


Die Industrielle-Präzisions-Technologien GmbH (IPT) wurde 2010 gegründet und ist aus der Abteilung Fertigung Motorenteile der Armaturenfabrik Franz Schneider in Nordheim hervorgegangen. Das Unternehmen wird heute von Holger Gräbeldinger und Heinz Knepple geleitet und zählt 18 Mitarbeiter. Hochkomplexe Geometrien, anspruchsvolle Mehrseitenbearbeitungen auf 5-Achs-Maschinen und enge Toleranzen sind die Domäne des kundenorientierten Fertigers.
In der Anfangszeit produzierte das Unternehmen vor allem Prototypen für eine Reihe von Automobilherstellern. Mit Bauteilen für Satelliten ist IPT auch stark in der Zerspanung von exotischen Materialien vertreten. Das Hauptgeschäft machten über viele Jahre Zylinderköpfe aus, aber auch andere Bauteile wie etwa Kurbelgehäuse, Ölpumpengehäuse, Filtergehäuse oder Ölwannen wurden für Verbrennungsmotoren hergestellt. Im Zuge der Elektromobilität brach die Nachfrage nach solchen Teilen ein. Lediglich im Motorradbereich sind gelegentlich noch Prototypen gefragt.
Neu hinzugekommen sind dafür Bauteile für Elektrofahrzeuge. Das sind in der Regel anspruchsvolle Komponenten wie etwa Statorgehäuse für Elektromotoren, die IPT zumeist für Gießereien aus der Umgebung in Stückzahlen von 1 bis 20 bearbeitet.
Der Lohnfertiger ist relativ breit aufgestellt und konnte die Rückgänge aus der Automobilbranche durch Aufträge aus dem Maschinenbau abfedern. Größter Kunde ist hier die Eckerle Technologies GmbH aus dem badischen Malsch. Die Firma gehört zu den technologisch führenden Unternehmen, unter anderem im Bereich Hydraulikpumpen, Pumpensysteme für die Heizung,- Klima- und der Medizintechnik. Während IPT es im Prototypenbau mit Einzelstücken oder Kleinserien zu tun hatte, geht es bei den Aufträgen von Eckerle um wiederkehrende Bauteile, die auch in hohen Stückzahlen verlangt werden.
Beim Serienauftrag kam INGERSOLL mit ins Boot
Als Steffen Knepple, Neffe des Geschäftsführers, 2019 zu IPT kam und die Arbeitsvorbereitung übernahm, war er aus seinem vorherigen Unternehmen bereits mit den Pumpengehäusen von Eckerle vertraut. Auch die Werkzeuge von INGERSOLL kannte er schon und führte sie nun bei IPT ein. „Als wir hier einen Großauftrag von Eckerle für Aluminiumteile bekamen, lag es für mich auf der Hand, dass ich dafür INGERSOLL mit ins Boot holen muss, um wirtschaftlich fertigen zu können“, berichtet Knepple und betont, dass er diese Entscheidung zu keinem Zeitpunkt bereut habe.
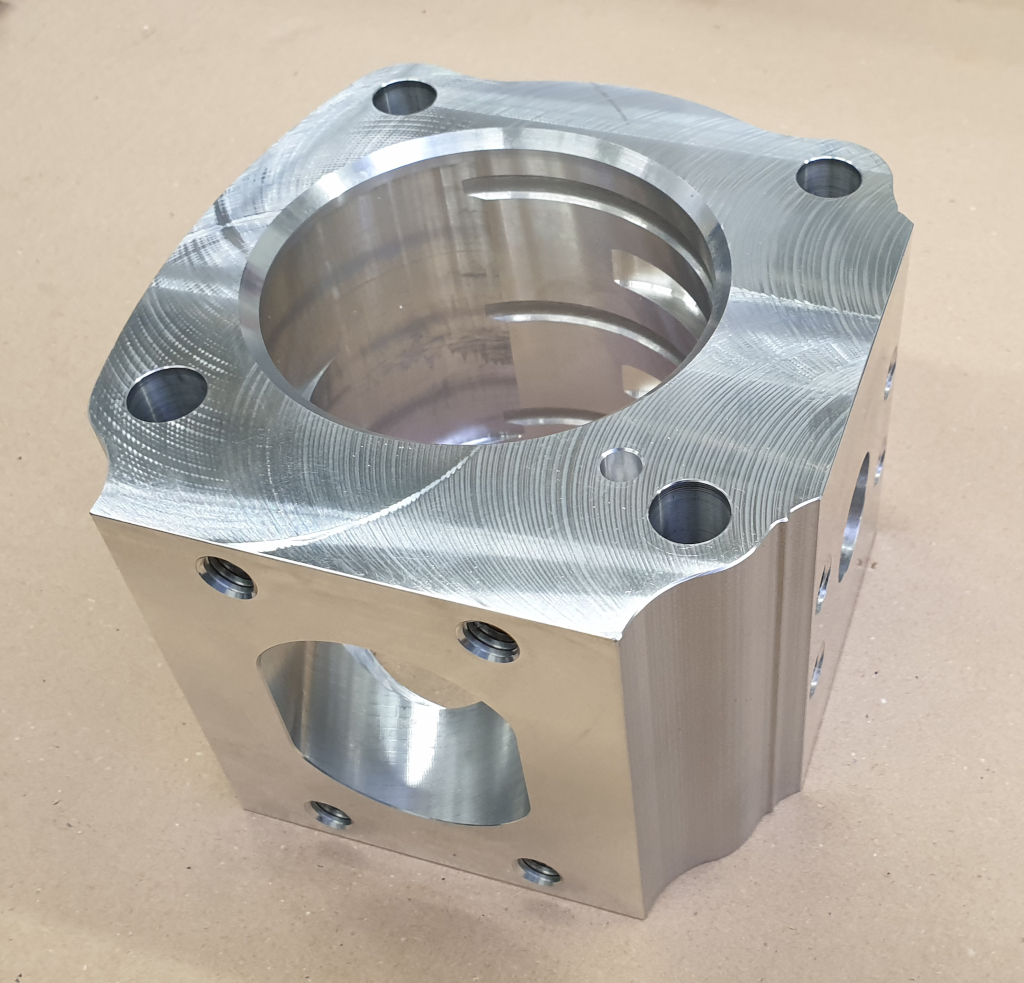
Bei den Bauteilen handelt es sich um Gehäuseringe für Hydraulikpumpen. Sie stellen den Grundkörper der Pumpen dar, deren Gehäuse noch mit einem Enddeckel und einem Flanschdeckel komplettiert werden. Die Baureihe EIPS wurde von Eckerle speziell für die hohen Anforderungen der Mobilhydraulik entwickelt. Sie zeichnet sich durch besondere Geräuscharmut, sehr gute Wirkungsgrade und lange Lebensdauer aus. Diese Hydraulikpumpen sind häufig in Staplern verschiedener Art verbaut.
Von außen wirken die Aluminiumgehäuse eher unscheinbar, doch das komplexe Innenleben ist für die Fertigung eine Herausforderung. Die Hauptbohrung enthält unterbrochene Nuten, die sichelförmig eingebracht sind, um den Kompressionsbereich der Pumpe mit Saug- und Drucktaschen darzustellen. Intern werden sie als D-, Z-, J&E- oder C-Nuten bezeichnet. Die Übergangspassungen zwischen verschiedenen Nuten gilt es gratfrei herzustellen, teilweise sind hier auch Hinterschnitte erforderlich. Für den gesamten Innenbereich werden hohe Oberflächengüten verlangt. Positions- und Winkeltoleranzen liegen im Bereich von 1/100 mm.

Uwe Leimser, technischer Berater bei INGERSOLL, war bereits früher in die Fertigung solcher Pumpengehäuse involviert und weiß, weshalb die Anforderungen so hoch sind: „Die Komplexität der Innenkonturen sind ausschlaggebend für die Präzision und somit der Funktion der Pumpe.“ Damit werden auch die Drücke garantiert, welche die Hydraulikpumpe schließlich aushalten muss. Für seine EIPS-Reihe gibt Eckerle einen Dauerbetriebsdruck von 250 bar und einen Spitzenbetriebsdruck von 320 bar an.
Im Maschinenpark von IPT dominieren 5-Achs-Bearbeitungszentren von DMG. Je nach Bauteil wählen die Fertiger eine von sechs Maschinen dieses Herstellers. Eigens für die Produktion der Gehäuseringe hat sich IPT noch eine Grob G350 zugelegt, auf der ausschließlich diese Bauteile gefertigt werden. Auf der Maschine werden jeweils drei Teile gleichzeitig gespannt und in zwei Arbeitsgängen bearbeitet.
Wenige Werkzeuge für viele Varianten

Als er INGERSOLL mit der Werkzeugauslegung für den Serienauftrag beauftragte, hatte Steffen Knepple klare Erwartungen an den Hersteller aus Haiger: „Wir wollten mit so wenig Werkzeugen wie möglich so viele unterschiedliche Teile wie möglich fertigen können.“ Dass dies nicht ganz einfach werden würde, war ihm schon vorher bewusst, denn für Eckerle sollten neun verschiedene Varianten des Alugehäuses hergestellt werden.
Verlangt waren Bauteile in zwei Größen, die sich neben Durchmesser und Gesamthöhe vor allem noch durch verschiedene Nutenbreiten voneinander unterschieden. Ja nach Variante bewegten sich die Stückzahlen zwischen 200 und 5.000 Bauteilen.
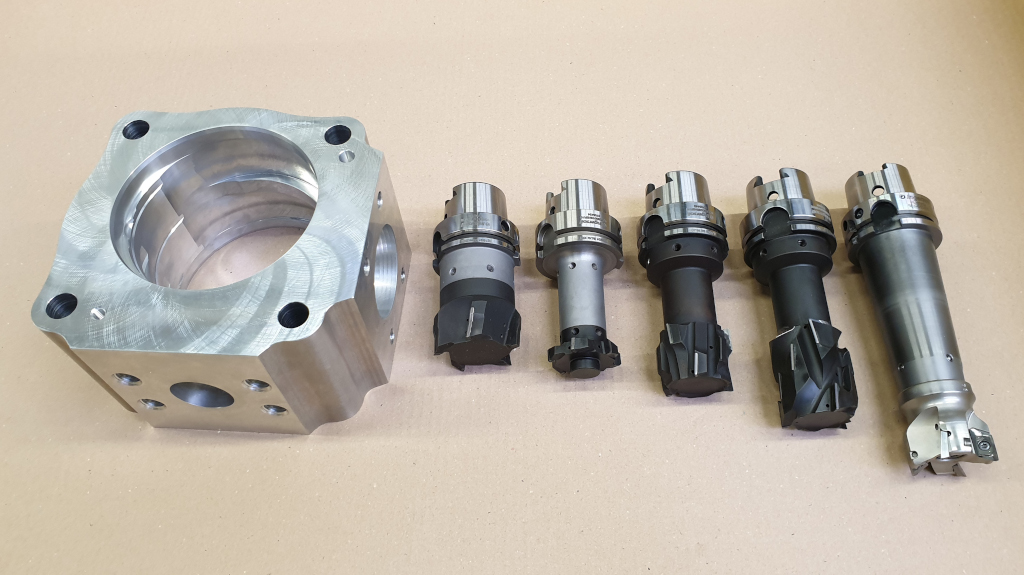
Zur effizienten Zerspanung der Aluminiumteile wählte INGERSOLL Werkzeuge mit gelöteten PKD-Schneiden. Zur Vorbearbeitung wurden auch Standardwerkzeuge mit Wendeschneidplatten eingesetzt. Neben der großen Standmenge durch hohe Schnittgeschwindigkeiten gewährleistet die Bearbeitung mit PKD-Schneiden Prozesssicherheit und verhindert Gratbildung bei der Zerspanung.
Für möglichst schnelle Bearbeitungszeiten bot sich der Einsatz von Sonderwerkzeugen mit gelöteten PKD-Schneiden an, die auf die Maße der verlangten Nuten abgestimmt sind und die jeweilige Bearbeitung in einem Arbeitsgang erlauben. Mit gelöteten PKD-Werkzeugen können sowohl bauteilbedingte Geometrien, als auch werkzeugseitige Einbaulagen der PKD-Blanks realisiert werden, um einen ruhigen Schnitt mit bester Performance zu realisieren.
Performance für die hohen Stückzahlen
Allerdings musste man angesichts der Variantenvielfalt auch die Kosten im Blick behalten. „Wir könnten für jede einzelne Nut ein Sonderwerkzeug herstellen, aber dann würden die Kosten explodieren“ schildert Johannes Post, Produktmanager PKD-CBN bei INGERSOLL, die Situation.
Die Berater des Werkzeugherstellers haben sich daher ein Bild davon gemacht, welche Stückzahlen jeweils hinter den Varianten des Bauteils stehen und daraufhin überprüft, wo der Einsatz von Sonderwerkzeugen sinnvoll ist. „Die Bauteile mit den höchsten Stückzahlen wurden fertigungstechnisch bis aufs Äußerste optimiert“, fasst Post zusammen. „Die niedrigeren Stückzahlen wurden dabei etwas vernachlässigt, ohne aber Abstriche an der Qualität zu machen.“
Die Sonderwerkzeuge wurden so gewählt, dass sie für eine große Vielfalt an Werkstücken geeignet sind. Manche Bearbeitungen, für die sie ausgelegt sind, kommen auch an anderen Bauteilen vor. So wurde beispielsweise ein Werkzeug exakt auf die Nutenbreite von 12,5 mm an einem Werkstück ausgelegt, von dem pro Jahr 5.000 Teile gefertigt werden. Mit demselben Werkzeug kann auch die 15 mm breite Nut eines anderen Bauteils gefräst werden.
Die Bearbeitung in zwei Durchgängen dauert zwar etwas länger, was aber bei der geringeren Stückzahl von 200 Bauteilen kaum ins Gewicht fällt. Immerhin wurde damit ein zusätzliches Werkzeug eingespart. Insgesamt lassen sich alle 9 Bauteilvarianten mit einem Satz von 23 Werkzeugen komplett bearbeiten.
Der Lohnfertiger ist wettbewerbsfähig

INGERSOLL hat mit der Werkzeugauswahl eine wirtschaftliche Gesamtlösung gefunden, mit welcher auch der Kunde sehr zufrieden ist, zumal IPT einer von mehreren Lieferanten für die Gehäuseringe ist und damit unter Wettbewerbsdruck steht. In der Fertigung schätzt man auch die hohen Standzeiten, die mit den PKD-Werkzeugen erreicht werden.
Während die Produktion der Aluminiumteile problemlos läuft, widmet sich der Fertiger bereits neuen Aufgaben. Von den Pumpengehäusen gibt es auch Typen, die aus Stahlguss hergestellt werden. Um diese ebenfalls produzieren zu können, hat IPT von einer anderen Firma eine Maschine mitsamt dem Prozess und Werkzeugen übernommen. Vorgesehen ist, auch für die Bearbeitung dieser Gussteile künftig INGERSOLL ins Spiel zu bringen. Am Anfang wird dabei wieder die Auswahl eines optimalen Werkzeugsatzes stehen.
Kontakt:


