


Nicht nur eines, sondern gleich mehrere Serienteile in identischer Spannung zu bearbeiten, ist wirtschaftlich interessant: Zum einen sind die Hauptzeiten in der Fertigung ausgereizt. Auch HighTech-Tools spanen mittlerweile am Limit. Zum anderen machen die Nebenzeiten bis zu zwei Drittel der gesamten Durchlaufzeit aus. Hier ist bares Geld zu holen. Mikron SA Agno, Hersteller entwickelter Transfersysteme, hat daher untersucht, wo das Optimum in der Mehrfachspannung bis zu 150 mm x 150 mm x 120 mm großer Teile liegt. Das möglicherweise überraschende Ergebnis: Die größte Einsparung ergibt sich bei zweifacher Spannung. Mit jeder weiteren Fixierung im gleichen Prozess schrumpft der Taktzeitgewinn.
Bei Maschinen wie dem Multistep XS seien die Nebenzeiten bereits bauartbedingt auf das Nötigste beschränkt, sagt der Geschäftsführer der Mikron SA Agno in Lugano, Franz Wyss (Bild): „In jeder der bis zu vier Bearbeitungszellen wird alternierend mit zwei Arbeitsspindeln gespant. Diese werden auch im Wechsel mit den erforderlichen Werkzeugen so bestückt, dass die Span-zu-Span-Zeiten bei lediglich einer Sekunde liegen.“ Die Werkstücke selber würden auf einer Palette des Schweizer Spanntechnik-Spezialisten Erowa AG innerhalb von Sekunden von einer Bearbeitungszelle zur nächsten transportiert. Aber: Würden nun gleich mehrere Teile auf einer diesen Trägerplatten fixiert, geht Wyss weiter ins Detail, könnten die Nebenzeiten – und damit die jeweilige Taktzeit – noch weiter gesenkt werden.
 Wie viel sich im Einzelfall an Zeit sparen lässt, hängt vom Werkstück ab, von seiner Geometrie und dem jeweiligen Material sowie davon, in welchem Verhältnis die Haupt- und Nebenzeiten bei einfacher Spannung zueinander stehen. So kann der Zeitgewinn bei Doppelspannung bis zu 27 % betragen. Dies haben Untersuchungen des Schweizer Unternehmens bei typischen Teilen seiner Schwerpunktkunden aus Automobilbau, Hydraulik, Pneumatik und der Medizintechnik ergeben. Entsprechend der Baugröße des Multistep XS lagen sie im Format 150 mm x 150 mm x 120 mm. Bei anderen Werkstücken, deren Haupt- gegenüber den Nebenzeiten klar überwog, waren lediglich 15 % Taktzeiteinsparung drin.
Wie viel sich im Einzelfall an Zeit sparen lässt, hängt vom Werkstück ab, von seiner Geometrie und dem jeweiligen Material sowie davon, in welchem Verhältnis die Haupt- und Nebenzeiten bei einfacher Spannung zueinander stehen. So kann der Zeitgewinn bei Doppelspannung bis zu 27 % betragen. Dies haben Untersuchungen des Schweizer Unternehmens bei typischen Teilen seiner Schwerpunktkunden aus Automobilbau, Hydraulik, Pneumatik und der Medizintechnik ergeben. Entsprechend der Baugröße des Multistep XS lagen sie im Format 150 mm x 150 mm x 120 mm. Bei anderen Werkstücken, deren Haupt- gegenüber den Nebenzeiten klar überwog, waren lediglich 15 % Taktzeiteinsparung drin.
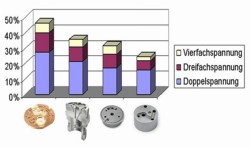
Grafik 1: Die blauen Balken geben den prozentualen Taktzeitgewinn bei Doppelspannung wieder. Die roten und gelben Balken zeigen den Zeitvorteil bei Drei- und Vierfachspannung. Darunter die jeweils auf dem linearen Transfersystem bearbeiteten Werkstücke.
 Drei- und vierfach gespannt reduzierte sich der Zeitvorteil allerdings: „Jede weitere, über die Doppelspannung hinaus gehende Fixierung und Bearbeitung ließ die Einsparung je Spannung auf rund die Hälfte schrumpfen“, präzisiert Franz Wyss. Innerhalb der üblichen Streuung sei dies über sämtliche Werkstücke und –stoffe hinweg der Fall gewesen. Grundsätzlich überrascht hat den Mikron-Chef diese Erkenntnis jedoch nicht: Wie bei allen natürlichen Prozessen folge auch die Optimierung der Nebenzeiten einer Exponentialfunktion. Und diese verlaufe am Ende nun einmal asymptotisch…
Drei- und vierfach gespannt reduzierte sich der Zeitvorteil allerdings: „Jede weitere, über die Doppelspannung hinaus gehende Fixierung und Bearbeitung ließ die Einsparung je Spannung auf rund die Hälfte schrumpfen“, präzisiert Franz Wyss. Innerhalb der üblichen Streuung sei dies über sämtliche Werkstücke und –stoffe hinweg der Fall gewesen. Grundsätzlich überrascht hat den Mikron-Chef diese Erkenntnis jedoch nicht: Wie bei allen natürlichen Prozessen folge auch die Optimierung der Nebenzeiten einer Exponentialfunktion. Und diese verlaufe am Ende nun einmal asymptotisch…
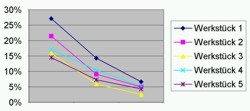
Grafik 2: Teile über das zweifaches Spannen hinaus zu fixieren und zu bearbeiten, bringt wenig. Der Zeitgewinn fällt von 15 bis 27 % auf runde 5 % bei Vierfachspannung: links Doppel-, Mitte Dreifach-, rechts Vierfachspannung.
 Typische Teile und Zielgruppen der Transferanlage Multistep XS sind Klein- bis Mittelserien komplexer Teile bis 150 mm x 150 mm x 120 mm Größe für die
Typische Teile und Zielgruppen der Transferanlage Multistep XS sind Klein- bis Mittelserien komplexer Teile bis 150 mm x 150 mm x 120 mm Größe für die
– Automobiltechnik
– Hydraulik und Pneumatik
– Medizintechnik
– allgemeine Metallbearbeitung
Wirtschaftlich zerspanbare Werkstoffe
– Grauguss
– rostfreier, hoch legierter Stahl und
– Aluminium- sowie
– Magnesiumlegierungen
 Geldwerter Kundennutzen des Systems
Geldwerter Kundennutzen des Systems
– je nach Werkstoff 0,01 bis 0,005 mm Präzision am bearbeiteten Teil
– Span-zu-Span-Zeiten unter 1 s
– 5 ½-Seiten-Bearbeitung
– Bearbeitung in stets korrekter Lage
– Messen und Justieren der Werkstücke innerhalb des Prozesses
– Kühlmitteldruck bis 120 bar – erleichtert Späneausspülen beim Tieflochbohren
– elektronischer Laufzettel mit den Messdaten/Koordinaten begleitet die Werkstücke durch den kompletten Prozess hindurch – auch Fehler/Daten der Spannplatte werden damit weitergegeben –, dadurch Uabhängigkeit von Umgebungseinflüssen
– Aufbau und Erweiterungsmöglichkeit in Bearbeitungsmodulen
Weiterer Nutzen durch internes Vermessen
– geringe Ausschussquote – Schlechtteile werden eingangs des Systems aussortiert und belasten erst gar nicht den Prozess bzw. verkürzen durch sinnlose Bearbeitung nicht die Lebensdauer der Präzisionswerkzeuge
– weniger Aufwand für Spannvorrichtungen
– ungenaue Halbzeuge (z.B. Schmiedeteile) müssen nicht aussortiert werden sondern lassen sich durch Kompensation/Neupositionierung der Achsen im Prozess weiter verwenden (Konsequenz: günstigerer Einkauf, insoweit die Qualitätskontrolle wird in die Maschine verlagert ist)
 Technisch-wirtschaftliche Einzelheiten zum Multistep XS
Technisch-wirtschaftliche Einzelheiten zum Multistep XS
Werkstückgrößen bis mm 150 x 150 x 120
komplett bearbeitete Seiten – 5 ½
Präzision (nach VDI/DGQ 3441) mm 0,005
Typische Jahresstückzahl – > 40000
Fertigungslosgröße – > 200
Stückzahl pro Minute ab – 3
Systemumrüstung binnen min 10
Verfahrwege mm 320 x 570 x 265
Spindeldrehzahl min-1 12000 – 35000
Spindelleistung max. kW 18
CNC-Achsen (simultan) – 5
Bearbeitungsmodule max. – 4
Werkzeugvorrat je Modul – 22
Span-zu-Span-Zeit je Modul s < 1
Span-zu-Span-Zeit zwischen
den Modulen s 7,5
Bilderleiste:
Beispiel für die Doppelspannung von Serienteilen (1), für eine Dreifachspannung (2) sowie vierfache Spannung von Werkstücken auf Trägerpaletten (3).
Anmerkungen:
Technischer Hintergrund zu Transfer-Bearbeitungszentren
Transfermaschinen sind äußerst wirtschaftliche Serienfertigungsmittel, wenn es darum geht, Metallteile mit einer großen Zahl unterschiedlicher Zerspanungsabläufe zu bearbeiten. Maschinen wie der Multistep nehmen sie dazu in speziellen Spannvorrichtungen auf und transferieren sie zu den einzelnen Stationen. Dort werden sie gebohrt, gefräst, gehont und eingesteckt, werden Gewinde ge-schnitten oder Rändelprofile angebracht. Durch das Transfer-Konzept können sämtliche Teile simultan bearbeitet werden. Dies ermöglicht hohe Mengen-leistungen. Anders als bei sequentiell spanenden Fräszentren oder Drehautomaten werden die Bearbeitungszeiten der Einzeloperationen nicht aufsummiert.Backgrounder zum Unternehmen Mikron
Mikron Machining Technology mit den Werken Mikron SA Agno und Mikron GmbH Rottweil gehört zur Gruppe Mikron Technology im schweizerischen Biel. Stamm- und Hauptsitz der Division, die Werkzeugmaschinen und Schneidwerkzeuge baut, ist Agno im Tessin (Südschweiz). Neben dem Produktionswerk im deutschen Rottweil gibt es Niederlassungen in Italien, Indien, den Vereinigten Staaten sowie Japan und Taiwan. Vertretungen repräsentieren die Mikron Produktpalette darüber hinaus weltweit. Die Division beschäftigt weltweit rund 620 Menschen. Rund 7500 Transfermaschinen sind bei mehr als 1000 Kunden im Einsatz. Im Bereich linearer Transfer- und Rundtakt-Zentren ist Mikron Machining Technology heute weltweit führend. Das Unternehmen ist zertifiziert nach ISO 9001:2000, ISO 14001:2004 und OHSS 18001:1999.
www.mikron.com


