


Les machines vieillissent malgré un entretien régulier. Les réparations deviennent plus fréquentes, les pièces de rechange coûteuses et parfois difficiles à obtenir. Les temps d'arrêt et les coûts augmentent. Mathieu Peroche, propriétaire gérant de Lasserre, cherchait un remplacement pour un centre d'usinage vieillissant. En plus d'une grande précision et d'une disponibilité rapide, il avait surtout une exigence : la machine devait être compacte pour s'adapter à l'espace prévu dans l'atelier. « En fait », révèle Mathieu Peroche, « je voulais simplement un nouveau centre d'usinage. Je n'avais pas immédiatement pensé à l'automatisation. »


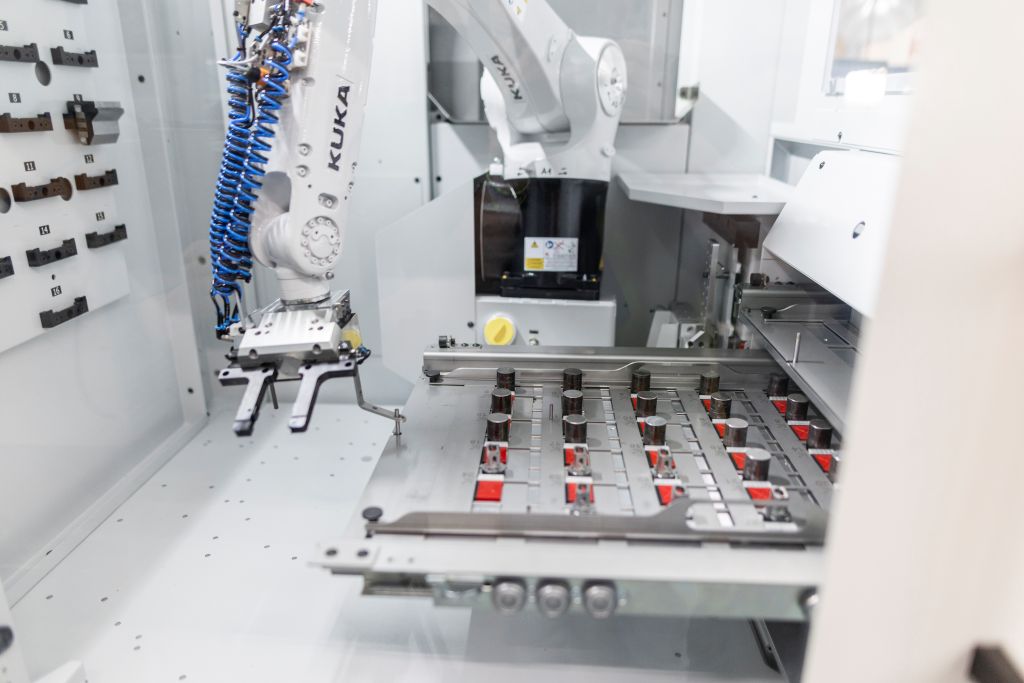
Puis il se souvint de l'EMO à Hanovre, où deux ans auparavant, il avait vu le C 12 U avec l'automatisation RS au stand de HERMLE. Quatre tiroirs, construction compacte, un robot qui transforme la nuit en jour. Mathieu Peroche avait alors immédiatement eu une idée des pièces qu'il pourrait produire de manière automatisée, mais à ce moment-là, il n'avait pas besoin d'une nouvelle installation. Maintenant, le moment était venu et il a contacté HERMLE.
Jean-François Denis, PDG de HERMLE France, avait justement une offre adaptée : un C 12 U avec le système robotisé RS 05-2, disponible à court terme. Peu après l'appel, Mathieu Peroche était donc en voiture avec deux collègues. Leur destination : Gosheim. Dans les 48 heures, ils ont configuré ensemble avec les experts de HERMLE le système robotisé pour l'adapter au mieux à leurs besoins. Deux semaines après le premier appel, la commande était passée.
Le budget avait sensiblement augmenté en raison de l'intégration de l'automatisation. « Les occasions ne se présentent pas deux fois – donc je devais saisir cette chance », sait Mathieu Peroche.
Tradition rencontre haute technologie
Lasserre a été fondée en 1947 à Méreau dans le département du Cher, région Centre-Val de Loire. Avec ses 37 employés, l'entreprise s'est spécialisée dans la mécanique de précision et l'usinage de pièces complexes, réalisant un chiffre d'affaires annuel d'environ sept millions d'euros. Les secteurs d'activité de ce sous-traitant se concentrent sur la défense, l'automobile et l'aéronautique, avec également des clients dans les secteurs ferroviaire et énergétique.
En plus de l'aluminium, Lasserre usinage également des aciers, du titane, du bronze et des plastiques. Un tiers des composants sont des prototypes et des développements, deux tiers des petites séries allant jusqu'à 500 pièces, qui sont régulièrement répétées. Le parc machine comprend notamment douze centres d'usinage et neuf tours multiaxes.
Mathieu Peroche a repris l'entreprise en 2021. Il connaît l'entreprise sous tous ses aspects : d'abord technique, puis commercial, enfin dix ans dans la direction. Depuis, le directeur oriente l'entreprise résolument vers des procédés de fabrication modernes et la numérisation. Le processus n'est pas encore terminé, mais quiconque se promène dans l'atelier aujourd'hui voit une image différente de celle d'il y a cinq ans.
Quand la fiabilité devient la norme

La décision rapide pour un nouveau centre d'usinage avec son système robotisé intégré de HERMLE a également été influencée par le fait que Lasserre avait déjà acquis de l'expérience avec une telle solution d'automatisation : un C 400 U avec le système de manutention adapté HS flex usine des pièces depuis 2022 avec des diamètres allant jusqu'à 650 millimètres – grâce à un changeur de palettes entièrement automatique. Une autre marque était également en lice à l'époque, les machines étant presque au même prix.
« Ce qui a fait la différence, c'était la qualité des pièces », explique le directeur. « La précision et la répétabilité des centres d'usinage de Gosheim sont inégalées. » Un autre avantage : chez HERMLE, l'automatisation et l'usinage s'intègrent parfaitement. « Alors que d'autres fabricants travaillent avec des prestataires externes, chez HERMLE, tout est d'un seul tenant. Il n'y a qu'un seul interlocuteur. L'installation fonctionne sans interruption depuis trois ans et est absolument fiable », se réjouit Mathieu Peroche.
Le HS flex est équipé d'un magasin à neuf et d'un magasin à six. « Cela nous permet de bien gérer la nuit et le week-end. »
Avec le nouveau système robotisé, il a également été convaincu par l'architecture de contrôle : le robot gère le centre d'usinage, et non l'inverse. Le déroulement est fluide, l'interface utilisateur est intuitive. « Les employés n'ont pas besoin de vérifier toutes les cinq minutes ce que fait la machine », souligne-t-il. Le C 12 U est encore trop nouveau pour une évaluation définitive, mais le potentiel est évident. Des pièces qui étaient auparavant non rentables peuvent maintenant être produites de manière rentable. Exemple : un temps d'usinage de dix à quinze minutes.
Auparavant, cela mobilisait en permanence un employé qui devait être prêt à changer les pièces », explique le directeur. Le gain de temps et de confort est mesurable – en temps restant pour des tâches plus exigeantes.
L'immobilisme appartient au passé
Les quatre tiroirs – trois pour des pièces allant jusqu'à 90 millimètres, un jusqu'à 110 millimètres – offrent suffisamment d'espace pour préparer suffisamment de pièces brutes pour la nuit et le week-end. « Nous travaillons en trois équipes, mais la nuit, seules trois personnes sont présentes dans l'entreprise pour s'occuper de 20 machines », dit Mathieu Peroche.
L'équipe d'usinage utilise le service de jour pour optimiser les processus. Les experts améliorent les stratégies d'usinage pour raccourcir les parcours d'outils et prolonger les durées de vie des outils. Le soir, ils chargent la machine, qui fonctionne jusqu'au matin suivant. Un défi demeure : toutes les pièces ne conviennent pas à un usinage sans surveillance.
Certaines nécessitent des contrôles intermédiaires, où un opérateur doit arrêter la machine. L'art consiste à définir des pièces qui peuvent être produites sans vérification.
Des temps de cycle plus courts, des personnes motivées

Un effet secondaire a particulièrement intéressé Mathieu Peroche : le temps de traitement d'une pièce récurrente est passé de 22 à 18 minutes sur la C 12 U. Ce n'est pas seulement grâce à de meilleurs programmes, mais aussi à la conception plus compacte de la machine. « Les parcours sont plus courts, les outils plus proches et donc plus stables. Cela nous permet d'économiser 18 % du temps de fonctionnement sur chaque pièce », souligne le propriétaire. « En fin de compte, cela s'additionne considérablement. »
L'automatisation n'est pas seulement bonne pour la productivité de l'entreprise, mais aussi pour le personnel, dit-il. « Nos spécialistes prennent plaisir à un travail exigeant et valorisant, qui est bien sûr également mieux rémunéré. Cela nous permet d'attirer les jeunes et de recruter de nouvelles personnes. L'ensemble du package est convaincant. » Pour le patron, c'est un argument important et un avantage clair en matière de recrutement : « Le fait que nous modernisions et automatisions l'entreprise est particulièrement bien accueilli par la jeune génération. »
Le calcul est bon
L'investissement a été nettement plus élevé que prévu à l'origine, mais le directeur général est très satisfait. « C'était une heureuse coïncidence : machine adaptée, bon prix, date de livraison anticipée. Je n'ai pas eu de mal à prendre la décision. » La stratégie est claire : davantage d'automatisation, y compris pour les tours. « C'est l'avenir », dit Mathieu Peroche, « surtout en lien avec le manque de formation et de personnel. » C'est pourquoi il souhaite poursuivre la stratégie qu'il a commencée il y a trois ans. Aujourd'hui, quatre des 24 machines sont automatisées. Cela ne lui suffit pas encore : « Une fois le cap changé, il n'y a pas de retour en arrière », sait-il. « Je n'achèterais probablement plus de machine sans automatisation. »
Contact :


