


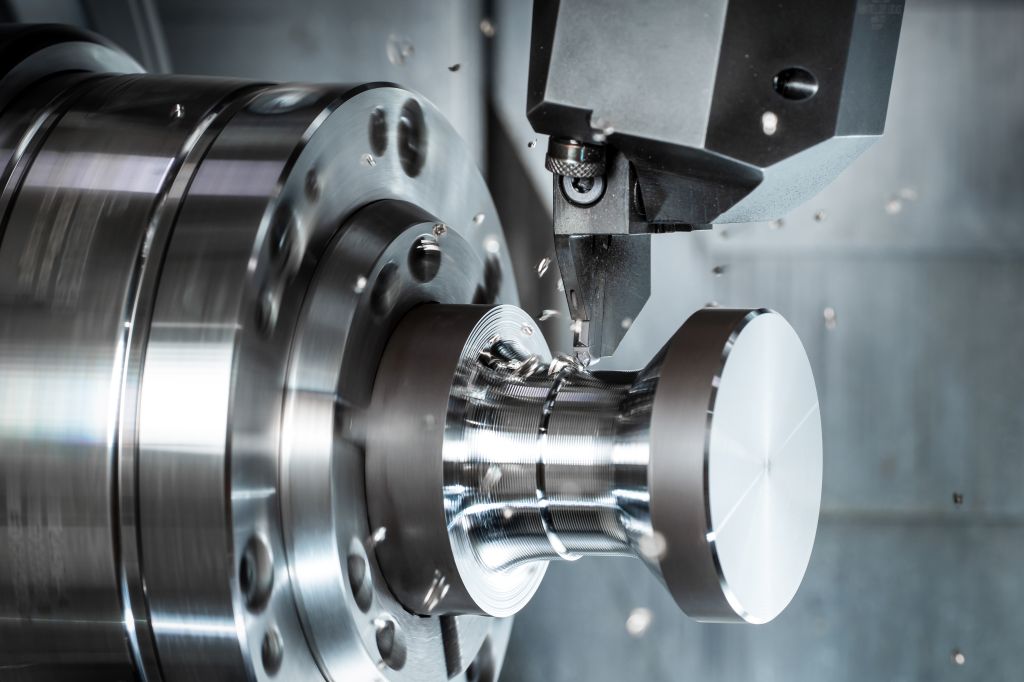
L'usinage par plongée, par décolletage et par formage : le tournage par plongée est l'une des méthodes les plus exigeantes de l'usinage tournant. Contrairement au tournage longitudinal ou plan classique, l'outil lors du plongée et du décolletage travaille la pièce entre deux flancs. Ces conditions limites influencent fondamentalement le processus. Alors que les copeaux peuvent s'écouler relativement librement lors du tournage longitudinal, les flancs de la pièce limitent l'outil à gauche et à droite lors du tournage par plongée.


La copeau quitte la zone d'usinage lors du tournage en plongée essentiellement vers le haut et à l'opposé de la direction d'avance. Par conséquent, les exigences en matière de géométrie des outils, de formation des copeaux, de refroidissement et de stabilité du processus augmentent. De petites déviations peuvent déjà entraîner des enrouleurs de copeaux, une usure accrue, de mauvaises qualités de surface ou même une rupture de l'outil. Le tournage en plongée est donc bien plus qu'un simple processus de perçage.
Ce n'est qu'une interaction harmonisée entre la technologie des outils, le revêtement, la stabilité des machines, la technique de serrage et la gestion des processus qui garantit des résultats stables. L'objectif reste toujours de façonner la copeau de manière contrôlée, de l'évacuer en toute sécurité de la rainure tout en atteignant des durées de vie élevées et des résultats d'usinage reproductibles.
Importance de la géométrie de coupe
La géométrie des arêtes influence de manière significative l'usinage et le décolletage. Ses principales fonctions consistent à guider les copeaux de manière contrôlée et à les former de manière ciblée.
Lors du contrôle des copeaux, la géométrie génère des formes de copeaux courtes et maîtrisables telles que des morceaux de copeaux en spirale, des copeaux en spirale, des copeaux en forme de virgule, des copeaux déchirés ou des copeaux en morceaux. Cela empêche l'enroulement des copeaux et réduit les perturbations du processus. En revanche, les longs copeaux en bande s'enroulent autour de la pièce ou de l'outil, entravent l'écoulement des copeaux et détériorent la qualité de surface. En même temps, la géométrie façonne délibérément le copeau et l'affine. Cet affinage permet d'évacuer le copeau en toute sécurité de la rainure, malgré la situation de traitement incluse. Sans une formation ciblée des copeaux, de larges copeaux se forment, frottent sur les flancs et endommagent les surfaces des pièces.
L'influence de la géométrie se manifeste particulièrement clairement lors de la comparaison de différentes étapes de guidage des copeaux. Les étapes de guidage des copeaux arrondies et meulées influencent souvent peu le copeau. Le copeau s'écoule largement de manière incontrôlée et forme de longues géométries de copeaux. En revanche, les géométries avec des éléments de forme de copeaux prononcés produisent des copeaux courts, contrôlés et fortement déformés. Cette formation contrôlée des copeaux constitue la base de processus d'usinage stables. Surtout pour les matériaux inoxydables comme le 1.4305, la bonne géométrie détermine la sécurité du processus et la durée de vie. Déjà à des vitesses de coupe d'environ 100 m/min et des avances d'environ 0,12 mm/U, la formation des copeaux influence de manière significative le résultat de l'usinage.
Usinage trochoïdal
Le tournage trochoïdal élargit les possibilités des procédés de tournage classiques. Au lieu de travailler toute la rainure en pleine coupe, l'outil se déplace selon un mouvement de chemin superposé à travers la pièce. Cette stratégie réduit la charge sur l'outil. En même temps, le transport des copeaux s'améliore, car des sections de copeaux plus petites se forment. Cette méthode présente des avantages, notamment pour les encoches profondes ou les matériaux difficiles à usiner.
Les paramètres de processus typiques se situent par exemple autour de vitesses de coupe de 280 m/min et d'avances allant jusqu'à 0,6 mm/tr. Des profondeurs de coupe minimales d'environ 0,7 mm et des profondeurs maximales allant jusqu'à 1,5 mm sont utilisées. L'angle de coupe se situe généralement entre 40° et 60°. Grâce aux rapports d'engagement plus faibles, les forces radiales diminuent. Parallèlement, la charge thermique de l'outil de coupe est réduite. Ce procédé est particulièrement adapté pour les usinages à grande performance modernes et pour de grands volumes de copeaux à réaliser.
Importance des revêtements modernes
Le revêtement des plaquettes modernes influence la rentabilité et la sécurité du processus. Il réduit l'usure, minimise le frottement entre les copeaux et l'outil, empêche la formation de bords de coupe et permet des paramètres de coupe plus élevés. En même temps, un revêtement approprié améliore la détection de l'usure et augmente la stabilité du processus. Lors du développement des couches d'outils, de nombreux facteurs doivent être pris en compte. Cela inclut l'interaction chimique entre l'outil et le matériau, le rayonnement des arêtes de coupe, le processus de revêtement ainsi que les propriétés mécaniques de la couche. Cependant, l'interaction de tous les composants reste toujours décisive. Si la géométrie, le substrat et le revêtement ne sont pas en accord, des contraintes internes peuvent se former au sein de la couche. Celles-ci peuvent améliorer la dureté et la ténacité, mais aussi provoquer des fissures ou des décollements de couche.
Le revêtement adapté au processus influence la durée de vie. Cependant, le revêtement ne doit pas être considéré isolément. L'interaction de l'ensemble du processus d'usinage reste décisive. La stabilité de la machine, la tension de la pièce, le porte-outil, la stratégie de refroidissement et les paramètres de coupe ont un impact direct sur la performance de la plaquette de coupe. Des essais pratiques montrent que des augmentations significatives de la durée de vie sont possibles grâce à des revêtements adaptés. En même temps, des combinaisons inappropriées de géométrie, de revêtement et de paramètres de processus entraînent rapidement une usure prématurée. La conception d'un processus nécessite toujours une considération globale de l'ensemble du système d'usinage.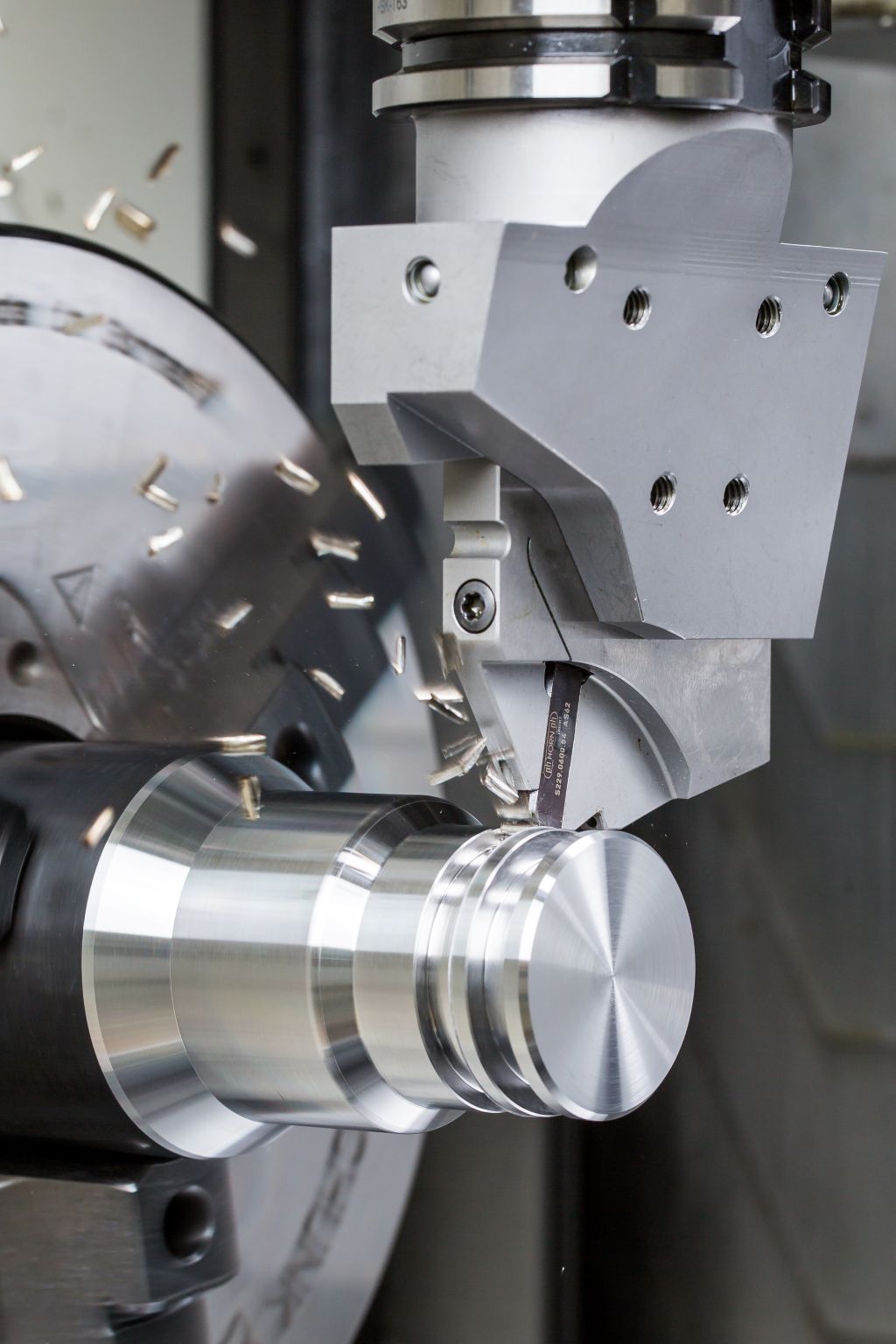
Refroidissement dans le processus de perçage
Le refroidissement joue un rôle central lors du tournage à plaquettes. D'une part, il réduit la contrainte thermique de la lame, d'autre part, le fluide de refroidissement soutient activement le transport des copeaux hors de la zone d'usinage. En particulier lors de l'usinage de matériaux inoxydables, des températures élevées se produisent. Des études pratiques montrent des différences entre les différentes stratégies de refroidissement. Avec un apport de liquide de refroidissement externe à basse pression, on observe souvent de fortes usures sur la surface des copeaux. En augmentant la pression du liquide de refroidissement, l'usure se réduit déjà de manière significative.
De bons résultats sont obtenus avec des systèmes qui dirigent le liquide de refroidissement directement sur la surface de coupe. Les porte-outils modernes avec alimentation en liquide de refroidissement intégrée permettent un refroidissement ciblé directement dans la zone d'usinage. Cela réduit la charge thermique de l'outil de coupe.
De plus, l'évacuation des copeaux s'améliore. Les systèmes de porte-outils modernes alimentent de manière ciblée les surfaces libres et de coupe grâce à des canaux de refroidissement intégrés. Grâce à l'alimentation directe en liquide de refroidissement, le fluide de refroidissement soulève les copeaux tôt et les transporte de manière contrôlée hors de la rainure. Les porte-outils de serrage disposent généralement de connexions universelles pour le liquide de refroidissement par le biais de trous longs ou de raccords G1/8".
Non seulement l'alimentation en liquide de refroidissement elle-même, mais aussi la composition du fluide de coupe influence le processus d'usinage. De petits changements dans la proportion d'huile d'une émulsion peuvent avoir des effets significatifs sur la durée de vie des outils. Des exemples pratiques montrent qu'une augmentation de la proportion d'huile de 11 % à 13 % lors de l'usinage de l'Inconel 718 peut doubler la quantité d'usinage. En particulier pour les matériaux très résistants à la chaleur, une proportion de lubrifiant plus élevée améliore les conditions de frottement entre la copeau et l'outil. Cela réduit la température et l'usure, tout en améliorant la formation des copeaux.
Décolletage avec axe X et axe Y
Le décolletage constitue la dernière étape de traitement sur le mandrin principal. Des erreurs dans ce processus entraînent immédiatement des déchets ou des dommages à la pièce.
Traditionnellement, le décolletage se fait par l'axe X. Dans ce cas, les forces de coupe agissent perpendiculairement à la prise d'outil. Avec l'augmentation de la distance entre le tranchant et la prise, le bras de levier augmente et les contraintes de flexion ainsi que la tendance aux vibrations augmentent. Lors du décolletage par l'axe Y, la direction de la force de coupe résultante change. Une grande partie des forces est absorbée par la vitesse de coupe, tandis qu'une petite partie agit par l'avance. La force résultante est introduite dans la prise d'outil à un angle d'environ 30 degrés. Par conséquent, le bras de levier effectif se raccourcit considérablement. De plus, l'évacuation des copeaux s'améliore, car les copeaux sont directement évacués vers le bas dans le lit de la machine.
Les différentes relations de force ont un impact direct sur la charge du siège de la plaque. Avec des forces supposées de 2000 N perpendiculaires à la lame et de 400 N radialement, le décolletage en X entraîne une charge nettement plus élevée en raison du long bras de levier.
Lors du décolletage en Y, cette contrainte est réduite d'environ 30 %. Par conséquent, les processus sont plus calmes et moins vibrants. Des exemples pratiques montrent qu'en passant du décolletage en X au décolletage en Y, à la fois la durée de vie et la stabilité du processus s'améliorent.
Dans certaines applications, la quantité de pièces produites a même plus que doublé avec des paramètres de coupe inchangés. En même temps, le niveau sonore diminue. Cependant, le décolletage en Y nécessite que la machine et le contrôle prennent en charge les parcours de déplacement et les stratégies de traitement nécessaires.
Usinage de contours complexes par formage

Des contours complexes, tels que les profils à plusieurs dents, posent de fortes exigences à la stratégie de processus. Une possibilité consiste à produire le contour de manière conventionnelle à l'aide d'un outil de tournage, étape par étape. Dans ce cas, des entailles individuelles sont programmées et traitées successivement. Cette méthode est particulièrement adaptée aux prototypes ou aux petites séries. Cependant, pour de grandes quantités, les efforts de programmation et de traitement augmentent considérablement.
Alternativement, les outils de formage permettent la fabrication de la contour complet en une seule étape de traitement. Une lame de forme spécialement conçue génère toute la géométrie en une seule fois. L'avantage réside dans la haute précision de répétition et les temps de traitement courts. Cependant, la grande longueur de coupe intervenant simultanément génère de fortes forces d'usinage. Ces forces peuvent provoquer des vibrations, des marques de surface ou des écarts dimensionnels.
Le fraisage par forme de décolletage élargit le décolletage classique avec une stratégie de processus nettement plus stable. Dans ce cas, la plaquette de coupe est typiquement positionnée sous un angle d'environ 45° dans le porte-outil. L'outil n'entre pas radialement dans la pièce, mais est guidé tangentiellement à la pièce. Dans ce processus, les éléments de forme sont créés successivement. Contrairement à l'attaque radiale, l'ensemble de la largeur de coupe n'intervient donc pas simultanément dans le matériau. Des mesures avec des systèmes de mesure de force montrent des différences claires entre les deux procédés. Lors du décolletage classique, des forces de coupe pouvant atteindre près de 6 000 N peuvent se produire. Dans le fraisage par forme de décolletage, les forces sont nettement plus faibles. Les charges réduites permettent des processus plus stables, une sollicitation moindre des machines et des niveaux sonores plus bas. De plus, la qualité de surface de la pièce tournante s'améliore.
Conclusion
Horn est considéré comme un spécialiste du tournage de précision économique et sûr. Des géométries de coupe harmonisées, des revêtements modernes, un refroidissement ciblé et une grande stabilité des machines sont essentiels pour des processus stables. Une formation de copeaux optimisée et un refroidissement interne améliorent considérablement l'évacuation des copeaux, la qualité de surface et la durée de vie des outils. Des procédés tels que le tournage à trochoïde ou le décolletage sur axe Y réduisent les forces, augmentent la stabilité du processus et améliorent la rentabilité.
Contact :


