


Steigende Anforderungen an die Produktqualität bei zunehmendem Kostendruck erfordern besonders von Präzisionsbauteilherstellern beispielsweise für den Motoren- und Getriebebau, die Antriebstechnik und die Energieerzeugung neue Lösungen.
Eine solche ist das von REM Chemicals Inc. weltweit patentierte Isotropic Superfinish Verfahren (ISF). REM Chemicals Inc. und Rösler Oberflächentechnik GmbH kooperieren seit zwei Jahren auf diesem Gebiet, indem Rösler spezielle Anlagen sowie Schleifkörper in Zusammenarbeit mit REM für dieses Verfahren entwickelt und produziert. Durch die Reduzierung bzw. kompletten Egalisierung der Rauigkeitsspitzen im Oberflächenprofil, wird der Traganteil um ein Vielfaches erhöht. Dabei können Rauigkeitswerte von weniger als Ra 0,02 µm und Rz 0,2 µm erreicht werden. Dadurch können Reibung, Kontaktverschleiß, Abnutzung und Betriebstemperaturen reduziert sowie Leistung und Lebensdauer der Bauteile erhöht werden. Darüber hinaus ermöglicht es das ISF-Verfahren innovative Produktideen zu realisieren, die bisher an der Oberflächenbearbeitung gescheitert sind. Kompakte Bauweisen, ohne Verluste an Leistung und Lebensdauer, können so realisiert werden.
Bild 1: Im ISF-Prozess werden die Spitzen der Werkstückoberfläche geglättet, während in den Profilvertiefungen kein Materialabtrag erfolgt. Es lassen sich Rauigkeitswerte von bis zu Ra 0,02 bzw. Rz 0,2 µm erreichen, gleichzeitig erhöht sich durch die glatte Oberfläche der Traganteil.
Gibt es einen Zusammenhang zwischen der Beschaffenheit einer Zahnradoberfläche und der Lebensdauer von Lagern in einem Getriebe? Noch laufen die wissenschaftlichen Untersuchungen, um den Beweis dafür zu erbringen. In einigen Industriebereichen wie dem Fahrzeugbau, der Luft- und Raumfahrt, der Wälz- und Kugellagerindustrie, der Medizintechnik und Textilindustrie sowie dem Bau von Großgetrieben und im Motorsport geht man jedoch zwischenzeitlich davon aus, dass die Rauigkeit einer Bauteiloberfläche Einfluss auf die Qualität und Lebensdauer des Produktes besitzt. Grund dafür ist, dass nahezu alle eingesetzten Verfahren zur Glättung wie Fräsen, Schleifen, Läppen oder Honen eine mehr oder weniger raue Oberfläche mit Spitzen erzeugen. Diese Spitzen können den für eine zuverlässige Schmierung erforderlichen, bei Hochleistungsbauteilen zwischen 0,2 und 0,5 µm dicken, Ölfilm durchbrechen, wodurch sich beispielsweise an den Zahnflanken von Zahnrädern Graufleckigkeit (Gray Staining) und Micro Pitting bilden. Außerdem kann die im Betrieb entstehende Reibung zum Abbrechen der Spitzen führen, wodurch kleine Absplitterungen entstehen. Diese Partikel „wandern“ dann als so genannte Chips durch das Lager und können Schäden verursachen.
 Bild 2: Das ISF-Verfahren eignet sich für die Oberflächenbehandlung von Hochleistungsbauteilen aus Kohlenstoff- und Hochlegierungsstahl, Edelstahl, Titan und Zink.
Bild 2: Das ISF-Verfahren eignet sich für die Oberflächenbehandlung von Hochleistungsbauteilen aus Kohlenstoff- und Hochlegierungsstahl, Edelstahl, Titan und Zink.
ISF glättet die Spitzen
Durch das ISF-Verfahren werden die bei der Bearbeitung von Werkstücken aus Kohlenstoff- und Hochlegierungsstählen, Edelstahl und Titan entstandenen Spitzen von der Oberfläche abgetragen. Dies erfolgt in einer Gleitschliffanlage, die von Rösler für das ISF-Verfahren ausgelegt wird, mit speziell entwickelten, nicht abrasiven Schleifkörpern. Während des ISF-Prozesses bildet sich durch flüssige, auf den Werkstoff abgestimmte spezielle REM-Compounds im pH-Bereich zwischen 1,6 und 5,5 auf der Bauteiloberfläche eine dünne Oxidschicht. Die Schleifkörper, die durch die Amplitude/Bewegung der Maschine in Aktion gebracht werden, tragen diese Schicht von der Oberfläche ab. Dabei werden Rauigkeitsspitzen nach und nach abgetragen. Tiefere Regionen, „Täler“, auf der Werkstückoberfläche bleiben erhalten und dienen als Schmierstoff-Reservoir. Diese Behandlung wird mit jeweils frisch zudosiertem Compound so lange wiederholt bis die gewünschte/geforderte Oberflächenrauigkeit erreicht ist, wobei sich Ergebnisse von weniger als Ra 0,02 µm beziehungsweise Rz 0,2 µm erzielen lassen. An die Schleifverfahren schließt sich ein Reinigungsprozess in der Gleitschliffanlage an, für den ein weiterer Compound in die Anlage dosiert wird. Dieser entfernt einerseits die Oxidschicht von den Teilen, andererseits stellt er eine entsprechend den Anforderungen seidenmatte bis hochglänzende Werkstückoberfläche her.
Durch die schonende Maschineneinstellung wird ein optimales Umwälzverhalten des Werkstück-Schleifkörpergemisches erzielt. Der Materialabtrag erfolgt sanft, so dass sehr empfindliche Einzelteile als auch Massenteile beschädigungsfrei bearbeitet werden können. Eine Kantenverrundung wird durch das ISF-Verfahren nicht oder nur gering verursacht, da keine abrasiven Medien eingesetzt werden Das Isotropic Superfinishing wird bei Raumtemperatur durchgeführt, weshalb es zu keiner Veränderung der Werkstückbeschaffenheit kommt. Eine Wasserstoffversprödung des Werkstoffes findet, wie in zahlreichen Tests nachgewiesen wurde, ebenfalls nicht statt. Die für die Herstellung von der Ist- zur Soll-Oberfläche erforderliche Behandlungszeit lässt sich durch Versuchsreihen an Werkstücken exakt ermitteln, ebenso der Verbrauch an Compound. Dies macht das ISF-Verfahren zu einer kalkulierbaren Größe im Fertigungsprozess, die für mehr Wirtschaftlichkeit oder deutlich bessere Oberflächeneigenschaften sorgt – meist aber für beides.
 Bild 3: Im ISF-Prozess werden die Spitzen der Werkstückoberfläche geglättet, während in den Profilvertiefungen kein Materialabtrag erfolgt. Es lassen sich Rauigkeitswerte von bis zu Ra 0,02 bzw. Rz 0,2 µm erreichen, gleichzeitig erhöht sich durch die glatte Oberfläche der Traganteil.
Bild 3: Im ISF-Prozess werden die Spitzen der Werkstückoberfläche geglättet, während in den Profilvertiefungen kein Materialabtrag erfolgt. Es lassen sich Rauigkeitswerte von bis zu Ra 0,02 bzw. Rz 0,2 µm erreichen, gleichzeitig erhöht sich durch die glatte Oberfläche der Traganteil.
Vorteile, die sich bezahlt machen
Nach dem Isotropic Superfinishing weisen die Werkstücke extrem glatte Oberflächen auf, wodurch sich der Traganteil deutlich erhöht – möglich ist eine Steigerung auf 90 bis 100 Prozent (gemessen in einer Tiefe von 0,4 µm je nach Ausgangsrautiefe). Leistung und Wirkungsgrad des Bauteils können dadurch so signifikant gesteigert werden, dass sich kleinere Getriebe beziehungsweise größere Motoren realisieren lassen – und das mit einer deutlich verlängerter Lebensdauer. Bei mit dem ISF-Verfahren behandelten Zahnrädern wurde festgestellt, dass sie sich die Lebensdauer etwa um den Faktor vier bis fünf erhöht.
Darüber hinaus erzeugt das ISF-Verfahren auf der Werkstückoberfläche eine isotrope Struktur, die die Schmierung erheblich verbessert, Reibung, Verschleiß sowie Abnutzung verringert, womit auch eine erhebliche Geräuschreduzierung verbunden ist und die im Betrieb entstehenden Temperaturen deutlich senkt. Wartungs- und Instandhaltungsintervalle können dadurch verlängert werden. All diese Qualitätsverbesserungen haben auch eine Reduzierung des Energieverbrauchs zur Folge. Ein weiterer Vorteil des Verfahrens ist die absolut gleichmäßige, geometrieunabhängige Bearbeitung der Oberfläche. Dies ermöglicht auch die Umsetzung von Produktideen, bei denen es auf ein sehr exaktes Oberflächenfinish ankommt. Ein Beispiel ist hier die Fertigung einer hoch effizient arbeitenden Triebwerksschaufel, die mit herkömmlichen Methoden der Oberflächenbehandlung nicht hergestellt werden konnte.
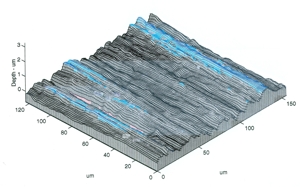 Bild 4: 3D-Topographie eines Standard-Kugellagers.
Bild 4: 3D-Topographie eines Standard-Kugellagers.
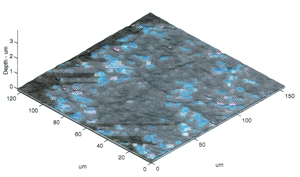
Bild 5: 3D-Topographie eines Standard-Kugellagers nach dem ISF-Prozess.
Abgestimmte Anlagentechnik
Eingesetzt werden kann das ISF-Verfahren für Werkstücke von der Größe eines Streichholzkopfes, die weniger als ein Gramm wiegen bis hin zu Zahnrädern mit einem Gewicht bis 5.000 Kilogramm. Dabei sorgt eine optimal auf die zu behandelnden Bauteileile ausgelegte Anlagentechnik für maximale Effizienz. So bietet Rösler beispielsweise Spezial-Rundvibratoren mit doppelt eingezogenem Arbeitsbehälter. Durch ihre gegenüber den Standardmaschinen noch gleichmäßigere Arbeitsbewegung ermöglichen sie eine Erhöhung der Werkstückfüllmenge um bis zu 50 Prozent und bei gleicher Füllmenge eine bessere Oberflächenqualität bei identischer Behandlungszeit. Durch das ISF-Verfahren fällt sehr wenig Abwasser beziehungsweise Abfall an. Beides kann in den meisten Fällen in einer herkömmlichen Abwasserbehandlungsanlage aufbereitet werden.
 Die im ISF-Verfahren eingesetzten Schleifkörper sind nahezu -verschleißfrei und verfügen über eine hohe Dichte. Sie können daher extrem langlebig immer wieder im ISF-Prozess eingesetzt werden. ISF ist eine eingetragene Schutzmarke der Firma REM CHEMICALS INC.
Die im ISF-Verfahren eingesetzten Schleifkörper sind nahezu -verschleißfrei und verfügen über eine hohe Dichte. Sie können daher extrem langlebig immer wieder im ISF-Prozess eingesetzt werden. ISF ist eine eingetragene Schutzmarke der Firma REM CHEMICALS INC.
Unternehmen:
Rösler Oberflächentechnik GmbH ist als Komplettanbieter internationaler Marktführer bei der Herstellung von Gleitschliff- und Strahlanlagen, Lackier- und Konservierungssystemen, sowie Verfahrensmitteln und Technologie für die rationelle Oberflächenbearbeitung (Entgraten, Entzundern, Entsanden, Polieren, Schleifen…) von Metallen und anderen Werkstoffen. Zur Rösler – Gruppe gehören neben den deutschen Werken in Untermerzbach/Memmelsdorf und Bad Staffelstein/Hausen – Niederlassungen in Großbritannien, Frankreich, Italien, den Niederlanden, Belgien, Österreich, Schweiz, Spanien, Rumänien, Brasilien, Südafrika, China und den USA.
Kontakt:


