


Wolfgang Reiser, Entwicklungsleiter von Blum-Novotest, erläutert: „Messtaster sind normalerweise genau das, was der Name meint: Taster. Berührt die Tastspitze die Werkstückoberfläche, wird ein Schaltsignal generiert. Analoge Messtaster, also solche, die die Auslenkung des Tasteinsatzes messend auswerten und nicht nur ein digitales Ein/Aus-Signal liefern, waren bisher sehr groß, kostspielig und meist nur in Koordinatenmessmaschinen zu finden. Mit dem TC76-DIGILOG stellen wir einen Messtaster vor, der Digital- und Analogtechnik in einem Ø25mm-Gerät zusammenführt. Kurz gesagt ein ‚digiloger’ Messtaster.“
Bisher geben die handelsüblichen Messtaster ein digitales Signal an die Maschinensteuerung weiter.
Dieses wird bei den Blum-Messtastern über ein modernes, rotationssymmetrisches Messwerk und der Abschattung einer Miniaturlichtschranke generiert. Sobald die Maschinensteuerung dieses Schaltsignal erkennt, liest sie die Position der Achsen aus und errechnet daraus die Position des gemessenen Punktes im Arbeitsraum.
Im Dialog mit Kunden hat Blum nun die bisherige Technologie weiterentwickelt. Die Idee ist einfach und doch genial: Wenn man den Beginn der Abschattung der Lichtschranke messen kann, dann muss es auch möglich sein, den prozentualen Anstieg der Abschattung auszuwerten, der entsteht, wenn die Messeinsatz immer weiter ausgelenkt wird. Damit lässt sich ein analoges Signal generieren, das den Einsatzbereich von Messtastern im Bearbeitungszentrum stark erweitert und zudem sehr viel Zeit einsparen kann. Dabei ist der Messtaster TC76-DIGILOG im mechanischen Anschluss kompatibel zu den typischen 25mm-Messtastern mit M16x1-Befestigungsgewinde – und das digitale Messen ist natürlich nach wie vor uneingeschränkt möglich.
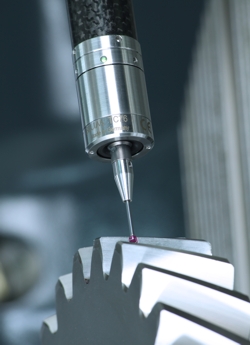 |
| Blum TC76-DIGILOG: Der weltweit erste 25mm-Messtaster für Werkzeugmaschinen, der sowohl schaltend, also digital und zudem analog messend eingesetzt werden kann. |
Vorteile bietet das analoge Messen immer dann, wenn es um die Beurteilung von Flächen oder Linien geht, zum Beispiel wenn eine Werkstückoberfläche auf Bearbeitungsfehler hin überprüft werden soll. Bei Nutzung eines schaltenden Digitaltasters müssen in einem solchen Fall sehr viele Punkte gemessen werden, um eine ausreichende Auflösung zu erreichen, während ein Analogtaster ‚scannend’ über die Oberfläche geführt werden kann dadurch und in einem Bruchteil der Zeit mehr Punkte aufnimmt. Dabei werden erstaunliche Geschwindigkeiten erreicht, bis 2 m/min sind bei hervorragender Genauigkeit möglich.
Einen Messtaster auf der Bearbeitungsmaschine schaltend, also digital und jetzt auch analog messend einsetzen zu können, sehen nicht nur die Spezialisten von Blum als revolutionären Schritt an. Für diese Technologie-Kombination das ‚technisch klingende’ Kunstwort ‚digilog’ zu etablieren, lag also nahe. Auch die Mehrkosten gegenüber einem rein digitalen Messtaster halten sich in Grenzen, Blum-Novotest denkt sogar darüber nach, die Analogfähigkeit in seinen anderen digitalen Messtastermodellen nachzurüsten; ein kabelloses Modell, das einfach aus dem Werkzeugmagazin eingewechselt werden kann, soll schon bald auf den Markt kommen.
Praxisbeispiele für den Einsatz des TC76-DIGILOG stellen die Vermessung sehr großer Zahnräder dar, die bisher nur stichprobenartig, heute aber komplett auf ihre Qualität hin geprüft werden. Oder die Kontrolle von Ventilsitzen in PKW-Zylinderköpfen, bei denen Ringwülste mit einer Höhe von wenigen Mikrometern früher erst verspätet erkannt wurden, heute aber die Kontur jedes Ventilsitzes sofort nach dem Reibvorgang mit dem digilogen Messtaster abgefahren wird.
„Heute werden Bearbeitungsvorgänge in der Serienproduktion im Millisekundenbereich optimiert, da passen Messvorgänge, die mehrere Minuten oder noch länger dauern, nicht in den Fertigungsablauf, ganz zu schweigen von Qualitätskontrollen zwischen den Bearbeitungsschritten auf der Messmaschine. In diesem Rahmen ersetzt die fertigungsintegrierte Messung im Bearbeitungszentrum die Qualitätskontrolle auf der Messmaschine nicht, sondern ergänzt sie. Das Messen in der Maschine dient letztendlich der direkten Überwachung des Fertigungsprozesses, weniger der gesamthaften Qualitätskontrolle,“ fasst Wolfgang Reiser zusammen.
Auf der EMO in Halle 5, Stand D12
Kontakt:


