


Beim Weltmarktführer für das Sägen von Metall und Europas größtem Sägebandhersteller werden alle Prozesse ständig hinterfragt und optimiert. Schließlich will das Traditionsunternehmen Wikus nicht nur bei den Sägebändern der Beste sein, sondern auch beim Herstellungsverfahren. Für das Richten der Sägebänder hat man sich zur Kapazitätserweiterung innerhalb kurzer Zeit für zwei Bandrichtmaschinen von Kesel entschieden. Mit schnellen Richtvorgängen und zuverlässiger Technik sorgen die kundenspezifisch ausgerichteten Maschinen für beeindruckende Produktivitätssteigerungen. Aber das ist längst nicht alles.
„Neben den technischen Funktionalitäten der Maschinen hat uns Kesel damit beeindruckt, wie sie auf unsere besonderen Wünsche eingegangen sind“, betont Karsten Gutke, Technischer Leiter bei der WIKUS Sägenfabrik Wilhelm H. Kullmann GmbH & Co. KG. Damit die Kapazität mit der guten Auftragslage des in zweiter Generation von Jörg Kullmann geführten Familienunternehmens Schritt hält, wurde im Juni 2014 eine Bandrichtanlage BR-100s der Georg Kesel GmbH & Co. KG in Betrieb genommen. Bereits im Februar 2015 folgte eine zweite.


Jede Woche 400 km Sägebänder sorgfältig richten
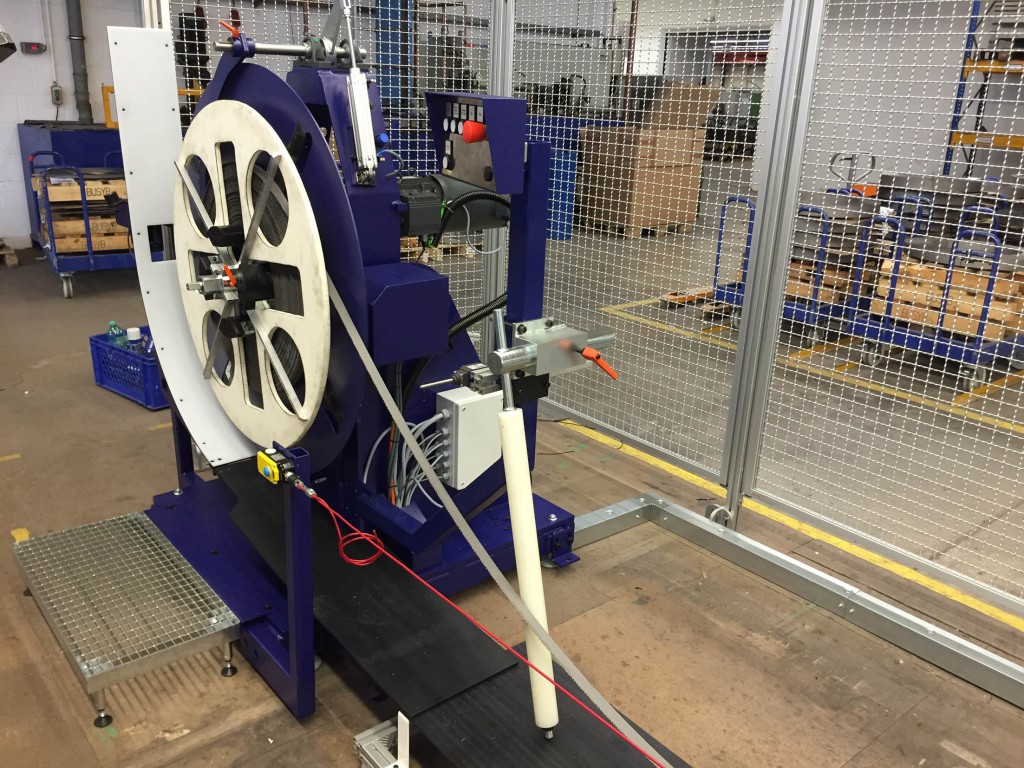
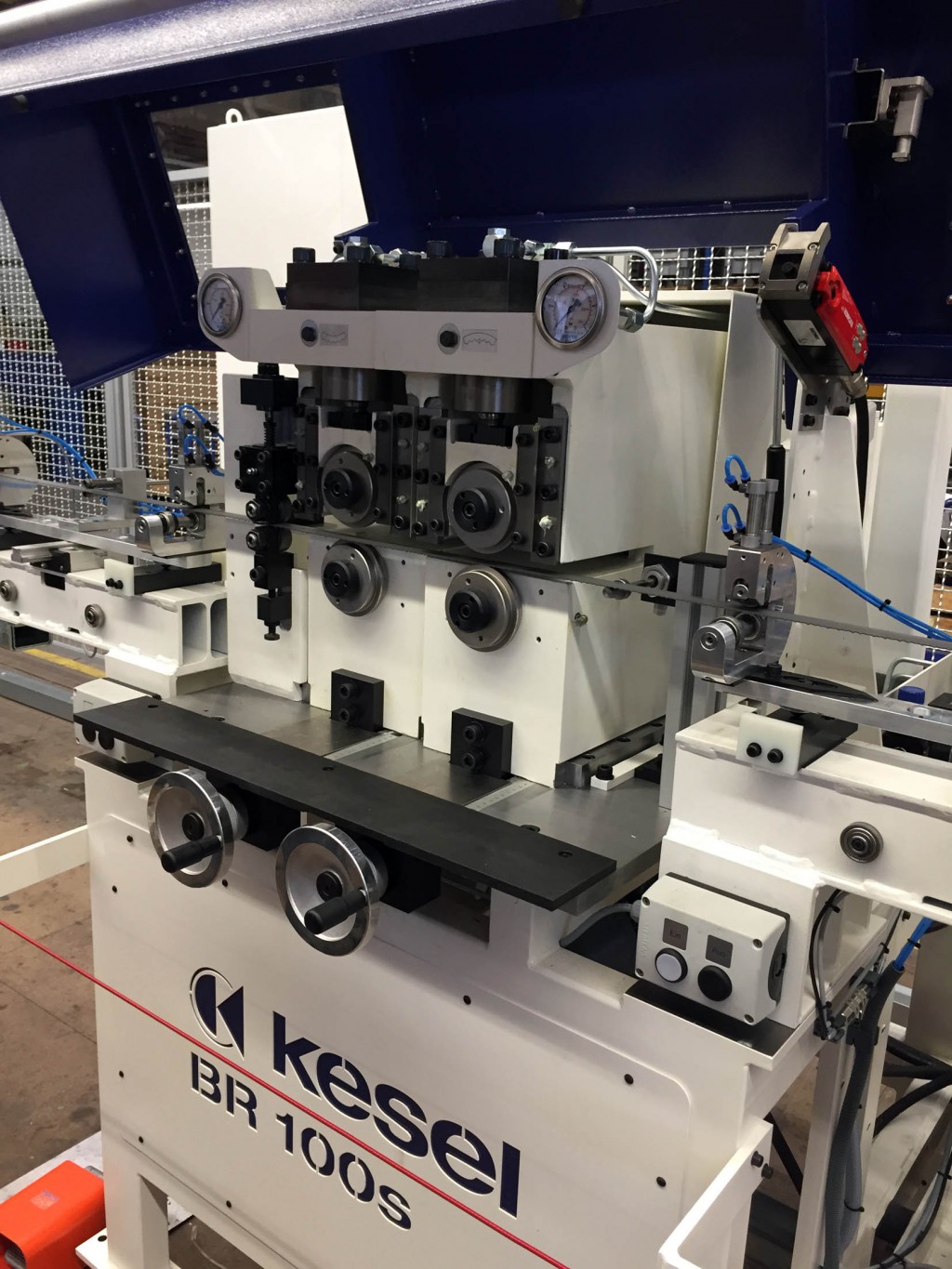
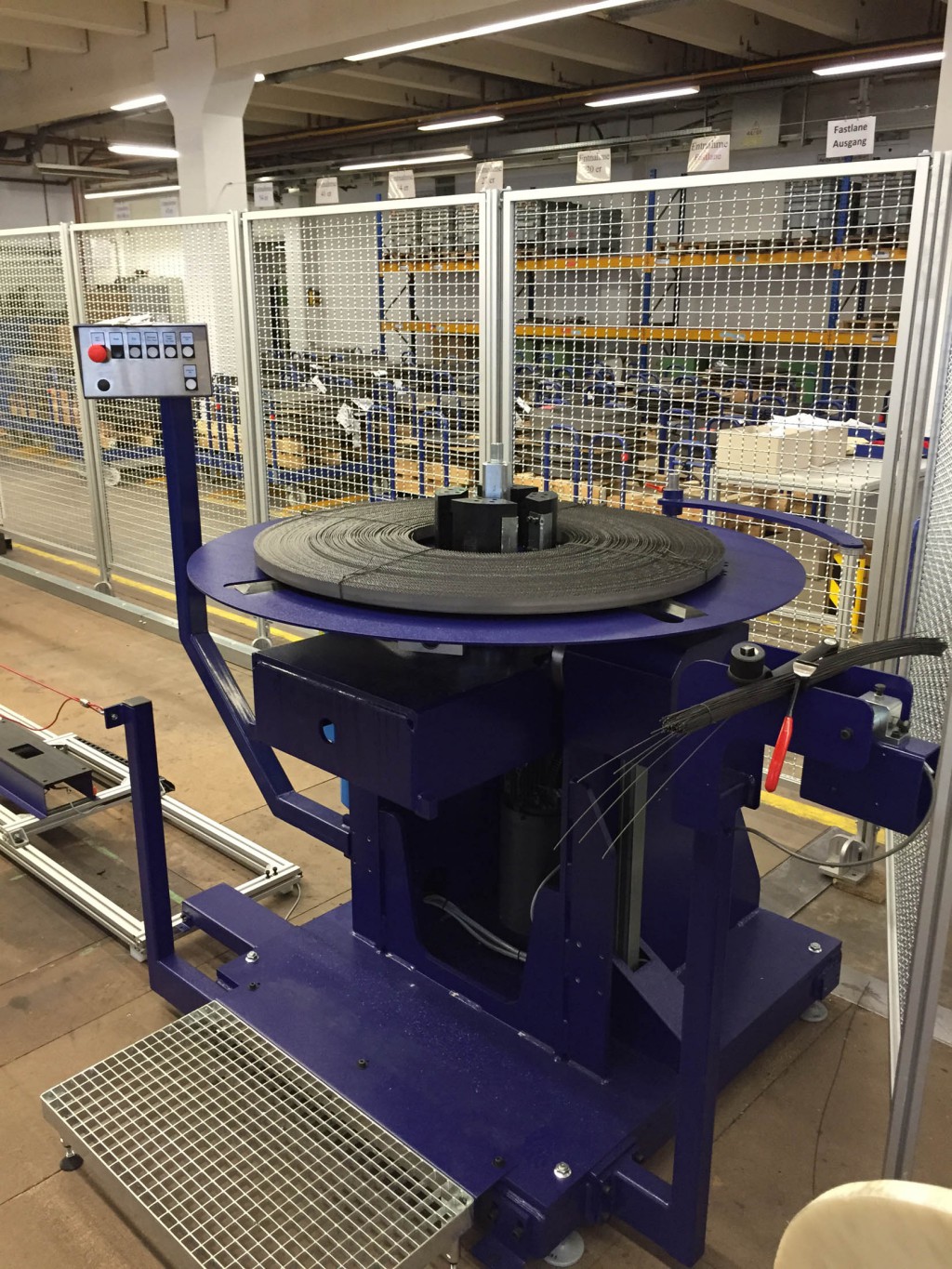
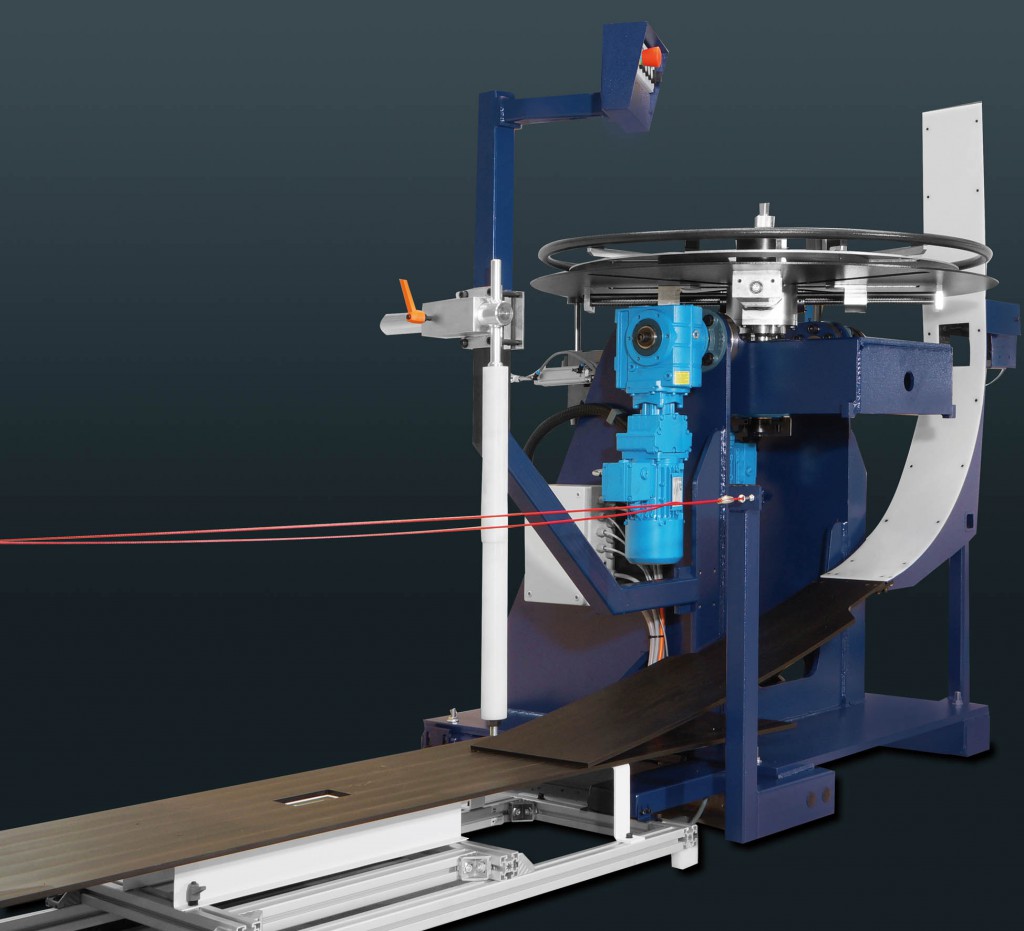
„Wenn die Sägebänder zum Richten kommen, ist der größte Teil der Wertschöpfung bereits erbracht“, berichtet Jens Krause. Jetzt müsse das Richten der Hightech-Produkte schnell und zuverlässig ablaufen, so der Fertigungsleiter bei Wikus weiter. Denn schließlich warten die Kunden auf die bestellte Ware, entweder als Coil oder konfektioniert als geschweißtes Endlos-Sägeband. Rund 400.000 m Sägeband verlassen pro Woche das Werk des größten Sägebandherstellers Europas. Die Anlagen arbeiten hierzu im Dreischichtbetrieb. Nach dem Fräsen werden an den Sägebändern unter anderem die Zähne geschränkt und der gewünschte Gefügezustand durch eine thermische Behandlung erreicht. Nach einer anschließenden Oberflächenbehandlung werden die Coils nun den vollautomatischen Richtmaschinen BR-100s von Kesel zugeführt. Sie sind speziell für das Richten der Längskrümme von Metallsägebändern entwickelt und richten Sägebänder von 12–100 mm Bandbreite. Die Coils schweben mit einem leichten Kran und einer bei Wikus eigens entwickelten Greifzange waagrecht an die Haspeln. Die werden zur Aufnahme der Coils in die Waagrechte geschwenkt.
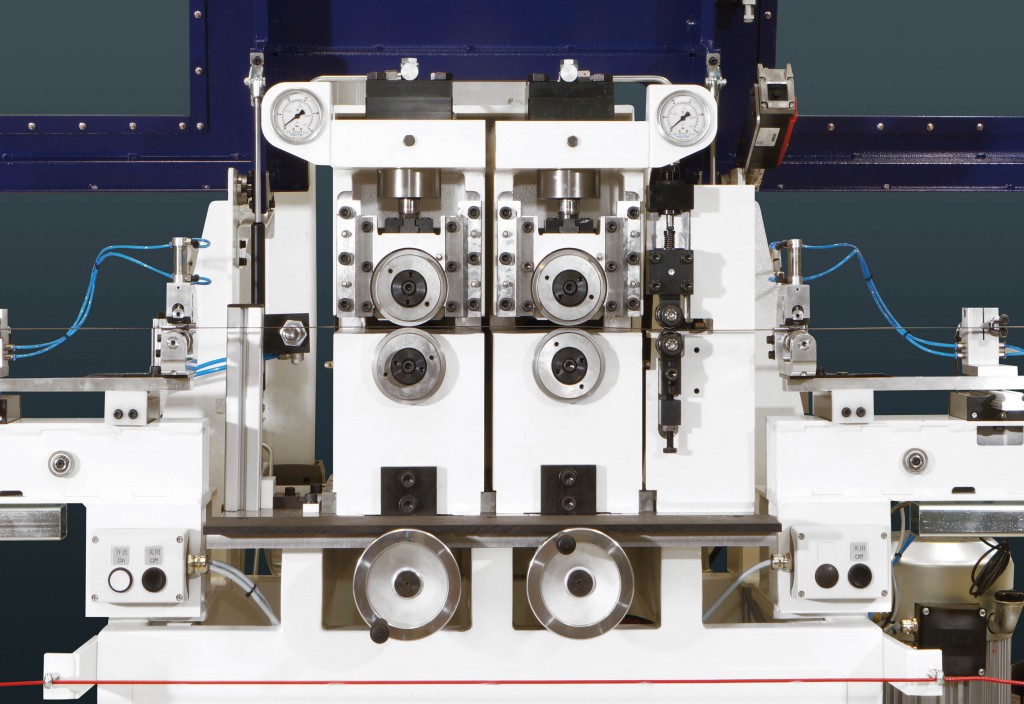
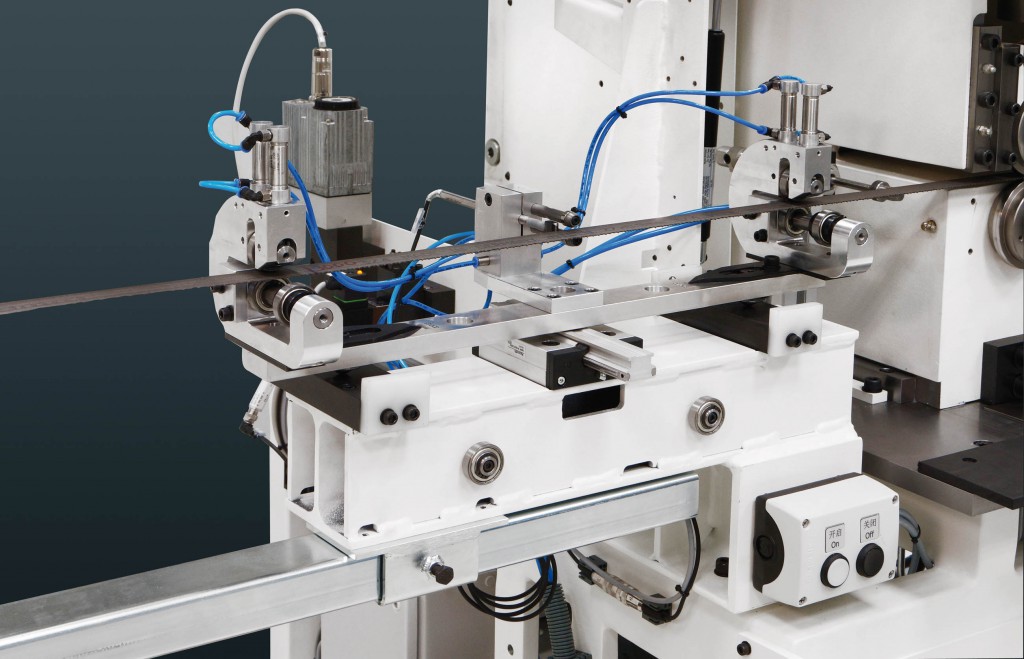
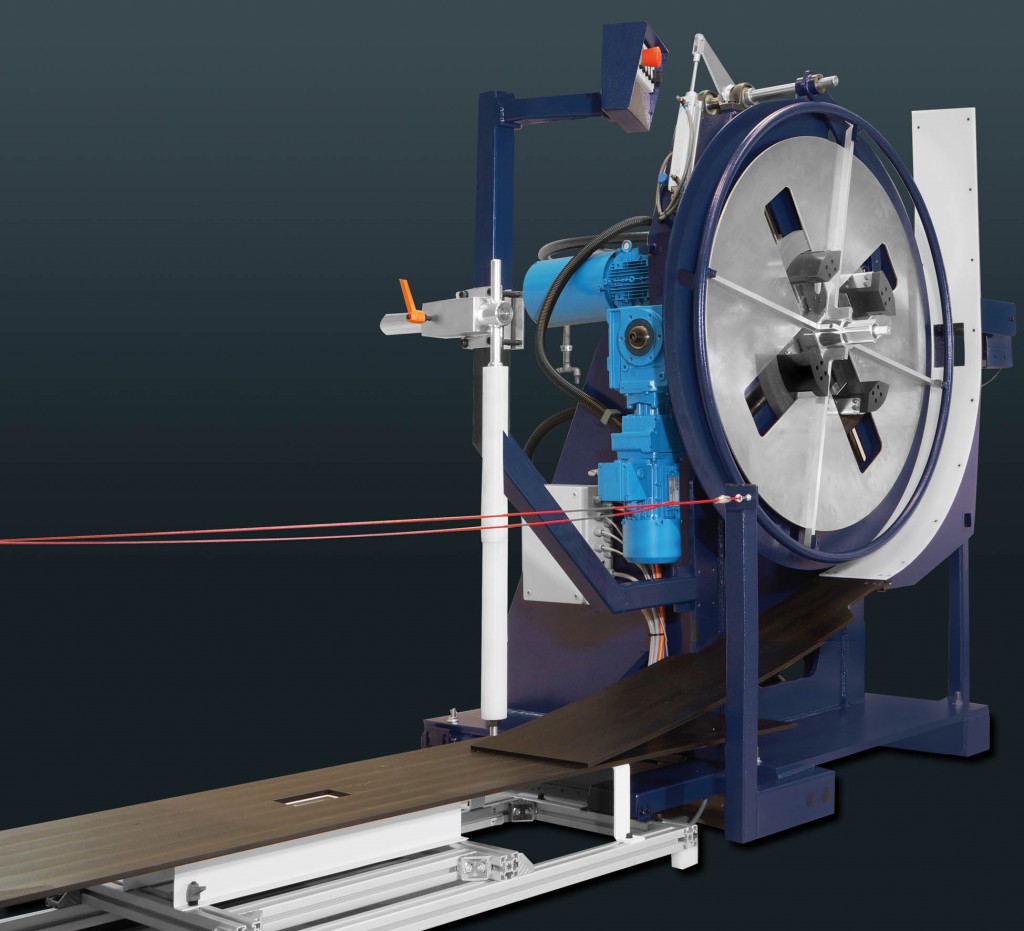
Nach erneutem Schwenk in die Senkrechte sind die Bänder bereit und werden nun in horizontaler Lage gerichtet. Dies dient der Präzision, denn so kann das Eigengewicht des Bandes die Messergebnisse nicht verfälschen. Je zwei vertikal angeordnete, hydraulisch betätigte Richtrollenpaare bilden eine Richteinheit, die bis zu 200 bar Druck auf das Band ausüben kann. Die Rollen der beiden Richteinheiten sind zueinander versetzt angeordnet und es wirkt immer nur eine Richteinheit auf das Band ein, je nachdem, ob die Zahnseite kurz oder lang ist. Mit der manuell einstellbaren Richtrollenspurposition lässt sich jede Richtspur der individuellen Bandbreite sowie der Zahntiefe bei Bandsägen anpassen.

Kurze Einmessstrecke für maximale Bandlängen
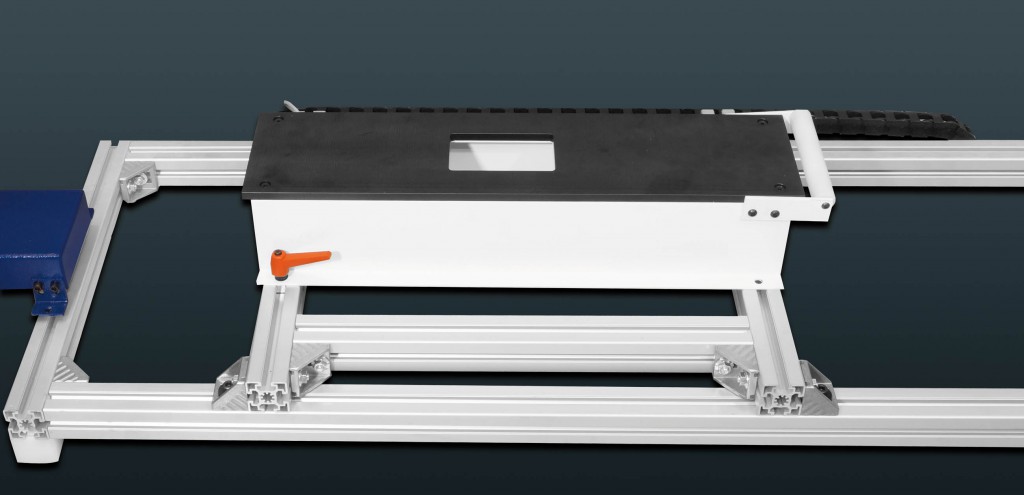
Eine schwimmend gelagerte Messstation vermisst das einlaufende Band vor der Richteinheit. Hierzu genügen lediglich 500 mm Strecke. „Schließlich soll der Einmessbereich, der später als ungerichtetes Bandstück abgetrennt wird, so kurz wie möglich sein“, erklärt Krause. Als Messwertaufnehmer dienen analoge Messtaster mit Hartmetall-Tastflächen. Eine baugleiche Messstation vermisst nach dem Richten das Ergebnis und kontrolliert das gerichtete Band. Die Messergebnisse werden am Bildschirm angezeigt und können dokumentiert werden. Die beiden Bandrichtanlagen BR-100s der neuesten Generation arbeiten mit der Teach-in-Funktion der Siemenssteuerung selbstlernend in allen Druckbereichen. Hierzu sind Drucktabellen hinterlegt, mit denen die Anlage sich selbstlernend korrigiert. Das Besondere daran: Konnten früher nur ganze Tabellen geändert werden, lassen sich in der neuesten Version einzelne Einstellwerte einer Tabelle ändern. Dabei erkennt die Maschine, wenn der Druck nicht ausreicht und ändert den entsprechenden Wert selbstständig. „Das ermöglicht vor allem das Richten um die Nulllinie in bisher nicht gekannter Präzision“, betont Florian Dill, Verkaufsleiter Werkzeugmaschinen bei der Georg Kesel GmbH & Co. KG. „Darüber hinaus kann dem Band eine definierte Krümme eingerichtet werden falls dies gewünscht wird.“
Sicherheit für Richter hat höchste Bedeutung
Die beiden Bandrichtanlagen BR-100s bei Wikus stehen direkt gegenüber, so dass ein Richter beide Anlagen bedienen kann. Dazu arbeitet eine Anlage mit Bandlaufrichtung von rechts nach links, die andere von links nach rechts. Wenn die Bänder mit 40-60 m/min und in der Spitze mit bis zu 80 m/min durch die Richtrollen geführt werden, ist für den Bediener höchste Sicherheit gefordert. So schützt eine nicht manipulierbare Schutzhaube über den Richteinheiten vor Eingriffen. „Wenn der Deckel nach etwa fünf Meter Einlaufstrecke nicht geschlossen wird, bleibt die Anlage stehen“, versichert Stefan Neuenfeldt, erfahrener Richter bei Wikus. „Und der Mechanismus lässt sich nicht überlisten.“
Ultraschallsensoren messen die Lage der Bandschlaufen beim einlaufenden sowie auslaufenden Band und regulieren entsprechend die Drehzahl der beiden unabhängig voneinander direkt angetriebenen Haspeln. Sie erkennen auch, wenn das Band zu Ende ist oder fehlt und stoppen sofort die Haspeln und die Richteinheit. Über die gesamte Länge von zwölf Metern verläuft vor der Anlage ein Not-Aus-Seil, dessen Betätigung – absichtlich oder unbeabsichtigt – die Anlage unmittelbar anhält. Und auch die großen Bedienmonitore mit 19“-Touch-Panel mit Windows-Betriebssystem, übergroßen Tastflächen und leicht zu treffenden Symbolen dienen der Sicherheit, denn sie lassen sich mit Handschuhen bedienen. Für Neuenfeldt ein Riesenvorteil: „Denn das erspart das lästige Handschuhe aus- und anziehen.“ An den beiden Haspeln jeder Maschine befinden sich Bedienelemente für die Funktionen Start, Stopp, Not-Aus, Niederhalter und Haspelschwenkung. Für Wikus hat Kesel die Bedienpulte zusätzlich schwenkbar gefertigt, damit sie von überall leicht zu erreichen sind.
Ergebnis guter Kommunikation und langer Partnerschaft
Beeindruckt hat die Verantwortlichen bei Wikus, wie schnell Kesel die zweite Bandrichtanlage BR-100s ausgeliefert und in Betrieb genommen hat. Nachdem im Juni 2014 die erste Anlage in Betrieb genommen wurde und bei Wikus die vier betagten Paffenhoff-Anlagen entlasten konnte, erkennen die Verantwortlichen sehr schnell Vorteile und Potenzial der neuen. Und so wird im Januar 2015 eine zweite BR-100s bestellt, die Ende Februar bereits in vollem Umfang arbeitet. „Und dabei hat Kesel für uns einige spezielle Optimierungen zusätzlich eingebaut“, so Gutke anerkennend. „Die Projektumsetzung sowie die schnelle Lieferung ist auch das Ergebnis guter Kommunikation in einer langjährigen bewährten Partnerschaft“, betont Dill abschließend.
Kontakt:


