanung verbessern die Leistungsfähigkeit der spanenden Verfahren. Je nach Produkt werden hierfür niederfrequente oder Ultraschallschwingungen verwendet, um für fertigende Unternehmen eine Steigerung von Produktivität, Prozesssicherheit und Qualität zu erzielen. Die Technologie ist als Nachrüstlösung in bestehende Werkzeugmaschinen integrierbar und wird von einem individuell ausgerichteten Serviceangebot begleitet.
VIBROdrill ultrasonic: ein Booster für die Produktivität beim Bohren
Die Werkzeughalter VIBROdrill ultrasonic der VibroCut GmbH versetzen das Bohr- bzw. Tiefbohrwerkzeug in eine Ultraschallschwingung und modifizieren dadurch die Mechanismen der Spanbildung. Durch die eingebrachte Ultraschallenergie sinkt die Festigkeit des zu bearbeitenden Materials und die Reibung wird reduziert. In der Folge werden Bearbeitungskräfte gesenkt, wodurch ein erhebliches Potential zur Erhöhung der Schnittwerte und zur Produktivitätssteigerung offengelegt wird. Basierend auf der Kraftreduzierung ist es ebenfalls möglich, Gratbildung am Bohrungsaustritt zu minimieren oder den Mittenverlauf, insbesondere beim Tiefbohren, zu verbessern. Die Reduzierung der Reibung bildet hingegen die Grundlage zur Erhöhung der Werkzeugstandzeit und Verbesserung des Spanabtransports und somit für eine höhere Prozesssicherheit. Je nach Anwendungsfall können mit dieser neuartigen Technologie erhebliche Effizienzsteigerungen realisiert werden.
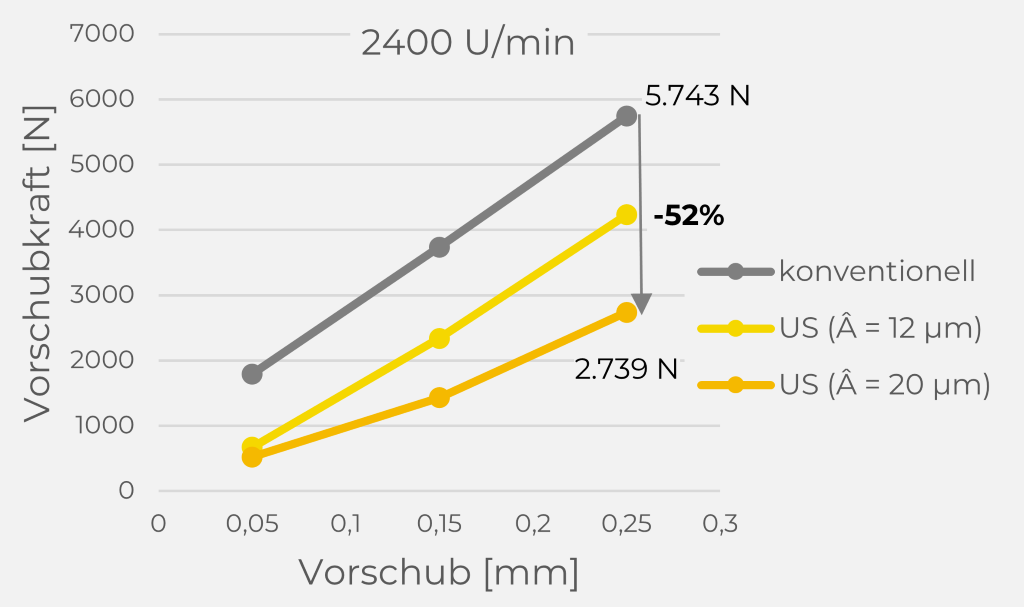
Das Beispiel zur Bearbeitung einer Kupferlegierung verdeutlicht das Anwendungspotential. Innerhalb einer Versuchsreihe wurden die Vorschubkräfte des Bohrprozesses und die Auswirkung der Ultraschallunterstützung untersucht. Wie in Abbildung 2 dargestellt, konnte hierbei mit steigender Ultraschallamplitude eine drastische Kraftreduzierung erzielt werden.
Im Fall des Vorschubs 0,25 mm wurde die Vorschubkraft bei einer Schwingamplitude von 20µm von 5.743 N (grau) auf 2.739 N (gelb) gesenkt. Die Reduzierung von 3.004 N entspricht dabei 52%. In der Folge steigt die Prozesssicherheit des Bohrprozessen und es wird ein Potential zur Steigerung des Vorschubs von bis zu 50% freigelegt. Infolgedessen wird die Produktivität signifikant gesteigert. Weitere Anwendungsfälle der Technologie mit einer vergleichbaren Kraftreduzierung sind vor allem die Bearbeitung von NE-Metallen, wie z. B. Aluminium- oder Titanlegierungen.
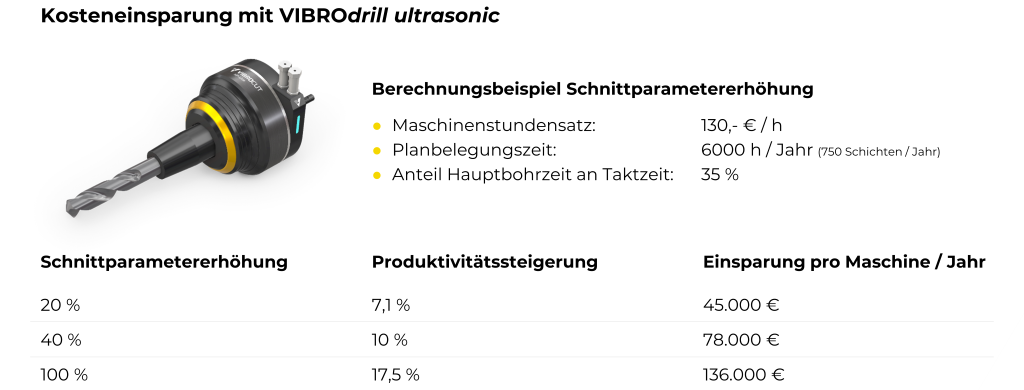
Mit der Effizienzsteigerung geht eine erhebliche Kostenreduzierung einher. Abbildung 3 zeigt hierfür ein Berechnungsbeispiel. Wird ein Maschinenstundensatz eines Bearbeitungszentrums von 130 €/h, ein Dreischichtbetrieb sowie ein Anteil des Bohrprozesses an der Taktzeit von 35 % angenommen, ergeben sich durch die Schnittwerterhöhung erhebliche Kosteneinsparungen. Konkret ist dies, z. B. bei einer 40%igen Erhöhung des Vorschubs, eine jährliche Einsparung von 78.000 € für jede mit VIBROdrill ultrasonic ausgerüstete Werkzeugmaschine.
VIBROturn: zur Vermeidung von spanbruchbedingten Maschinenstillständen
Spanbruchprobleme herrschen in vielen Drehprozessen vor. Insbesondere wenn duktile Materialen bearbeitet werden, entstehen lange Späne oder Wirrspäne. Diese wickeln sich um Werkzeug und Werkstück und verursachen Prozessunsicherheiten wie zum Beispiel zerkratzte Oberflächen oder Werkzeugbruch. Außerdem können die langen Späne nicht zuverlässig über den Förderer aus der Maschine abgeführt werden. Die Folge sind ungeplante Maschinenstillstände zur manuellen Beseitigung der Späne. Neben den Kosten für die unproduktiven Zeiten verhindert der ungenügende Spanbruch in vielen Fällen die Automatisierung und den mannlosen Maschinenbetrieb, weil dafür höchste Anforderungen an die Prozesssicherheit gestellt werden. Insbesondere die durchgängige Automatisierung von Fertigungsabläufen ist jedoch eine essenzielle Maßnahme zur Effizienzsteigerung in den produzierenden Betrieben. Hier schafft der innovative Werkzeughalter der VibroCut GmbH durch die Erzeugung einer definierten Schwingbewegung der Schneide Abhilfe. VIBROturn sorgt mit einer definierten Zusatzbewegung des Drehwerkzeugs für gezielte Sollbruchstellen im entstehenden Span.
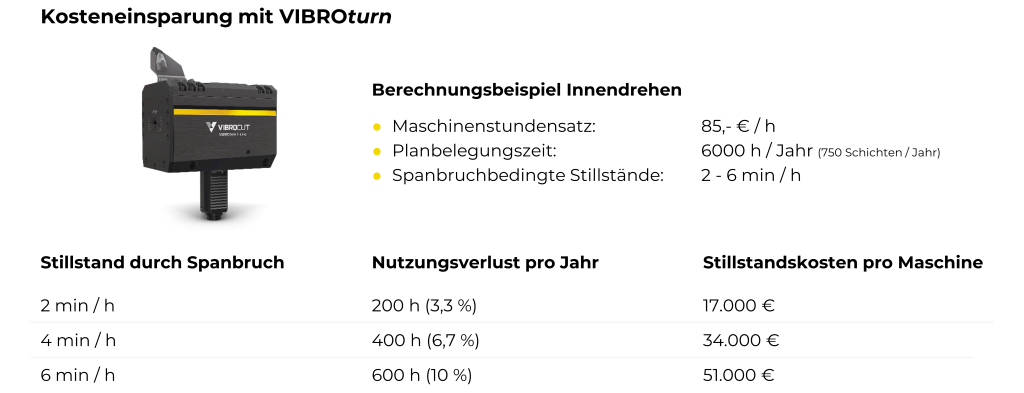
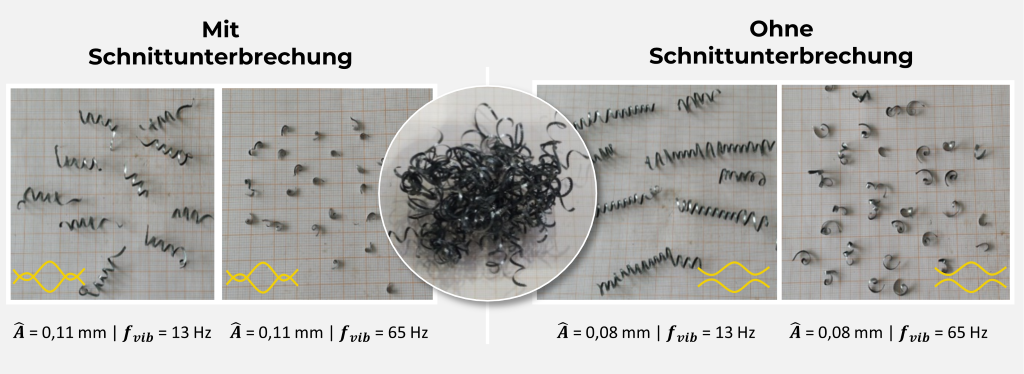
Besonders niedrig legierte Stähle weisen ein duktiles Verhalten und dadurch eine problematische Spanbildung auf. Abbildung 4 zeigt in der Mitte einen ungünstigen Wirrspan eines konventionellen Drehprozesses (ap=0,5 mm, f=0,1 mm, vc=190 m/min) in C55. Mit VIBROturn kann die Spanlänge nicht nur verkürzt, sondern sogar gezielt kontrolliert werden. Wird die Schwingweite höher als der Prozessvorschub gewählt, entstehen durch eine Schnittunterbrechung reproduzierbar große Späne (links), deren Länge von der Schwingfrequenz bestimmt wird. Wird auf der anderen Seite die Schwingweite kleiner als der Vorschub gewählt, bleibt die Schneide im Kontakt mit dem Werkstückmaterial, erzeugt aber Sollbruchstellen, welche einen gezielten Spanbruch initiieren und ebenfalls zu einer deutlichen Verbesserung der Spanform (rechts) führen. Neben der Einstellbarkeit ist vor allem die Robustheit des Prinzips gegenüber Störgrößen wie Materialeigenschaftsschwankungen oder Werkzeugverschleiß von Vorteil. Ein wesentlicher Faktor beim Einsatz von VIBROturn ist die Effizienzsteigerung durch die Vermeidung von spanbruchbedingten Stillstandszeiten der Werkzeugmaschine. Abbildung 4 zeigt hierfür eine Beispielrechnung, wobei einem Maschinenstundensatz von 85 €/h sowie einem Dreischichtbetrieb als Eingangsgrößen ausgegangen wird. Steht die Maschine zur manuellen Beseitigung der Späne 4 min/h, ergibt sich ein jährliches Einsparpotential durch VIBROturn von 34.000 € pro ausgerüsteter Drehmaschine.
VibroCut GmbH auf der AMB 2024 am BMWK-Gemeinschaftsstand, Eingang OST, Stand EO414.
Kontakt:


