


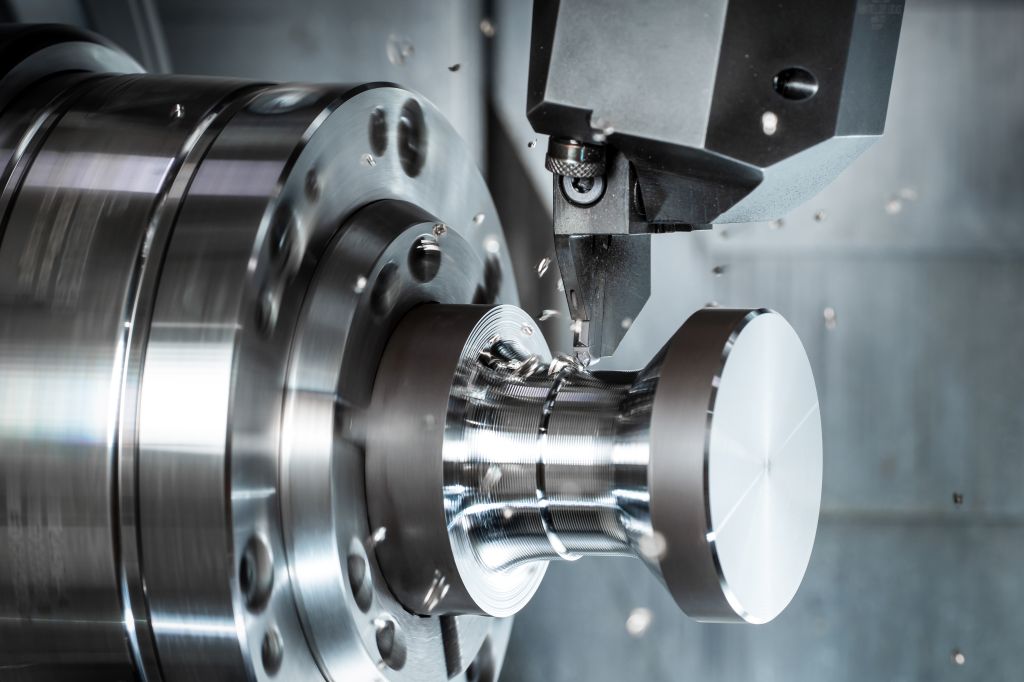
Befúrás, levágás, formázás: A marás a forgácsolás egyik legigényesebb eljárásának számít. A klasszikus hosszanti vagy síkforgácsolással ellentétben a vágóél a befúrás és levágás során a munkadarabot két oldalfal között dolgozza fel. Pontosan ezek a határfeltételek alapvetően befolyásolják a folyamatot. Míg a forgács a hosszanti forgácsolás során viszonylag szabadon áramolhat, addig a marásnál a munkadarab oldalfalai balra és jobbra korlátozzák a vágóél mozgását.


A forgács a marási zónát lényegében csak felfelé és a haladási iránynak ellentétesen hagyja el a marás során. Ezért nőnek az igények a szerszámgeometriára, forgácsformálásra, hűtésre és a folyamat stabilitására. Már kis eltérések is forgácsfelhalmozódást, megnövekedett kopást, rossz felületi minőséget vagy akár szerszámtörést okozhatnak. A marás ezért sokkal több, mint egy egyszerű bemetszési folyamat.
Csak a harmonizált együttműködés a szerszámtechnológia, a bevonat, a gép stabilitása, a rögzítéstechnika és a folyamatirányítás terén biztosítja a stabil eredményeket. A cél mindig az, hogy a forgácsot kontrollált módon formáljuk, biztonságosan elvezessük a hornyokból, és egyidejűleg magas élettartamokat, valamint reprodukálható megmunkálási eredményeket érjünk el.
A vágószög geometria jelentősége
A vágószög geometria jelentősen befolyásolja a be- és kiemelést. Fő feladatai közé tartozik a forgácsok kontrollált vezetése és célzott formálása.
A forgácsellenőrzés során a geometria rövid, kezelhető forgácsformákat hoz létre, mint például csavart forgácsok, spirális forgácsok, vesszős forgácsok, szakító forgácsok vagy darabos forgácsok. Ez megakadályozza a forgácsok összegubancolódását és csökkenti a folyamatzavarokat. Ezzel szemben a hosszú szalagforgácsok a munkadarabra vagy az eszközre tekerednek, akadályozzák a forgácsáramlást és rontják a felületi minőséget. Ugyanakkor a geometria célzottan formálja a forgácsot és elvékonyítja azt. Ez az elvékonyodás lehetővé teszi, hogy a forgácsot a zárt megmunkálási helyzet ellenére biztonságosan elvezessük a hornyokból. Célzott forgácsformálás nélkül széles forgácsok keletkeznek, amelyek a síkokon dörzsölődnek és károsítják a munkadarab felületét.
Különösen világosan megmutatkozik a geometria hatása a különböző forgácsvezető lépcsők összehasonlításakor. A megmunkált, kerek forgácsvezető lépcsők gyakran csak csekély hatással vannak a forgácsra. A forgács nagyrészt ellenőrizetlenül távozik, és hosszú forgácsformákat képez. Ezzel szemben a kifejezett forgácsformáló elemekkel rendelkező geometriák rövid, kontrollált és erősen deformált forgácsokat hoznak létre. Ez a kontrollált forgácsformálás képezi az alapját a stabil megmunkálási folyamatoknak. Különösen rozsdamentes anyagok, mint például az 1.4305 esetében a megfelelő geometria dönt a folyamatbiztonságról és az élettartamról. Már 100 m/min körüli vágási sebességeknél és körülbelül 0,12 mm/fordulat előtolásoknál a forgácsformálás jelentős hatással van a megmunkálási eredményre.
Trochoidális marás
A trochoidális marás bővíti a klasszikus marási folyamatok lehetőségeit. Ahelyett, hogy a teljes hornyot teljes vágással dolgoznák fel, az eszköz egy átfedő pályamozgáson halad át a munkadarabon. Ezzel a stratégiával csökken az eszköz terhelése. Ugyanakkor javul a forgács szállítása is, mivel kisebb forgács keresztmetszetek keletkeznek. Különösen mély bemetszések vagy nehezen megmunkálható anyagok esetén ez a módszer előnyöket kínál.
A tipikus folyamatparaméterek például 280 m/perc körüli vágási sebességeknél és 0,6 mm/fordulatig terjedő előtolásoknál találhatók. Ezenkívül körülbelül 0,7 mm minimális és 1,5 mm maximális állások alkalmazásra kerülnek. A vágási szög jellemzően 40° és 60° között mozog. A kisebb behatolási viszonyok miatt a radiális erők csökkennek. Párhuzamosan csökken a vágóél hőterhelése is. Ez a módszer különösen alkalmas a modern nagy teljesítményű forgácsolásokhoz és a nagy elérhető forgácsmennyiségekhez.
A modern bevonatok jelentősége
A modern vágólemezek bevonata befolyásolja a gazdaságosságot és a folyamatbiztonságot. Csökkenti a kopást, minimalizálja a forgács és az eszköz közötti súrlódást, megakadályozza a felrakódásokat, és lehetővé teszi a magasabb vágási paramétereket. Ugyanakkor egy megfelelő bevonat javítja a kopásérzékelést és növeli a folyamat stabilitását. A szerszámbevonatok fejlesztésekor számos befolyásoló tényezőt kell figyelembe venni. Ezek közé tartozik az eszköz és az anyag közötti kémiai kölcsönhatás, a vágóélek lekerekítése, a bevonási folyamat, valamint a bevonat mechanikai tulajdonságai. Azonban mindig a komponensek kölcsönhatása a döntő. Ha a geometria, a szubsztrátum és a bevonat nem egyezik, belső feszültségek keletkeznek a bevonatban. Ezek javíthatják a keménységet és a szívósságot, de repedések vagy bevonatleválások kialakulását is okozhatják.
A folyamatra optimalizált bevonat befolyásolja az élettartamot. Azonban a bevonatot nem szabad elszigetelten vizsgálni. Döntő fontosságú a teljes megmunkálási folyamat kölcsönhatása. A gép stabilitása, a munkadarab rögzítése, a szerszám befogása, a hűtési stratégia és a vágási paraméterek közvetlen hatással vannak a vágólap teljesítményére. A gyakorlati kísérletek azt mutatják, hogy már a megfelelő bevonatokkal jelentős élettartam-növekedések érhetők el. Ugyanakkor a geometria, a bevonat és a folyamatparaméterek nem megfelelő kombinációi gyorsan korai kopáshoz vezetnek. A folyamat tervezése mindig a teljes megmunkálási rendszer átfogó vizsgálatát igényli.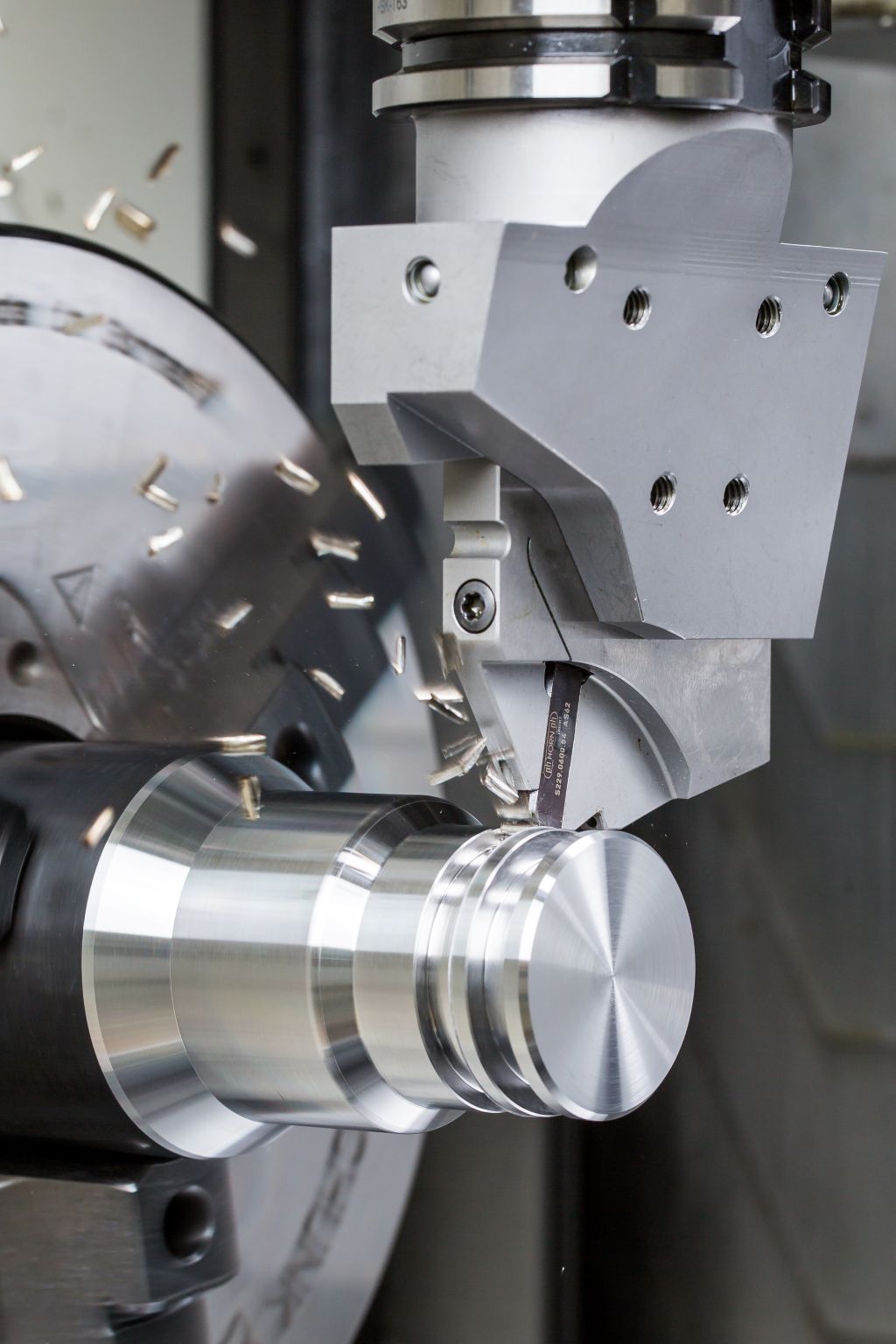
Hűtés a marási folyamatban
A hűtés központi szerepet játszik a marás során. Egyrészt csökkenti a vágóél hőterhelését, másrészt a hűtőközeg aktívan támogatja a forgács szállítását a forgácsolási zónából. Különösen rozsdamentes anyagokba való belevágáskor magas hőmérsékletek keletkeznek. A gyakorlati vizsgálatok különbségeket mutatnak különböző hűtési stratégiák között. Külső hűtőfolyadék-beszállítás esetén alacsony nyomások mellett gyakran erős kopási jelenségek lépnek fel a forgácsfelületen. Ha a hűtőfolyadék nyomását növeljük, a kopás már jelentősen csökken.
Jó eredményeket érnek el azok a rendszerek, amelyek a hűtőfolyadékot közvetlenül a forgácsolási felületre juttatják. A modern szorítófejek, amelyekbe integrált hűtőfolyadék-ellátás van beépítve, lehetővé teszik a célzott hűtést közvetlenül a forgácsolási zónában. Ennek következtében csökken a vágóél hőterhelése.
Ezen kívül javul a forgács eltávolítása is. A modern tartórendszerek célzottan látják el a szabad és forgácsfelületet beépített hűtőcsatornákon keresztül. A közvetlen hűtőfolyadék-ellátás révén a hűtőközeg korán megemeli a forgácsot, és kontrolláltan szállítja ki a barázdából. A szorítótartók általában univerzális hűtőfolyadék-csatlakozókkal rendelkeznek hosszú lyukakon vagy G1/8"-os csatlakozásokkal.
Nemcsak a hűtőfolyadék-ellátás, hanem a hűtő-kenőanyag összetétele is befolyásolja a forgácsolási folyamatot. Már a kenőanyag-emulzió olajtartalmának kis változásai is jelentős hatással lehetnek az élettartamra. Gyakorlati példák mutatják, hogy az Inconel 718 megmunkálása során az olajtartalom 11%-ról 13%-ra emelése megduplázhatja az élettartamot. Különösen a magas hőállóságú anyagok esetében a magasabb kenőanyag-tartalom javítja a forgács és az eszköz közötti súrlódási viszonyokat. Ennek következtében csökken a hőmérséklet és a kopás, miközben a forgács képződése is javul.
Kivágás X- és Y-tengellyel
A levágás a főorsón végzett utolsó megmunkálási lépést jelenti. A folyamatban fellépő hibák közvetlenül selejthez vagy a munkadarab sérüléséhez vezetnek.
A hagyományos lemezelés az X-tengely mentén történik. Itt a vágóerők merőlegesen hatnak a szerszámfoglalatra. A vágóél és a foglalat közötti távolság növekedésével a karhossz és a hajlító terhelések, valamint a rezgés hajlama is nő. Az Y-tengely mentén történő lemezelés során a keletkező vágóerő iránya megváltozik. Az erők nagy része a vágási sebesség révén hat, míg csak egy kisebb rész a betáplálás révén. A keletkező erő körülbelül 30 fokos szögben jut a szerszámfoglalatba. Ennek következtében a hatékony karhossz jelentősen csökken. Továbbá javul a forgács elvezetése, mivel a forgács közvetlenül lefelé kerül a gépágyba.
A különböző erőviszonyok közvetlen hatással vannak a lemezülés terhelésére. Ha 2000 N erőt feltételezünk merőlegesen a vágóélre és 400 N radikálisan, akkor az X-tengely mentén történő lemezelés során a hosszú kar miatt jelentősen nagyobb terhelés keletkezik.
Y-tengely mentén történő lemezeléskor ez a terhelés körülbelül 30%-kal csökken. Ennek következtében a folyamatok nyugodtabban és rezgésmentesebben zajlanak. A gyakorlati példák azt mutatják, hogy az X-ről Y-ra való váltással mind a szerszám élettartama, mind a folyamat nyugalma javul.
Egyes alkalmazásokban a szerszám élettartama a vágási paraméterek változatlanul tartása mellett több mint megduplázódott. Eközben a zajszint csökken. Azonban az Y-tengely mentén történő lemezelés megköveteli, hogy a gép és a vezérlés támogassa a szükséges mozgásokat és feldolgozási stratégiákat.
Formalehúzás összetett kontúrokkal

Az összetett kontúrok, mint például a többszálú profilok, magas követelményeket támasztanak a feldolgozási stratégiával szemben. Az egyik lehetőség az, hogy a kontúrt hagyományosan, lépésről lépésre, egy lemezelő szerszámmal hozzák létre. Itt egyes bemetszéseket egymás után programoznak és dolgoznak fel. Ez a módszer különösen prototípusok vagy kis sorozatok esetén alkalmas. Nagy darabszámok esetén azonban a programozási és feldolgozási költségek jelentősen megnőnek.
Alternatív megoldásként a formalehúzó szerszámok lehetővé teszik a teljes kontúr előállítását egyetlen feldolgozási lépésben. Ebben az esetben egy különlegesen kialakított formavágó egyszerre hozza létre az összes geometriát. Az előny a magas ismétlési pontosságban és a rövid feldolgozási időkben rejlik. Azonban a nagy, egyidejűleg beavatkozó vágóhosszak magas forgácsolási erőket generálnak. Ezek az erők rezgéseket, felületi jelöléseket vagy méreteltéréseket okozhatnak.
A lemezelő formalehúzás a klasszikus formalehúzást egy lényegesen stabilabb feldolgozási stratégiával bővíti. Itt a vágólemez jellemzően körülbelül 45°-os szögben helyezkedik el a lemezülésben. A szerszám nem radikálisan hatol be az munkadarabba, hanem tangenciálisan halad el mellette. Ebben a folyamatban a különböző formaelemek egymás után keletkeznek. Ezzel szemben a radikális formabemetszés esetén nem az összes vágóél szélessége hatol be egyszerre az anyagba. Az erőmérő rendszerekkel végzett mérések világos különbségeket mutatnak a két eljárás között. A klasszikus formalehúzás során a vágóerők közel 6000 N-ra is emelkedhetnek. A lemezelő formalehúzás esetén az erők jelentősen alacsonyabbak. A kisebb terhelések nyugodtabb folyamatokat, alacsonyabb gépterhelést és alacsonyabb zajszintet eredményeznek. Ezen kívül javul a forgács felületi minősége.
Összegzés
A Horn a gazdaságos és folyamatbiztos lemezelés specialistájaként ismert. A stabil folyamatokhoz összehangolt vágógeometriák, modern bevonatok, célzott hűtés és magas gépstabilitás szükséges. Az optimalizált forgácsformálás és belső hűtés jelentősen javítja a forgács elvezetését, a felületi minőséget és a szerszám élettartamát. Az olyan eljárások, mint a trochoidális lemezelés vagy az Y-tengely mentén történő lemezelés csökkentik az erőket, növelik a folyamat nyugalmát és javítják a gazdaságosságot.
Kapcsolat:


