


Bei einem Hersteller von Steckverbindungssystemen mussten Kleinstteile kostengünstig, schnell und mit hohen Vorgaben an die Oberfläche und das Toleranzfeld gefertigt werden. Beim Lösen der sich teilweise widersprechenden fertigungstechnischen und wirtschaftlichen Anforderungen half das Werkzeugsystem Supermini.
| |
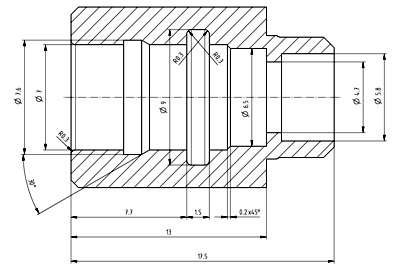
| Bild 1: Fertigungszeichnung des Kontaktträgers (vereinfacht). Mit Supermini wird die Innenbohrung mit r = 0,2 mm gerundet und anschließend der Einstich mit 4,7 mm Länge und 2,6 mm Durchmesser hergestellt. |
 |
| Bild 2: Fertigungszeichnung des Steckerteils aus Aluminium (vereinfacht). Supermini-Werkzeuge bewältigen folgende Arbeitsgänge mit höchster Genauigkeit: Innenkontur links mit Durchmesser 7 mm und 6,5 mm ausdrehen einschließlich Fase 0,2 x 45°, Einstich 9 x 1,5 mm mit r = 0,3 mm für O-Ring einbringen, Innenkontur rechts mit Durchmesser 5,8 mm und 4,7 mm ausdrehen. – Die Durchmesser sind mehrheitlich mit 0,03 mm toleriert. |
Mit einem Drahtfederkontakt begann 1942 in Berlin eine erfolgreiche Firmengeschichte. Otto Dunkel ließ sich 1938 seine „Verbindungs-Idee“ patentieren und legte damit den Grundstein für ein Unternehmen, dessen Steckverbindungssysteme im Laufe der Jahre in der Medizin-, Mess-, Prüf-, Militär- und Automatisierungstechnik, der Telekommunikation, der Industrieelektronik, dem Maschinenbau, der Kfz-Industrie und in anderen Branchen immer breitere Verwendung fanden. Die Spitzenstellung des heute in Mühldorf am Inn ansässigen Unternehmens bestätigen weltweit über einhundert Marktführer verschiedener Marktsegmente: Sie machten die ODU Steckverbindungssysteme GmbH & Co. KG zu ihrem Alleinlieferanten.
Über 1.300 Mitarbeiter weltweit, davon etwa 750 in Mühldorf, sichern das notwendige Know-how für alle Technologien rund um die Herstellung der Steckverbindungssysteme. In der Konstruktion und Entwicklung, dem Werkzeugbau, den Abteilungen Spritzen, Stanzen, Drehen, Galvanisieren, Montieren und Kabelkonfektionieren arbeiten sie mit modernsten Maschinen und Ausstattungen an der Herstellung von branchen- und kundenspezifischen Lösungen.
Kleinstteile mit hohen Qualitätsanforderungen
Kunden- und marktorientiertes Handeln ist eines der ODU-Erfolgsrezepte. Um diesen Wettbewerbsvorsprung auch künftig zu sichern, investiert man kontinuierlich in neue Maschinen und Technologien, um mit einer hohen Fertigungstiefe rasch auf die Kundenwünsche aus aller Welt reagieren zu können. Der damit verbundene Zeit- und Kostendruck und die aus Gewichts- und Platzgründen resultierende Tendenz zu kleineren, leichteren Steckverbindungen stellt auch die Verantwortlichen in der Dreherei ständig vor neue Herausforderungen. Bislang wurden rund 80 Prozent der Steckerteile aus Messing hergestellt. Unter dem Gesichtspunkt Leichtbauweise und den sich ändernden Anwendungsbedingungen verstärkt sich aber der Trend zu Aluminium.
 |
|
Bild 3: Gemeinsam erarbeiteten sie die Lösung zum prozesssicheren Herstellen verschiedener Kleinstteile mit Werkzeugen des Systems Supermini: Hans Sedlmaier, Teamleiter Deco 10, Firma ODU, Michael Götze, Technischer Verkauf und Beratung Firma Horn, Martin Weingartner, Teamleiter Deco 13, Firma ODU, Josef Schmid, Leiter Dreherei, Firma ODU (von links nach rechts). |
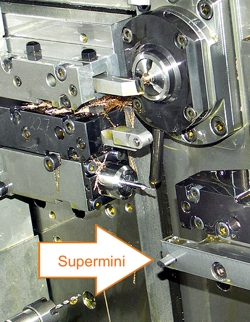 |
| Bild 4: Arbeitsraum der Drehmaschine Deco 10. In dem Querschlitten (Mitte rechts) ist der tropfenförmige Schaft eines Supermini-Werkzeugs zu erkennen. |
 |
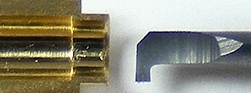 |
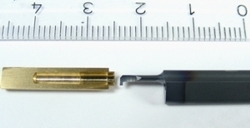
| Bild 5/6: Größenvergleich der zu bearbeitenden Kontaktträger. |
Einstechen und Ausdrehen mit höchster Genauigkeit
Ein Beispiel aus der Kleinstteilebearbeitung sind Kontaktträger aus MS58. Die etwa 20 mm langen Werkstücke mit 4 mm Außendurchmesser werden ab Stange auf Drehautomaten Tornos Deco hergestellt. In einem ersten Arbeitsgang wird der Innendurchmesser mit 2,1 mm vorgebohrt. Danach erhält der Bohrungseingang einen Radius r = 0,2 mm, bevor die Nut zur Aufnahme einer Hülse eingestochen wird. Die Innenmaße sind mit 100stel mm im Durchmesser und mit 10tel mm in der Nutbreite toleriert, der Mittenrauhwert Ra darf 0,4 µm nicht überschreiten.
Die für den Produktionsanlauf benötigten Ausdreh- und Einstechwerkzeuge stellten die ODU-Spezialisten in der hauseigenen Schleiferei und im Werkzeugbau selbst her. Für Josef Schmid, Leiter Dreherei, war dieser Weg aus Zeit- und Kostengründen nicht zukunftsträchtig. Er suchte deshalb nach Standardwerkzeugen als Alternative und kam dabei auch mit Michael Götze, Technische Beratung und Verkauf Firma Horn, ins Gespräch. Der Zerspanungsspezialist hatte bei der Firma ODU schon verschiedene Bearbeitungsprobleme gelöst und empfahl für den aktuellen Fall Einstech-Schneidplatten aus dem System Supermini.
Die daraufhin bestellten Einstechwerkzeuge zur Stahlbearbeitung verwendete die Mannschaft um Josef Schmid bald auch zum Bearbeiten von Messing. Dabei diente eine rechtsschneidende Schneidplatte Supermini 105 zum Einstechdrehen als Ausgangswerkzeug. Das für Bohrdurchmesser ab 0,2 mm einsetzbare Werkzeug ist bei einer Schneidenbreite von 0,5 mm für eine Stechtiefe von 0,4 mm ausgelegt. Für die Bearbeitung der Innenbohrung auf einer Tornos Deco 10 wählte man einen Vorschub f = 0,02 mm/min, eine Drehzahl n = 10.000 1/min und eine Schnitttiefe ap = 0,2 mm. Dank der hervorragenden Produktqualität und der optimalen Anpassung des Werkzeugs an die gewählten Schnittbedingungen ließen sich mit diesen Schnittdaten zwischen 70.000 und 100.000 Kontaktträger prozesssicher bearbeiten. Bemerkenswert ist, dass diese hohe Stückzahl mit nur einer Schneideplatte erreicht wurde und dass trotz der Auskragung von 3 x D alle Toleranzen eingehalten werden konnten.
Testfall Al-Steckerteil
Bei einem Steckerteil aus Aluminium mit 17,5 mm Länge und 12 mm Außendurchmesser – es steht für den Trend zur Leichtbauweise – musste die Innenbohrung ausgedreht und eingestochen werden. Da sich die zugehörige Steckverbindung noch in der Entwicklung befand, wurden vorerst nur 5.000 Werkstücke produziert. Der spätere Bedarf wird mit etwa 20.000 Stück pro Monat angesetzt. Die Toleranzen der meisten Innenabmessungen liegen im 100stel- und bei den äußeren Dimensionen im 10tel-Bereich.
Auch bei dieser Aufgabe setzte man auf Werkzeuge der Reihe Supermini 105. Entsprechend der gemeinsam mit Michael Götze entwickelten Strategie wird zuerst der Sitz für den O-Ring bei n = 2.000 1/min und f = 0,03 mm/min in einer Breite von 1,5 mm eingestochen. Das dafür eingesetzte Werkzeug verfügt über eine Schneidbreite von 1 mm und ist für eine max. Stechtiefe von 0,8 mm ausgelegt.
Beim Ausdrehen der gestuften Innenbohrung auf der rechten Werkstückseite kommt ein Supermini-Ausdrehwerkzeug mit einer max. Stechtiefe von 0,6 mm zum Einsatz. Für das Längsdrehen wurde ein Vorschub f = 0,05 mm/U und eine Drehzahl n = 5.000 1/min gewählt.
Die Bohrung auf der linken Seite bearbeitet ein linksschneidendes Supermini-Werkzeug mit einer max. Stechtiefe von 0,8 mm. Zuerst wird bei n = 5.000 1/min mit f = 0,07 mm/U geschruppt, danach mit f = 0,05 mm/U geschlichtet.
Bearbeitungsvielfalt ab 0,2 mm Bohrungsdurchmesser
Seit Anfang der 90er Jahre produziert Firma Horn die Superminis in Standard- und Sonderausführungen. Ihre weit über tausend Varianten (Schneidplatten) lösen bei Bohrungsdurchmessern ab 0,2 mm – die Schneidengeometrie ist meist nur mit einer Lupe zu erkennen – sehr erfolgreich höchst anspruchsvolle Aufgaben in vielen Branchen. Das System Supermini besteht aus der Typenreihe 105 für Bohrungen = 0,2 mm und Typenreihe 110 für Bohrungen = 6 mm. Zum Spannen aller Schneidplatten einer Typenreihe wird nur ein Standard-Klemmhalter benötigt. Die Halter sind mit und ohne Innenkühlung sowie mit verschiedenen maschinenseitigen Schnittstellen lieferbar, passend für alle bekannten Drehmaschinenfabrikate.
Die Schneidplatten werden zum Bearbeiten von Stahl, Guss, NE-Metallen und exotischen Werkstoffen geliefert. Dafür stehen Hartmetallschneidplatten in beschichteter und unbeschichteter Ausführung sowie Schneidplatten mit CBN-, PKD- oder MKD-Bestückung zur Verfügung. Ihre Vielseitigkeit beweisen die Werkzeuge auch beim Nutstoßen. Für diese Arbeiten sind Standardprofilplatten zum Stoßen von Passfedernuten nach DIN 138 und DIN 6885 sowie von Torxprofilen ab T15 und von Innensechskantprofilen ab SW 2,5 mm lieferbar.
Ausgangsmaterial für die Typen 105 und 110 sind Hartmetallrohlinge mit gesintertem, tropfenförmigem Querschnitt, hergestellt bei der Tochterfirma Horn-Hartstoffe. Die patentierte Tropfenform und die sichere Klemmung der Schneidplatte durch Kugeldruckschrauben gewährleistet eine hohe Wiederholgenauigkeit. Die Wechselwiederholgenauigkeit (Längenmaß) beträgt 0,02 mm, die f-Maß-Toleranz 0,02 mm – ohne justieren auf der Maschine.
Erfolgreiche Kleinteilebearbeitung mit Ausstrahlung
Lächelnd erklärt Josef Schmid, dass er bei speziellen Aufgaben sehr gerne auf das Produktionsprogramm und die Beratungskompetenz der Firma Horn zurückgreift. Diese Aussage unterstreichen die in den verschiedenen Drehabteilungen eingesetzten Varianten der Systeme Supermini sowie der Hartmetall-Schneidplatten Mini. Auch für die teilweise anfallenden Fräsarbeiten sind Horn-Mehrschneider-Werkzeuge vom Typ 608 und 628 im Einsatz.
Die anerkennende Aussage des Leiters Dreherei: „Für Sonderaufgaben ist Horn zuständig“, bestätigt sich auch beim Nutstoßen in einem nierenförmigen Querschnitt. In diese Form ist eine etwa 0,9 mm breite und 1,5 mm hohe Nut einzustoßen. Erfolgreich gelöst wurde die schwierige Aufgabe mit einer Sonderschneidplatte S 117 die stirnseitig mit dem Standardhalter SH 117 verschraubt wird. Die dabei gewonnenen guten Erfahrungen bestätigen sich auch bei der Anwendung anderer Horn-Werkzeuge, beispielsweise beim Herstellen von Sechskanten mit Schlüsselweiten bis 17 mm.
| Supermini-Ausführungen |
|||
| Bearbeitung | System 105 für Bohrungen ab |
System 110 für Bohrungen ab |
|
| Einstechen | 2 mm |
8 mm | |
| Ausdrehen | 0,2 mm | 6 mm | |
| Gewindedrehen | 3 mm | |
|
| Hochglanzdrehen und –fräsen | 13,5mm | |
|
| Fasen | 5 mm | |
|
| Vorstechen zum Abstechen | 5 mm | |
|
| Axialeinstechen | 5 mm | 20 mm | |
| Ausspindeln | 0,2 mm | |
|
| Plansenken | 5 mm | |
|
| Nutstoßen | 6 mm | |
|
| Hartdrehen mit CBN | 3 mm | |
Kontakt:
Hartmetall-Werkzeugfabrik Paul Horn GmbH
ODU Steckverbindungssysteme GmbH


