


Aus vielen Bereichen des täglichen Lebens, zum Beispiel dem Benzin, ist Blei fast gänzlich verschwunden. Die Forderungen nach Bleifreiheit nehmen immer weiter zu, bis hin zu Bestrebungen, Blei ganz aus dem Stoffkreislauf zu verbannen. In den vergangenen Jahren wurden die gesetzlichen Auflagen weiter verschärft. Bei der Bearbeitung von bleihaltigen Messinglegierungen stellt dies Hersteller und Anwender vor neue Herausforderungen: Durch die starke Reduzierung bzw. den Verzicht auf Blei wird die Zerspanbarkeit dieser Legierungen entscheidend verschlechtert. Ein AIF-Forschungsprojekt in Zusammenarbeit mit dem deutschen Kupferinstitut DKI, dem Werkzeugmaschinenlabor WZL der RWTH Aachen und der Industrie unter anderem mit Schwartz tools and more, Willy Kreutz GmbH & Co. KG, sowie Aurubis Stolberg GmbH & Co. KG hatten sich deswegen zum Ziel gesetzt, die Zerspanbarkeit dieser bleiarmen und bleifreien Legierungen zu verbessern.
|
| Der Vergleich zeigt: BlueBrass von Aurubis Stollberg lässt sich besser zerspanen als andere bleifreie Kupferlegierungen |
 |
 |
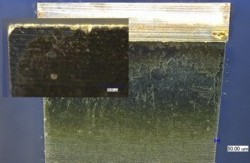
| Freifläche und Spanfläche nach 40.000 Teilen: Das "WKZ 2.2"hat nur vereinzelt leichte Ausbrüche an der Schneide |
Kupferlegierungen zeichnen sich durch eine hohe thermische und elektrische Leitfähigkeit sowie eine hervorragende antibakterielle Wirkung aus. Deswegen kommen sie in den verschiedensten Branchen zum Einsatz, beispielsweise in der Automobilindustrie, der Sanitär- und Lebensmittelindustrie und nicht zuletzt in der Elektronik- und Elektroindustrie. "Gerade in diesem Zweig werden in der Regel Bauteile mit kleinen Durchmessern benötigt. Die Fertigung der Kleinteile bringt einige Besonderheiten: Aufgrund der filigranen Geometrie dürfen bei der Drehbearbeitung nur geringe Schnittkräfte wirken. Zudem ermöglichen die kleinen Durchmesser keine hohen Schnittgeschwindigkeiten. Große Stückzahlen stehen jedoch auf der Tagesordnung", so Jörg Schwartz, Geschäftsführer von Schwartz tools and more. "Unter diesen Bedingungen ist es kaum verwunderlich, dass die Kupferlegierungen Blei enthalten, um die Zerspanbarkeit zu verbessern." Das Blei in den Kupferlegierungen sorgt für einen guten Spanbruch und wirkt leicht schmierend. Dadurch reduziert sich die Reibung, was eine geringere Wärmeentstehung im Zerspanprozess zur Folge hat. Fehlt es, verschlechtert sich die Zerspanbarkeit entscheidend, und die Prozesssicherheit sinkt rapide.
Forschungsprojekt für verbesserte Zerspanbarkeit
Deswegen rief das deutsche Kupferinstitut (DKI) gemeinsam mit dem Werkzeugmaschinenlabor (WZL) der RTHW Aachen 2011 ein Forschungsprojekt ins Leben, um die Zerspanung schwer zerspanbarer bleifreier Kupferlegierungen durch die Entwicklung einer angepassten Hochleistungszerspanung signifikant zu verbessern. Das Vorhaben wurde vom Bundesministerium für Wirtschaft und Technologie über den Stifterverband Metalle e. V. durch die AiF im Programm zur Förderung der industriellen Gemeinschaftordnung (IGF) gefördert. Ein Teilprojekt widmete sich der Zerspanbarkeit kleiner Wellen aus bleifreiem Messing unter Produktionsbedingungen. Projektpartner dabei waren neben dem WZL der RWTH Aachen die Willy Kreutz GmbH & Co. KG, Fertiger von Präzisionsdrehteilen, Kontaktstiften, Kunststoffteilen und Montageteilen aus Steinfeld, Aurubis Stolberg, Produzent von verschiedenen Kupferlegierungen sowie unterschiedlichen Halbzeugen aus Kupferlegierungen, und Schwartz tools and more, Experte für Sonder- und Serienwerkzeuge für die Herstellung von Präzisionsdrehteilen auf Kurz.- und Langdrehmaschinen aus Pfinztal.
Versuchswerkstoff war BlueBrass (CuZn42 mit < 0,10 Pb) von Aurubis Stolberg. Verglichen wurde das bleifreie Messing mit einer ähnlichen verbleiten Legierung, dem sogenannten Automatenmessing (MS 58 / CuZn39Pb3), und einem anderen bleifreien Messing (CuZn37). "Das Gefüge von BlueBrass besteht nur aus Alpha- und Betaanteilen und lässt sich dadurch besser zerspanen als andere Messinglegierungen ohne Blei", so Karl Zeiger, Leiter Produkttechnik und Qualität bei Aurubis Stollberg. Während der Versuche bei Willy Kreutz wurden über eine Millionen Musterbauteile, Messingdrähte mit einem Durchmesser von 5 mm, in verschiedensten Versuchszyklen mit Einstech- und Abstechdrehwerkzeugen von Schwartz tools and more bearbeitet. Aufgrund der kleinen Bauteilabmessungen, des begrenzten Maschinenraumes und der kleinen Spanungsquerschnitte setzten die Experten in den Langdrehautomaten sehr filigrane Werkzeuge ein. In verschiedenen Versuchszyklen variierten sie Schnittgeschwindigkeit, Vorschub und die KSS-Strategie (konventionelle Überflutungskühlung mit Emulsion und Öl, die Minimalmengenschmierung mit Öl sowie die Trockenbearbeitung) und bewerteten dann Spanformen, Werkzeugverschleiß, Oberflächengüte am Werkstück und die Gratbildung.
 |
| Spanfläche nach 60.000 Teilen – keine nennenswerte Verschlechterung |
 |
|
Spanfläche nach 120.000 Teilen: Danach kam es verstärkt zu Ausbrüchen entlang der Hauptschneide
|
Optimierung der Werkzeuggeometrie
"Die ersten Versuche machten schnell deutlich, dass wir mit Standardwerkzeugen bei der Zerspanung der bleifreien Kupferlegierungen nicht weiterkamen. Die Bildung langer Band- und Wirrspäne, die den automatischen Fertigungsprozess behinderten und die die Prozesssicherheit enorm reduzierten, sowie der hohe Werkzeugverschleiß – von extremen Werkstoffaufschmierungen über Ausbrüche an den Schneiden bis hin zum totalen Werkzeugversagen – zeigen sich dabei als die größten Probleme", Theo Schuck, Projektmanager Vertrieb bei Willy Kreutz. "Zwar kann der Spanbruch durch die Anpassung der Schnittparameter verbessert werden, jedoch setzen die kleinen Bauteilabmessungen der Wahl der Schnittparameter sehr enge Grenzen."
Die Optimierung der Werkzeuggeometrie war der vielversprechendste Weg, eine hohe Standzeit in Verbindung mit kurzen Spänen und einer hohen Effektivität zu erreichen. Hierbei konzentrierte sich die Projektgruppe auf das Einstechdrehen. Die Anpassung der Hartmetall-Werkzeuge übernahm Schwartz tools and more in Kooperation mit dem WZL der RWTH Aachen und schliff dafür verschiedene Spanleitstufen – insgesamt elf Geometrien und 44 Schneiden. Jörg Schwartz: "In den ersten Stichversuchen mit zwei verschiedenen Vorschüben (f = 0,031 mm und 0,053 mm) und konstanter Drehzahl (n = 6600 min-1) hob sich schnell das Werkzeug ‚WKZ 2.2‘ mit den besten Zerspanergebnissen hinsichtlich der Spanformen und Oberflächenqualität am Werkstück hervor. Umfangreiche Verschleißuntersuchungen mit Werkzeugen dieser Geometrie zeigten dann auch das volle Potenzial bei der Standzeit."
Zerspanergebnisse mit Potenzial
Bei konventioneller Überflutungskühlung mit Öl konnte Willy Kreutz mit dem "WKZ 2.2" 120.000 Bauteile herstellen. Nach dieser Standmenge kam es verstärkt zu Ausbrüchen entlang der Hauptschneide sowie zu erhöhtem abrasiven Abrieb an den Schneidenecken. "Für die Schruppbearbeitung wäre das Werkzeug jedoch weiter einsetzbar gewesen" so Theo Schuck. Neben der hohen Werkzeugstandzeit sorgten die äußerst kurzen Spanlocken bei einem Vorschub von f = 0,031 mm für eine hohe Prozesssicherheit. Bei fortgeschrittenem Werkzeugverschleiß änderte sich die Spanform ebenfalls nicht. Auch wenn bei der Überflutungskühlung mit Öl weit weniger Werkstoffadhäsionen auftraten, gab es im Gegensatz zu den früheren Versuchen mit MMS auch nach 60.000 Bauteilen keine größeren Ausbrüche am Werkzeug.
Mit einer DLC-Beschichtung verbesserten sich die Ergebnisse noch einmal: Zwar mussten die unter Minimalmengenschmierung durchgeführten Versuche wegen mangelndem Versuchswerkstoff nach 15.000 Teilen abgebrochen werden, doch der Vergleich mit den unbeschichteten Werkzeugen zeigt deutlich weniger Werkstoffaufschweißungen an der Schneide.
Fazit
Die zahlreichen Versuchsergebnisse verschafften den Projektpartnern neue Erkenntnisse und auch Verbesserungen bei der Zerspanung bleifreier Kupferlegierungen. Die im Team entwickelte Werkzeuggeometrie sorgte für kurze Späne, industrieübliche Standzeiten und Stückzahlen von über 120.000 Teilen je Werkzeug. Diese Ergebnisse zeigen: Ein erfolgreicher Wechsel von "verbleit auf bleifrei" ist möglich.
Kontakt:


