


Die FSB GmbH & Co. KG mit Sitz im nordrhein-westfälischen Brakel geht in Sachen Qualität keine Kompromisse ein. Das Unternehmen fertigt Tür- und Fensterbeschläge aus Edelstahl und Aluminium für den Premium-Sektor. Höchste Ansprüche stellt es dabei an die Qualität der Oberflächen. Um der wachsenden Variantenvielfalt nachzukommen und die Flexibilität zu erhöhen, sollte die Bearbeitung automatisiert werden. Unterstützung erhielt FSB von einem „alten Bekannten“: Seit 28 Jahren bestehen Kontakte zum Automatisierungsspezialisten SHL AG im schwäbischen Böttingen. Diese haben sich auch beim jüngsten Projekt ausbezahlt. Eine kombinierte Anlage zum Schleifen, Feinschleifen (Scotchen) und Polieren von Türbeschlägen verkürzt die Durchlaufzeiten, sorgt für zuverlässige Prozesse und erzielt eine perfekte Optik.
Besondere Aufmerksamkeit konnte FSB mit der Entwicklung des sogenannten „Schneider-Drückers“ in den 1950er Jahren erzielen. Das Produkt mit der Bezeichnung 1051 wurde millionenfach verkauft und ist als Exponat im Museum of Modern Art in New York zu sehen. Heute entstehen auf rund 80.000 Quadratmetern neben Tür- und Fensterbeschlägen auch elektronische Zugangskontroll-Systeme sowie ergonomische Griffe und Halterungen für Badezimmer oder Rollstühle. FSB beliefert Architekten, nimmt an öffentlichen Ausschreibungen teil und versorgt den Fachhandel.
Mehr Automatisierung für die Edelstahlproduktion
Besonders stolz ist der Betrieb auf die hohe Fertigungstiefe. „Wir sind das einzige Unternehmen dieser Branche, das komplett in Deutschland produziert“, sagt Carsten Menge, Leiter Produktion und Prozesse bei FSB. Dies betreffe die Verarbeitung des Rohmaterials aus Stangen oder Coils ebenso wie die Fertigung in der eigenen Alu-Gießerei. „Wir sind im Premiumbereich tätig. Deswegen sind die Qualitätsansprüche an Optik und Haptik sehr hoch.“ In den vergangenen Jahren hat sich der Markt laut Carsten Menge stark verändert. „Die Variantenvielfalt ist angestiegen und die Kunden stellen strikte Anforderungen an die Lieferzeit. FSB hat darauf mit einem Baukastensystem reagiert. Halbfertigware wird auf Lager produziert, in der Endmontage entstehen daraus kundenspezifische Lösungen. Für Menge können Prozessverbesserungen das Bestehen im Hochlohnland Deutschland sichern. Deswegen peilten die FSB-Mitarbeiter eine stärkere Automatisierung der Edelstahlfertigung an.
Früher stellte FSB auf einem Bearbeitungszentrum acht verschiedene Modelle her. Diese machten 70 Prozent der Edelstahldrücker aus. „Doch der Markt hat sich rasant verändert. Wir mussten unsere Bearbeitung daran anpassen“, schildert Carsten Menge. Und Sebastian Rothkegel, Leiter Fertigung Edelstahl bei FSB, ergänzt: „Um die große Artikelvielfalt zu bewältigen, war der Automatisierungsgrad zu erhöhen. Wir mussten schlicht viel flexibler werden.“ Vor zwei Jahren begann er, gemeinsam mit Mitarbeitern ein Konzept auszuarbeiten, wie möglichst viele Drückermodelle robotergestützt optimal zu schleifen sind.
Vorbildliche Zusammenarbeit
Dabei war von vornherein klar: Als Partner kam nur die SHL AG in Betracht. „FSB ist ein Kunde der ersten Stunde“, weiß Wilhelm Tillinger, Technischer Vertrieb bei SHL. „Wir haben 1990 die erste Anlage zum Schleifen und Polieren von Aluminium-Drückern installiert“, sagt Tillinger, der von Beginn an mit im Team ist. Die Zusammenarbeit habe sich in dieser Zeit vorbildlich entwickelt. „Sie basiert auf gegenseitigem Vertrauen und Offenheit“, sagt er. Auch FSB schätzt die Qualität der Kooperation. „Bei großen Projekten kommt kein anderer Anbieter zum Zuge. Wir kennen die SHL-Technologie und können sicher sein, dass wir Qualität erhalten“, lobt Sebastian Rothkegel. Seit 1990 hat SHL insgesamt 64 Anlagen geliefert, aktuell sind 26 in Betrieb.
Auch beim jüngsten Projekt arbeiteten die Partner intensiv zusammen. In Strategiegesprächen wurden die Marschrichtung festgelegt und Zielbearbeitungszeiten bestimmt. Die Herausforderung bestand darin, die Infrastrukturen in der Produktion neu zu ordnen und die Anlage bei laufender Produktion zu installieren. „Das war eine Operation am offenen Herzen“, bringt es Carsten Menge auf den Punkt. Doch die Anstrengungen haben sich gelohnt: „Die Anlage läuft seit einem Jahr zu unserer vollen Zufriedenheit zuverlässig ohne Ausfallzeiten“, beschreibt Matthias Arendes, Leiter Werkinstandhaltung.
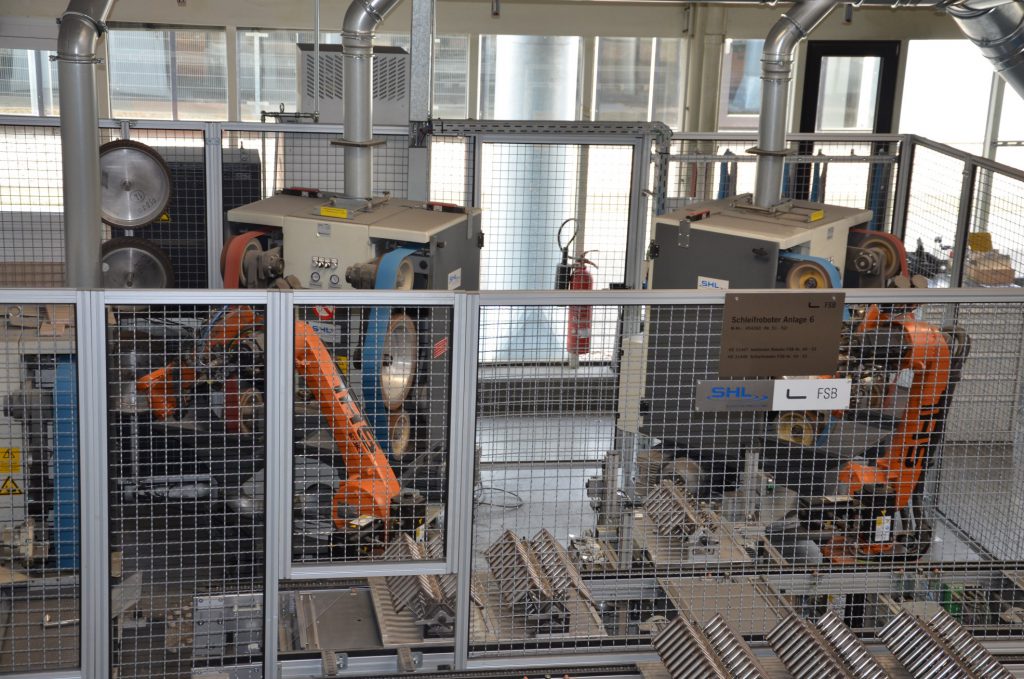
SHL hat in Brakel sechs Bearbeitungszellen mit je zwei Robotern zum Schleifen aufgebaut. Darüber hinaus stehen sechs Zellen mit insgesamt neun Robotern zur Feinbearbeitung mittels Scotchen sowie eine Roboterzelle zum Polieren für eine spezielle Variante zur Verfügung. Im Standard-Verfahren werden die Beschläge nach dem Schweißen aus der Vorfertigung auf SHL-Paletten aufgesteckt und an die Zelle gefahren. Der erste Roboter holt die Klinke ab und schwenkt sie zur Vermessungsstation. Anschließend erfolgt die Bearbeitung an der Doppelfreiband- und Kontaktrollen-Schleifmaschine DKS von SHL.

Danach fährt der Roboter zur Umgreifstation und legt das Werkstück auf einen Vierkantstift. Ist die Freigabe erteilt, übernimmt Roboter Nummer zwei, leitet den weiteren Schleifprozess ebenfalls an einer DKS ein und legt den Drücker auf einem Förderband ab. Mitarbeiter kontrollieren das Werkstück und schleifen von Hand nach. An der Scotch-Zelle nimmt eine Handlingseinheit den Drücker von der Palette und übergibt ihn an den Roboter. Dieser führt das Werkstück zunächst an die SHL-Poliermaschine vom Typ P 1000 ROB. Daraufhin erfolgt das Feinscotchen am Maschinentyp P 550. Ist der Prozess abgeschlossen, greift der Roboter den Drücker und legt ihn definiert ab.
Investition hat sich gelohnt

Die erneute Investition in SHL-Technologie hat sich für FSB klar ausbezahlt. „Wir konnten unsere Prozesse beschleunigen und sind wesentlich flexibler geworden“, fasst Sebastian Rothkegel zusammen. Heute bearbeitet FSB 35 verschiedene Drückermodelle auf der SHL-Anlage und erzielt eine Bedarfsabdeckung von über 80 Prozent. Weitere Modelle sollen in Zukunft hinzukommen. „Früher lag die Automatisierungsquote bei 70 Prozent, 30 Prozent mussten wir zeitaufwändig und mühsam von Hand schleifen“, schildert er. Aktuell liegt der Fertigstellungsgrad bei 90 bis 95 Prozent, der Anteil der Handarbeit wurde minimiert. „Diese Investition hat auch die Ergonomie am Arbeitsplatz deutlich verbessert.“ FSB wickelt 70 Prozent der Edelstahlmodelle über die SHL-Anlage ab. Bei der vorherigen Lösung waren es lediglich 25 Prozent. „Wir bewältigen die Variantenvielfalt und können auch kleinere Stückzahlen wirtschaftlich bearbeiten“, freut sich Rothkegel. Und die Oberflächen erfüllen die hohen Anforderungen des Beschläge-Spezialisten voll und ganz.

Eine Win-Win-Situation ist durch die langjährige Kooperation entstanden. „SHL kennt unsere Ansprüche und berücksichtigt wichtige Aspekte bereits in der Konzeption“, sagt der Fertigungsleiter. Und für Wilhelm Tillinger von SHL ist die Umsetzung komplexer Projekte ohnehin nur möglich, wenn die Chemie zwischen den Partnern stimmt. „Diese Zusammenarbeit geht weit über eine normale Kunden-Lieferantenbeziehung hinaus.“ Die genaue Kenntnis der SHL-Technologie bringt Praxisvorteile mit sich. „Wir können die meisten Arbeiten an den Anlagen selber durchführen oder SHL hilft uns per Fernwartung“, schildert Matthias Arendes. Als Beispiel nennt er die Programmierung der Roboter für die anspruchsvolle 3D-Bearbeitung. „Je nach Modell müssen bis zu 150 Programmsätze eingegeben werden. Da wir gut instruiert sind, übernehmen wir das Teachen bis ins Detail selbst.“ Lob gibt es auch für die Qualität aus Böttingen. Sebastian Rothkegel: „SHL fertigt alle Komponenten, bis auf die Roboter, im eigenen Haus. Wir wissen, was wir für unser Geld bekommen.“
Kontakt:


