


Die ELCEDE GmbH in Kirchheim unter Teck entwickelt und produziert Sondermaschinen zum Herstellen von Stanzformen für die Verpackungsindustrie. Das Programm umfasst Laserschneidmaschinen zum Schneiden von Holz-Basisplatten, Wasserstrahl-Schneidmaschinen zum Bearbeiten von Gummi-Niederhaltern, kombinierte Biege-, Stanz-, Fräs-, Räum und Schleifanlagen zum Komplettbearbeiten von Bandstahlmessern sowie Fräsmaschinen zum Bearbeiten von Matrizen. Wegen der große Produktvielfalt müssen die Fertigungstechniker in Kirchheim wiederholt eine Vielzahl sehr unterschiedlicher Bauteile aus Stahllegierungen, NE-Metallen und Kunststoffen jeweils als Einzelstücke oder in Losgrößen von allenfalls drei bis sechs Werkstücken zu fertigen. Notwendig ist dafür selbstverständlich eine hohe Flexibilität. Trotz des wiederholten Rüst- und Programmieraufwands müssen die Bauteile wirtschaftlich und wettbewerbsfähig gefertigt werden können. Denn Käufer von Sondermaschinen für die Verpackungsindustrie achten sehr ausgeprägt auf niedrige Kosten. Deshalb muss ELCEDE den Spagat schaffen zwischen einerseits hoch flexibler, andererseits aber auch kostengünstiger Fertigung.
Ehemals hatten in Kirchheim Fachkräfte auf überwiegend manuell bedienten Fräs- und Drehmaschinen die Bauteile gefertigt. Das lässt sich allerdings wegen der hohen Personalkosten nicht durchhalten. Zudem wird es immer schwieriger, genügend gut ausgebildetes Fachpersonal zu finden, um in zwei oder gar drei Arbeitsschichten die benötigten Mengen an Werkstücken zu bearbeiten.
Auf 3- und 5-Achs-Bearbeitungszentren fertigen
Deshalb hat der Sondermaschinenhersteller seine Fertigung seit einigen Monaten grundlegend neu strukturiert. Wesentliches Element bilden zwei vertikale Bearbeitungszentren. Diese vereinen höchste Flexibilität und wirtschaftlich niedrige Stückkosten. Sie ermöglichen in raschem Wechsel die Bauteile für Sondermaschinen als Einzelteile und in Kleinstserien herzustellen. Für kurze Rüstzeiten und höchste Flexibilität sorgt die NC-Progammierung in der Werkstatt. Dafür verfügt die CNC-Steuerung über zwei Bildschirme. Sie zeigen separat den Klartext-Dialog zum Programmieren mit Parametern sowie das generierte Werkstück als 2D- und 3D-Ansicht. Darüber hinaus verfügen die Bearbeitungszentren über Messtaster im Arbeitsraum. Mit ihnen ermittelt die CNC-Steuerung die Position und die Abmessungen zum einen der aufgespannten Werkstücke, zum anderen der eingewechselten Werkzeuge.
Dieses Messen im Arbeitsablauf sorgt in Verbindung mit dem flexiblen Spannsystem powerClamp von TRIAG international AG für kürzeste Rüstzeiten sowie höchste Flexibilität und Prozesssicherheit. Denn mit Hilfe dieses modularen Spannsystems können Rohlinge in nahezu beliebiger Anordnung und Folge auf den Arbeitstischen der beiden Bearbeitungszentren platziert werden. In den NC-Programmem wird lediglich das Spannraster vorgegeben, die exakte Lage der Rohlinge ermittelt der Messtaster und korrigiert jeweils den Nullpunkt.
Mit modularem Spannsystem flexibel und schnell rüsten
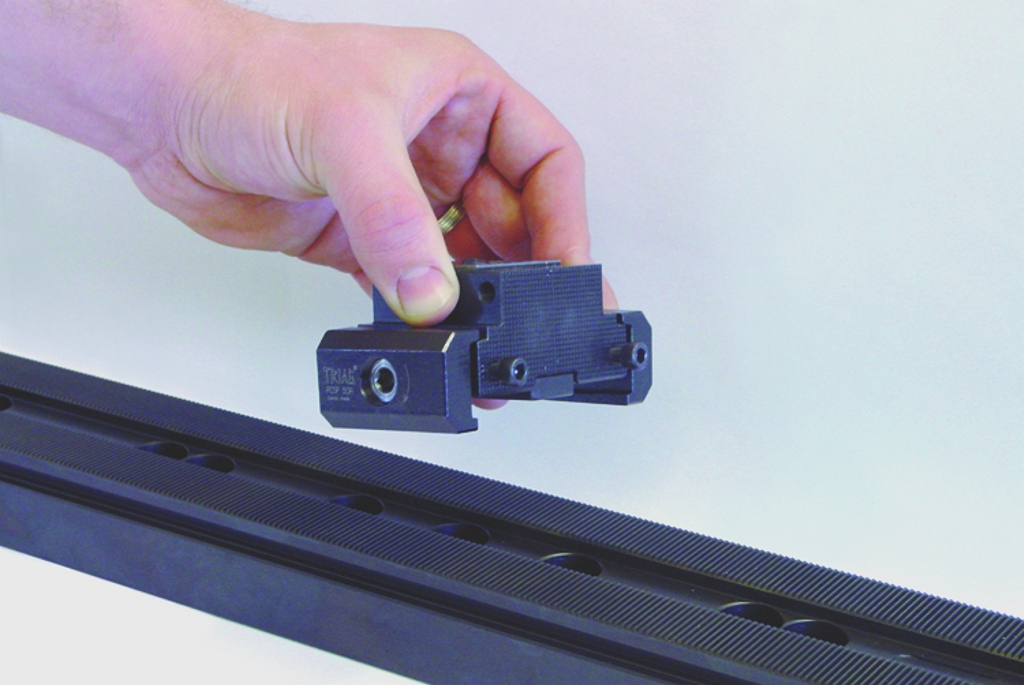
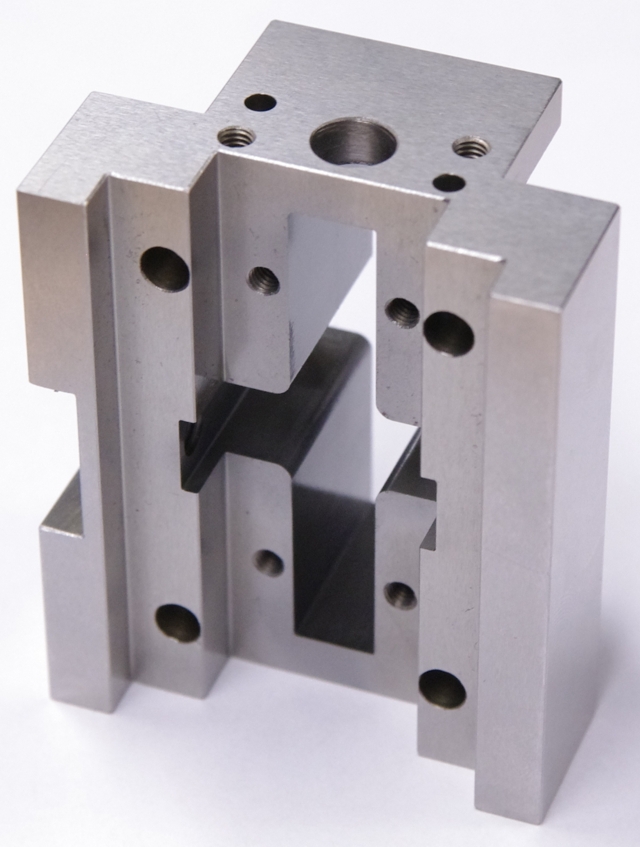
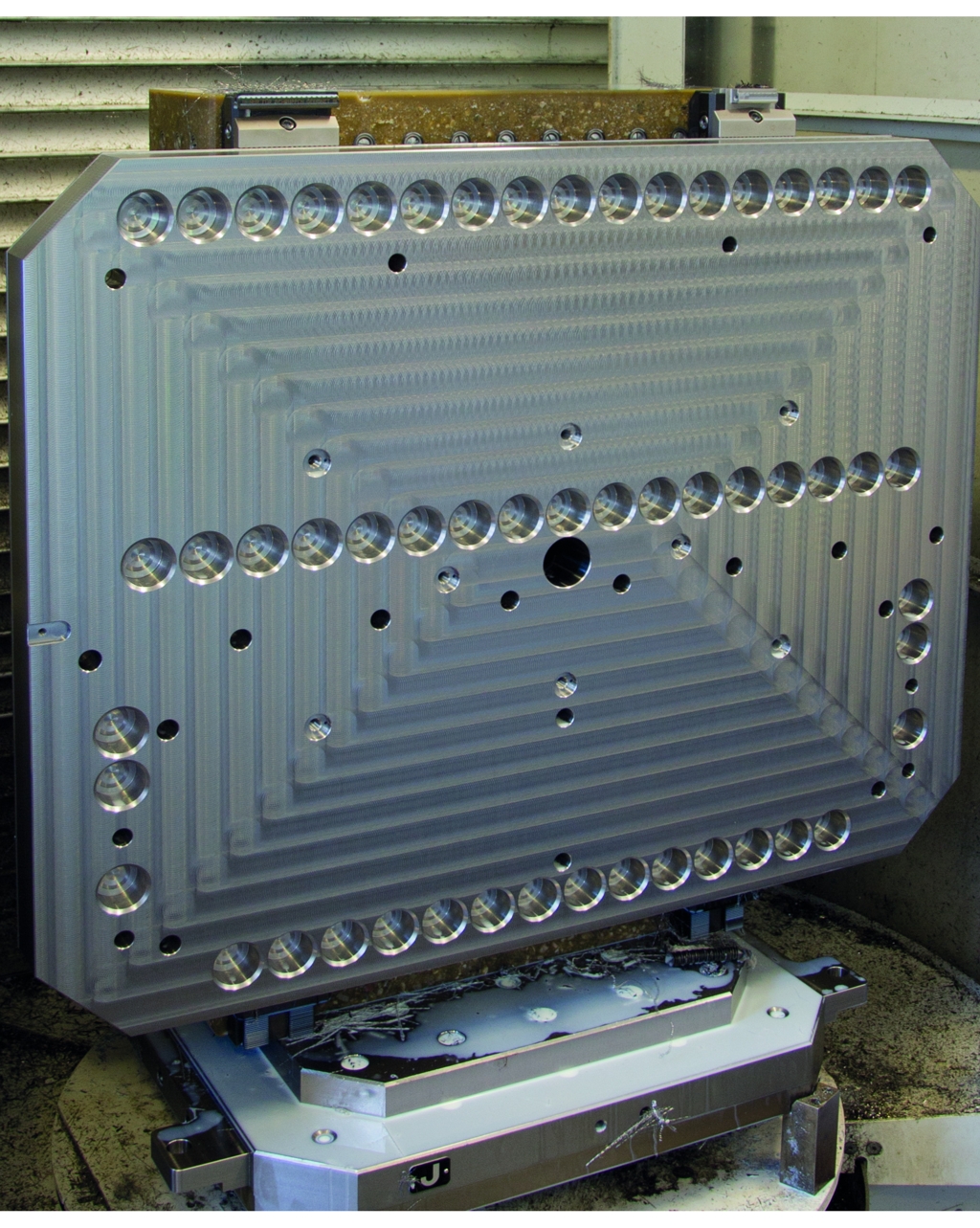
Zum flexiblen Spannen und schnellen Rüsten unterschiedlicher Werkstücke haben die Fertigungstechniker bei ELCEDE mehrere Basisschienen des Spannsystems powerClamp in unterschiedlichen Abständen fest montiert. Die quer zur Basisschiene mit nur zwei Handgriffen in einem 2-mm-Raster montierbaren Spannmodule ermöglichen, Werkstücke stabil und zuverlässig aufzuspannen. In Kombination und im Wechsel sind problemlos Mehrfachaufspannungen vieler kleinerer Werkstücke oder eine Einzelaufspannung eines großen Bauteils möglich. Die Spannsysteme lassen sich komfortabel und schnell umrüsten. Denn die Spannmodule können an jeder beliebigen Position quer zur Basisschiene aufgesetzt und durch Anziehen einer einzelnen Schraubspindel zuverlässig gespannt werden.
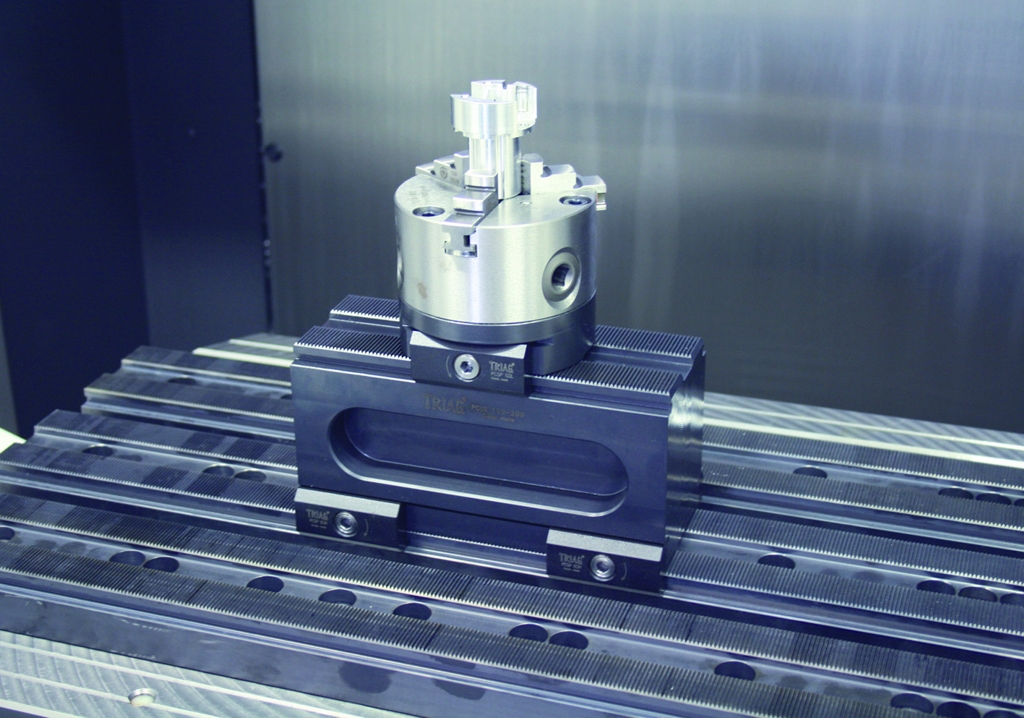
Die Kombination von Spann- und Anschlagbacke auf einem Spannmodul sorgt für eine hohe Spanndichte bei Mehrfachspannung. Im modularen System von TRIAG stehen über 220 unterschiedliche Spannmodule zur Verfügung. Dazu gehören Varianten mit unterschiedlich breiten Niederzugs- und Linearbacken, die mit wahlweise glatter oder unterschiedlich strukturierter, gehärteter oder weicher Spannfläche ausgeführt sind. Zudem gibt es eine Vielzahl an Spezial-Spannmodulen, unter anderem mit beweglichen, erhöhten oder winkeleinstellbaren Spannbacken, mit Spannpratzen, mit Dreibackenfutter oder Spannzangen für zylindrische Bauteile, mit Vakuum- oder Magnetplatte. Speziell zur 5-Achs-Bearbeitung stehen Zentrisch-Spannmodule sowie Erhöhungen für die Basisschiene zur Verfügung. Letztere sorgen dafür, dass die aufgespannten Werkstücke von allen fünf Seiten mit geschwenktem Spindelkopf gut zugänglich sind.
Besondere Vorteile haben die Linearspannmodule mit Prägebacken. Schon zwei bis drei Millimeter Übermaß an den Rohlingen reichen aus, um Werkstücke aus Stahl zuverlässig zu spannen. Die realisierten Spannkräfte sind so groß, dass man bei großen Zustellungen und hohen Vorschubgeschwindigkeiten produktiv fräsen kann.
Mit Hilfe des Startersets von TRIAG lassen sich neu beschaffte Bearbeitungszentren besonders rasch in Betrieb nehmen. Es enthält 60 mm hohe Basisschienen und eine ersten Auswahl an Spannmodulen und Spannbacken. Es kann mit sämtlichen Elementen aus dem umfassenden Baukastensystem an Spannmodulen und Spannbacken von TRIAG ergänzt werden.
Mit den 3- und 5-Achs-Bearbeitungszentren, den darauf installierten modularen Spannsystemen powerClamp von TRIAG und dem In-process-Messen mit Messtastern hat der Sondermaschinenhersteller ELCEDE inzwischen ein Höchstmass an Flexibilität verwirklicht. Vor allem das modulare Spannsystem powerClamp von TRIAG sorgt für kürzeste Rüstzeiten und einen schnellen Wechsel auf unterschiedliche Werkstücke. Mit diesem Gesamtpaket ist der Maschinenhersteller bestens gerüstet, um die zahlreichen Bauteilvarianten für seine Sondermaschinen wirtschaftlich und wettbewerbsfähig fertigen zu können.
Kontakt:


