


Diamantbeschichtete Hartmetallwerkzeuge sind die ideale Lösung, um abrasive Werkstoffe wie etwa Grafit und Composites wirtschaftlich zu bearbeiten. Mit einem umfangreichen Programm an VHM-Fräsern stellt der Werkzeughersteller Inovatools die HQ-Linie für unterschiedliche Applikationen bereit. Dank angepasster Geometrien und mit einer extrem glatten Diamantbeschichtung versehen lassen sich Verbundwerkstoffe sowie selbst filigranste 3-D-Konturen von Grafitformen und Elektroden hochpräzise mittels HSC-Fräsen herstellen.

Extreme thermische Belastbarkeit, hohe chemische Resistenz und der geringe Ausdehnungskoeffizient machen Grafit bei der Elektrodenherstellung wie auch im Formenbau oftmals zur ersten Wahl. Aus den verzugsfreien Eigenschaften resultieren absolute Kontur- und Maßhaltigkeiten. Da keine Grate zurückbleiben, muss der Formenbauer nicht zeit- und kostenaufwändig nacharbeiten.
Bei der Zerspanung des äußerst abrasiven Materials stoßen herkömmliche Werkzeuge schnell an ihre Grenzen: Denn um Grafit wirtschaftlich und prozesssicher zu bearbeiten, sind grundsätzlich hohe Schnittgeschwindigkeiten notwendig, die eine enorme Reibung in der Zerspanzone verursachen.
Tobias Eckerle, Produktmanager bei Inovatools: „Darüber hinaus entstehen beim Fräsen des spröden, abrasiven Materials keine Späne, sondern Grafit-Körner werden – bildlich gesprochen – formgebend aus dem Werkstoff-Verbund herausgebrochen und prallen mit hoher Geschwindigkeit auf die Schneidenoberfläche. Herkömmliche Werkzeuge verschleißen schnell durch diesen sogenannten Prallverschleiß beziehungsweise Feinstaubanströmung insbesondere an den Span- und Freiflächen. Außerdem kann es durch die hohe Reibungswärme zum ’Verbacken’ dieser Grafitpartikel kommen, was zu Aufbauschneidenbildung führen kann.“
Abrasion und insbesondere die bei der Zerspanung entstehenden Temperaturen in der Eingriffszone machen herkömmlichen Fräsern auch bei der Zerspanung von Composites wie etwa GFK und CFK zu schaffen. Beispiel CFK: Der harte Kohlenstoff verursacht bei der zerspanenden Bearbeitung einen extrem hohen Verschleiß. Hinzu kommt, dass das Bindematerial Harz meist empfindlich auf schon verhältnismäßig geringe Temperaturerhöhungen reagiert. Wird die Reibungswärme zu hoch, kann die thermische Beanspruchung der Verbundstoffe zur Auflösung einzelner Schichten oder zu Delaminierung im gefrästen Bereich führen.
Diamant trotzt der Abrasion
Inovatools stattet daher Fräser der HQ-Line mit einer speziellen CVD-Diamantbeschichtung aus. Denn kein anderer Werkstoff ist so hart und verschleißfest wie Diamant, bei niedrigen und mittleren Temperaturen chemisch fast vollständig inert und macht Zerspanwerkzeuge durch seine geringe Klebeneigung und hohe Temperaturleitfähigkeit höchst leistungsfähig.
Tobias Eckerle: „Enge Toleranzfelder einhalten und dabei schnell und wirtschaftlich Fräsen – das gelingt dem Zerspaner nur mit hochqualitativen Premium-Werkzeugen. Die speziell auf unsere Werkzeuge abgestimmte Diamantbeschichtung haftet hervorragend auf dem extra dafür ausgewählten spannungsarmen und verzugsfreien Hartmetall. Ihre einzigartigen Materialeigenschaften bieten erhebliche Performancepotenziale bei der Bearbeitung des hochabrasiven Grafits und von Verbundwerkstoffen sowie bei NE-Metallen wie etwa Aluminium.“
Diese Diamantbeschichtung sorgt dank der extremen Glätte nicht nur für einen guten Spanfluss bzw. schnelles Abtransportieren der Grafitpartikel, sondern leitet auch die Zerspanungshitze rasch aus der Kontaktzone heraus. Das ist ein Garant für prozesssicheres Fräsen in der Trockenbearbeitung, aber auch bei Minimalmengenschmierung. Tobias Eckerle: „Entscheidende Vorteile erzielt der Anwender nicht zuletzt dank der speziellen, optimierten, geometrie- und durchmesserabhängigen Schichtstärken ohne Abstriche an der Schärfe der Schneiden.“
Weitere Vorteile für den Anwender liegen in der hohen Herstellungsqualität der Werkzeuge, die sich in qualitätsrelevanten Zerspanungsparametern niederschlagen: So sind die Schaftfräser mit Radiustoleranzen von +/- 3 µm extrem genau geschliffen. Die Rundlaufgenauigkeit der Fräser liegt bei ≤ 5 µm.
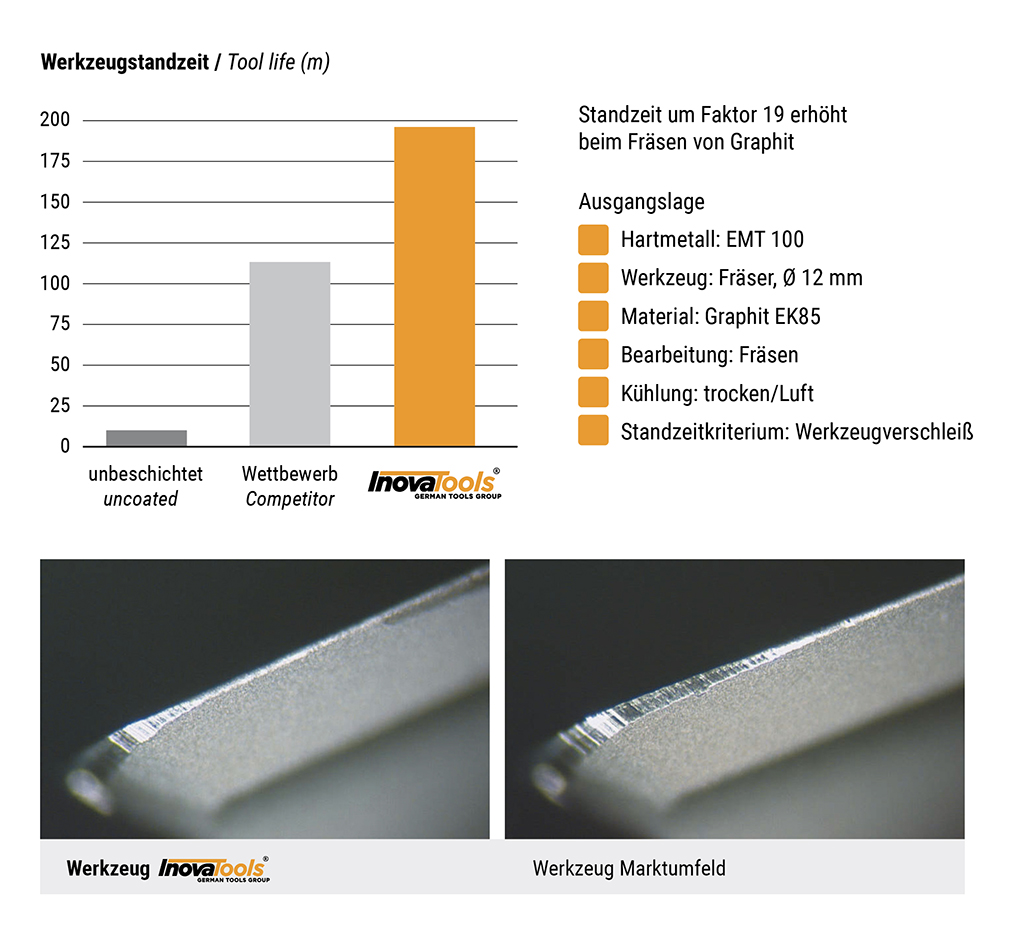
In einem Vergleichstest beim Trockenfräsen von Graphit EK85 zeigte der 12 mm-HQ-Fräser laut Inovatools einen deutlich niedrigeren Verschleiß gegenüber einem unbeschichteten Werkzeug sowie einem diamantbeschichteten Fräser aus dem Marktumfeld. Die Standzeit war gegenüber beiden Vergleichswerkzeugen deutlich erhöht.
Tobias Eckerle: „Permanente Kontrollen garantieren in der Werkzeugfertigung – und hierzu gehört auch die Beschichtung – durchgehend höchste Qualität. Wir können dank des großen Lagers und flexiblen Produktionskapazitäten sofortige Lieferbereitschaft ohne Mindestbestellmenge realisieren.“
Ein Beispiel sind die Werkzeuge aus der HQ-Linie. Tobias Eckerle: „Wir haben diese Werkzeuge als ’First Choice Inovatools’ im Katalog oder im Webshop gekennzeichnet, um den Kunden bei der Suche zum anwendungsoptimierten Werkzeug über diese Vorauswahl an Top-Produkten schnell zum Ziel zu verhelfen.“
Inovatools auf der EMO in Halle 5, Stand E84.
Kontakt:


